



在奶粉生产过程中,干燥工序是奶粉生产的最重要环节之一,喷雾干燥过程是物料由泵送至喷雾干燥器内,由雾化器将其分散为小雾滴;空气经加热送入干燥室内与料雾混合、接触;最后完成干燥过程。喷雾式干燥过程示意图如图4-26所示。
奶粉喷雾干燥过程的生产工艺要求是将原料奶液用空气干燥成奶粉,首先通过管道供气设备将物料——已浓缩的奶液(由于将液体奶制造成奶粉的喷雾干燥器的能量消耗大(相当于1.7kg蒸气,蒸发1kg水),所以常常是将奶液在引入喷雾干燥器之前进行浓缩,形成浓缩的奶液)送入干燥室;干燥空气经过过滤之后被一涡轮式风扇以高速引入,经过空气加热器(这一加热器可以是蒸气辐射式的,亦可以是均匀热油循环加热器)将空气从室温加热至干燥温度150~200℃;干燥箱有一锥形的底部,热空气通过顶部空气分配系统进入,雾化奶滴是从非常接近刚进来的热空气的位置进入,热空气立即与雾化奶滴相接触,这样迅速的混合可立即使水分瞬间蒸发;使奶粉干燥成颗粒,大部分都降至其底部,通过管道空气排出,干燥了的奶粉再行分离,输出产品——奶粉。干燥后成品质量要求高,含水量波动不能过大。
