



利用感应电流通过工件所产生的热量,使工件表层、局部或整体加热并快速冷却的工艺,称为感应淬火。
1.感应淬火的基本原理
如图4-16所示,将工件放在由薄壁纯铜管绕成的感应器中,当感应器中通入一定频率的交流电时,在感应器的内部和周围同时产生与电流频率相同的交变磁场,受电流交变磁场的作用,工件内就会产生频率相同、方向相反的感应电流(这种电流在工件内自成回路,称为涡流),由于感应电流具有集肤效应(涡流强度集中在工件表面,内层逐渐减小),并且钢本身的电阻在感应电流作用下产生热效应,从而使工件在几秒钟内快速加热到淬火温度,随后冷却,达到表面淬火的目的。
2.感应淬火的特点
1)感应淬火件晶粒细、硬度高。感应淬火温度虽高于普通淬火温度(高频感应淬火的温度为Ac3或Ac1以上100~200℃),但由于感应淬火几乎不需要保温,所以在更高温度仍会获得很细小的奥氏体晶粒,淬火后得到很细小的马氏体组织,其硬度也比普通淬火高2~3HRC,且心部基本上保持了热处理前的组织和性能。
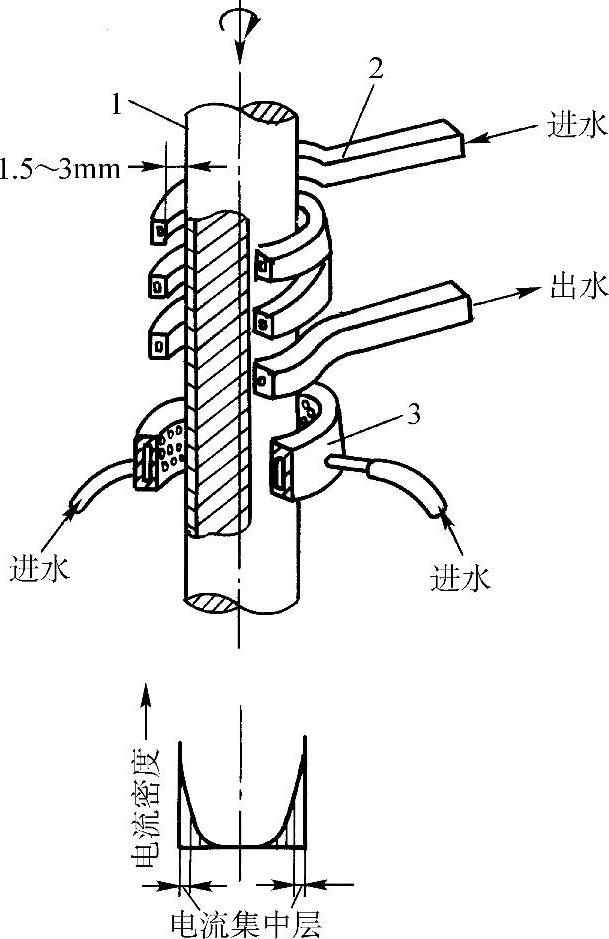
图4-16 感应加热示意图
1—工件 2—感应器 3—喷水套
2)加热速度快,加热时间很短,一般只需几秒至几十秒即可完成,因此,工件不容易产生氧化脱碳现象,淬火变形也很小。
3)热效率高,生产率高,生产环境好,易实现机械化、自动化。
4)淬硬层深度易于控制。生产中可通过控制电流频率来控制淬硬层深度。一般淬硬层深度与电流频率关系的经验公式为(https://www.xing528.com)
式中 δ——淬硬层深度(mm);
f——电流频率(Hz)。
5)设备投资大,维修困难,需根据零件实际制作感应器,因此感应淬火不适合单件生产。
3.感应淬火的应用
感应淬火最适宜的钢种是中碳钢(如40、45钢)和中碳合金钢(如40Cr、40MnB钢等)制作的齿轮、轴、销类零件。它们经过正火或调质处理后再进行表面淬火,表面硬度可达50~55HRC,具有良好的耐磨性,而心部具有良好的综合力学性能,以承受复杂的交变应力。其也可用于高碳工具钢、含合金元素较少的合金工具钢及铸铁等淬火。
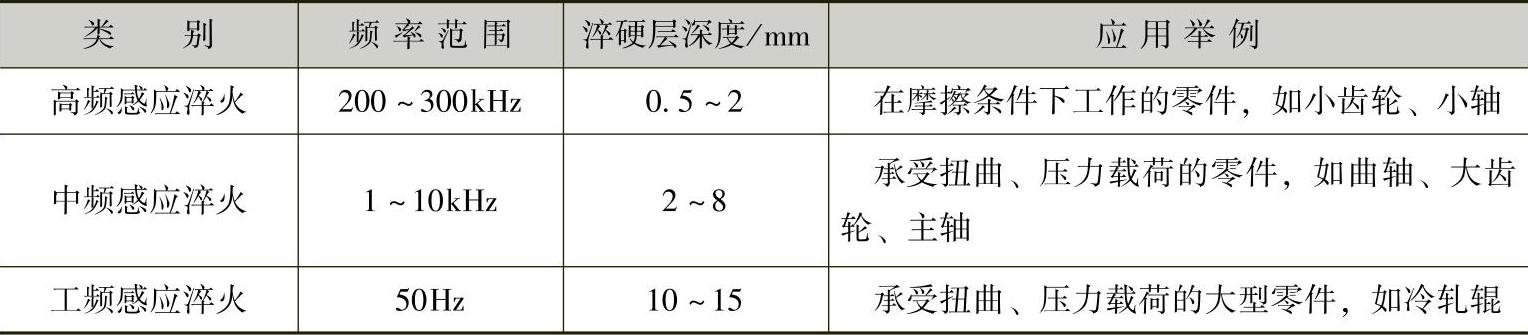
根据电流频率,感应淬火可分为高频感应淬火、中频感应淬火和工频感应淬火,见表4-6。电流频率越高,淬硬层越薄,实际生产中可根据零件的尺寸及需要的淬硬层深度来选择感应淬火频率。一般中小型零件采用高频感应淬火较多。感应淬火件一般应采用低温回火,回火温度为180~200℃。
表4-6 感应淬火方法及应用
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。