



材料抵抗局部变形,特别是塑性变形、压痕或划痕的能力称为硬度。用于机械加工的各种工具(刀具、量具、模具)都应具备足够的硬度。某些机械零件(如齿轮、轴等)也应有一定的硬度。
生产中常用压入法测量硬度。其方法是将一定几何形状的压头,在一定的压力作用下,压入材料的表面,根据压入的程度来测量硬度值。压入法测量硬度常用的方法有布氏硬度法、洛氏硬度法、维氏硬度法,如图1-3所示。
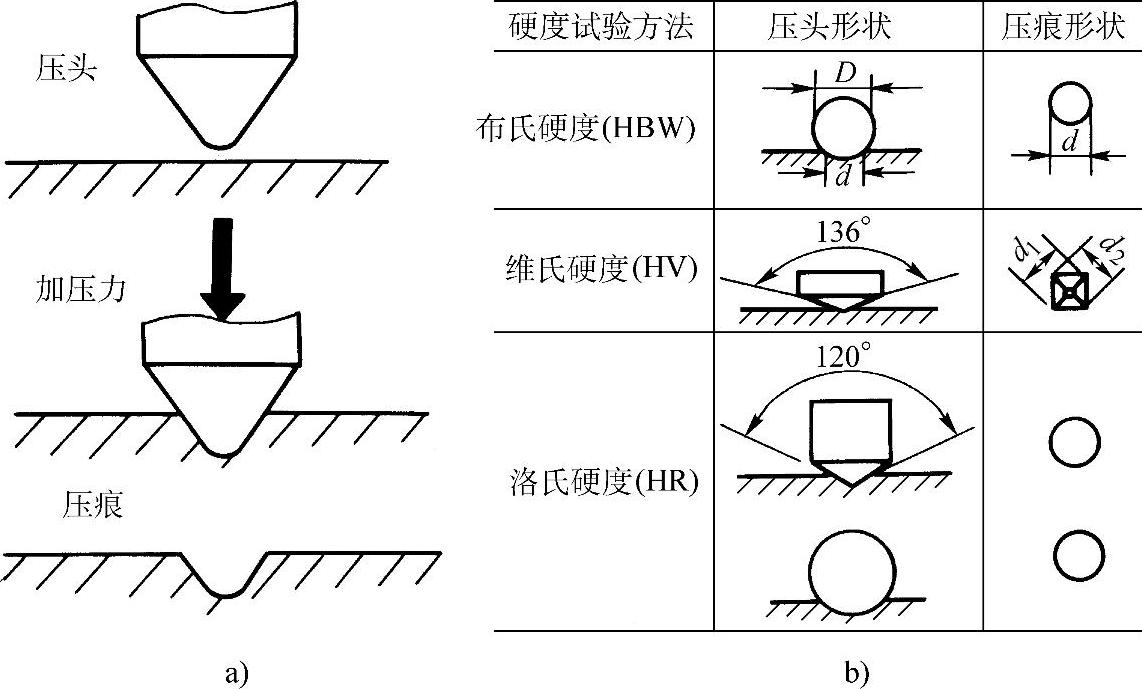
图1-3 压入法测量硬度
a)压入法测量示意图 b)三种常用硬度测量法
1.布氏硬度(HBW)
布氏硬度是采用直径为D的硬质合金球,以相应的试验力F压入试样表面(见图1-4a),经保持规定时间后卸除试验力,用读数显微镜测量残余压痕平均直径d(见图1-4b),用球冠形压痕单位表面积上所受的压力表示硬度值。实际测量可通过测出d值后查表获得硬度值。
布氏硬度用符号HBW表示,如500HBW表示用硬质合金压头测得的布氏硬度值为500。
采用布氏硬度测量,由于残余压痕面积较大,能较真实地反映材料的平均硬度,测量数据稳定,因此可用于测量组织粗大或组织不均匀的材料(如铸铁)。测量时,材料的硬度值必须小于650HBW。布氏硬度与抗拉强度之间存在一定的关系,故可根据其值大小估计材料的强度。布氏硬度测量压痕大,不宜测量成品或薄片金属的硬度,主要用于原材料或半成品的硬度测量,如测量铸铁、非铁金属(有色金属)、硬度较低的钢(如退火、正火、调质处理的钢)。
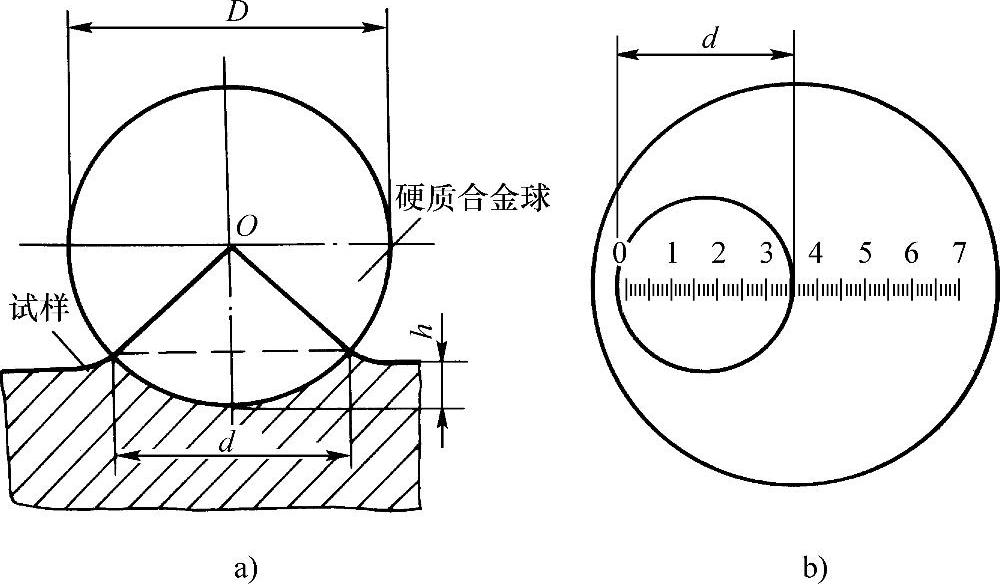
图1-4 布氏硬度测量原理
a)压头压入材料表面 b)读数显微镜测量压痕直径
2.洛氏硬度(HR)
测量洛氏硬度时用金刚石圆锥或硬质合金球作压头,在初始试验力和主试验力的作用下,将压头压入材料表面,保持规定时间后,去除主试验力,保持初始试验力,用残余压入深度计算硬度值。实际测量时,可通过试验机的表盘直接读出洛氏硬度的数值。(https://www.xing528.com)
洛氏硬度可以测量从软到硬较大范围的硬度值。根据被测对象的不同,可用不同的压头和试验力,有HRA、HRB、HRC等多种测量条件。常用洛氏硬度的试验条件、硬度范围和应用举例见表1-2。
表1-2 常用洛氏硬度的试验条件、硬度范围和应用举例

洛氏硬度的测量具有迅速、简便、压痕小、硬度测量范围大等优点,可用于成品或较薄工件硬度的测量。但其数据准确性、稳定性、重复性不如布氏硬度,通常需在试样表面不同部位测试三个点,取其平均值作为该材料的洛氏硬度值。为确保硬度测量的准确性,一般不宜测量组织不均匀材料的洛氏硬度。
3.维氏硬度(HV)
维氏硬度的测量原理与布氏硬度的测量原理相似。采用相对面夹角为136°的金刚石正四棱锥压头,以规定的试验力F压入材料的表面,保持规定时间后卸除试验力,然后根据压痕两对角线长度的算术平均值来计算硬度,用正四棱锥压痕单位表面积上所受的平均压力表示硬度值。实际测量时,只需测出压痕对角线长度的算术平均值,然后查表即可获得维氏硬度值。
维氏硬度的试验力可根据试样大小、厚薄、硬度等情况进行选择。其试验力F的取值范围为49.03~980.7N,测量范围大,因此可以测量从软到硬的各种金属材料(可测量硬度为10~1000HV的材料),而且测量的硬度值具有连续性。维氏硬度测量压痕小,可测量较薄的材料和渗碳、渗氮等表面硬化层。
综上所述,硬度测量具有简便、快捷,不破坏试样(非破坏性试验),能综合反映材料的其他力学性能,如根据硬度值可以估算出强度,在一定范围内,金属的硬度提高,强度也相应增加(具体可查金属的强度与硬度换算表),同时硬度与耐磨性也具有直接关系,硬度越高,耐磨性越好。所以,硬度测量应用极为广泛,常把硬度标注在图样上,作为工件检验、验收的主要依据。几种材料的硬度值见表1-3。
表1-3 几种材料的硬度值

需要特别指出的是,上述各种硬度测量法,相互之间没有理论换算关系,故测量结果不能直接进行比较,应查阅硬度换算表进行比较,但可以粗略地根据以下经验公式进行换算:
1)硬度为200~600HBW时,1HRC相当于10HBW。
2)硬度小于450HBW时,1HBW相当于1HV。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。