影响奶粉产品的产量和质量与许多因素有关,如料浆中固形物的含量、热风温度、空气流率、进入雾化器的浓缩液流等。而产品的最终含水量与干燥器热风进口温度、加热器出口温度及干燥器内负压等参数有直接关系。经分析可知,干燥器进口温度是控制干燥产品质量的最主要因素,因此将干燥器进口温度选作被控变量。而影响干燥温度的因素有物料流量、空气流量和燃料变化。系统可选择三种操纵变量构成温度控制系统。
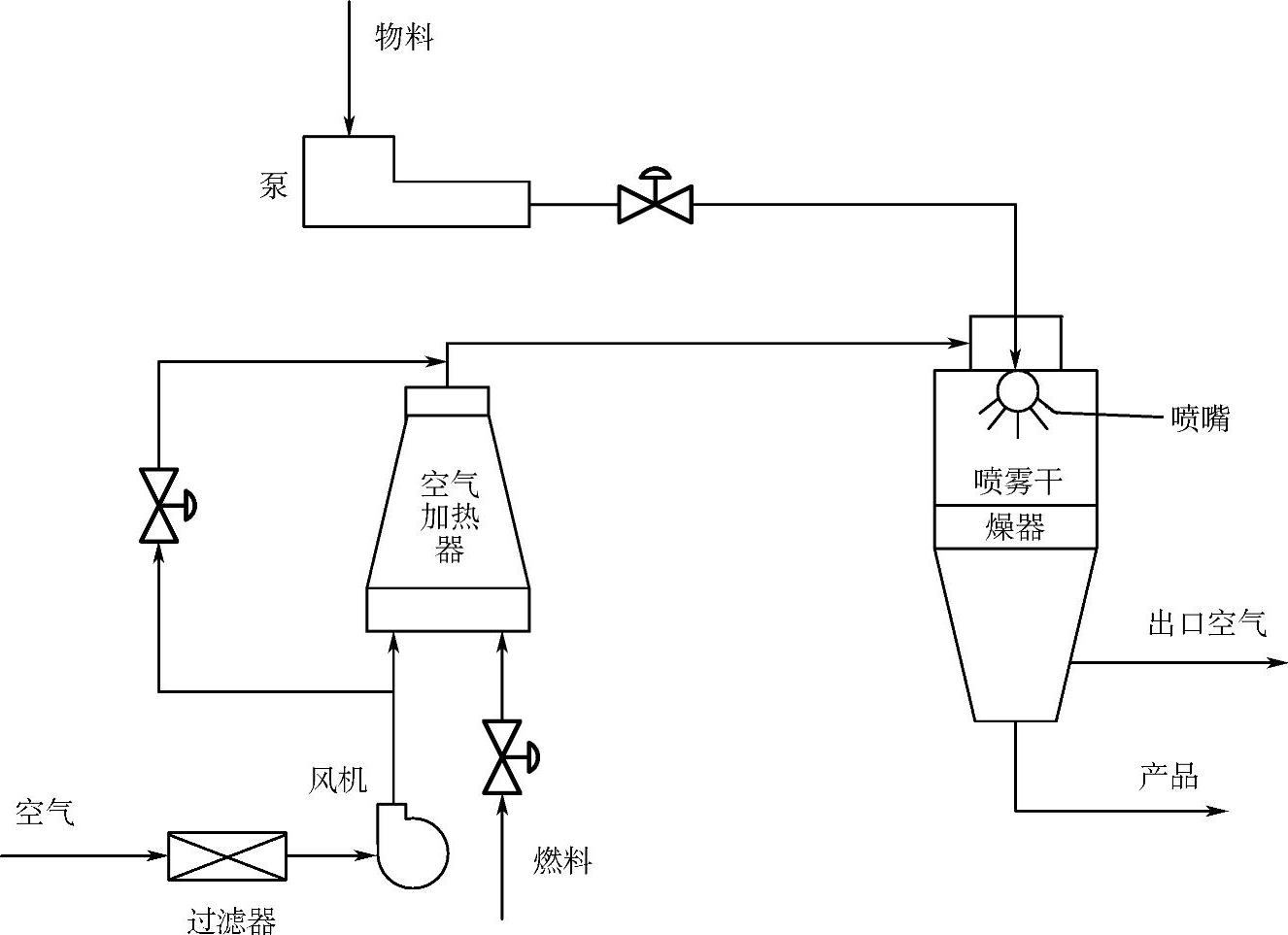
图4-26 喷雾式干燥过程
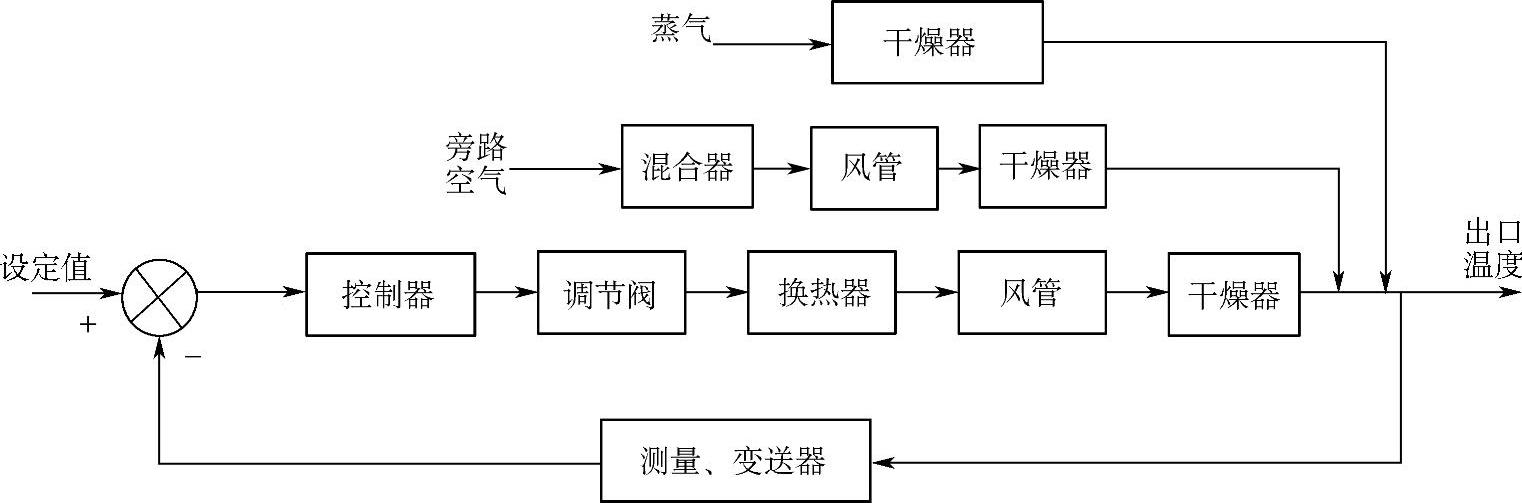
图4-27 操纵变量为物料流量的控制系统
方案Ⅰ:如图4-27所示,将物料流量作为操纵变量,物料经泵送入干燥器,通道滞后时间最短,对干燥温度的调节作用最灵敏,并且干扰所处的位置靠近调节阀,似乎最适宜作为操作变量。但是从工艺分析看,物料流量是生产负荷,需要维持稳定才能保证产量,所以它不宜作为操作变量。
方案Ⅱ:如图4-28所示,以旁路空气作为操纵变量,旁路空气经与热风混合后,再经过风管进入干燥器。与方案Ⅰ相比它构成的调节通道时滞大,控制的灵敏度次之。
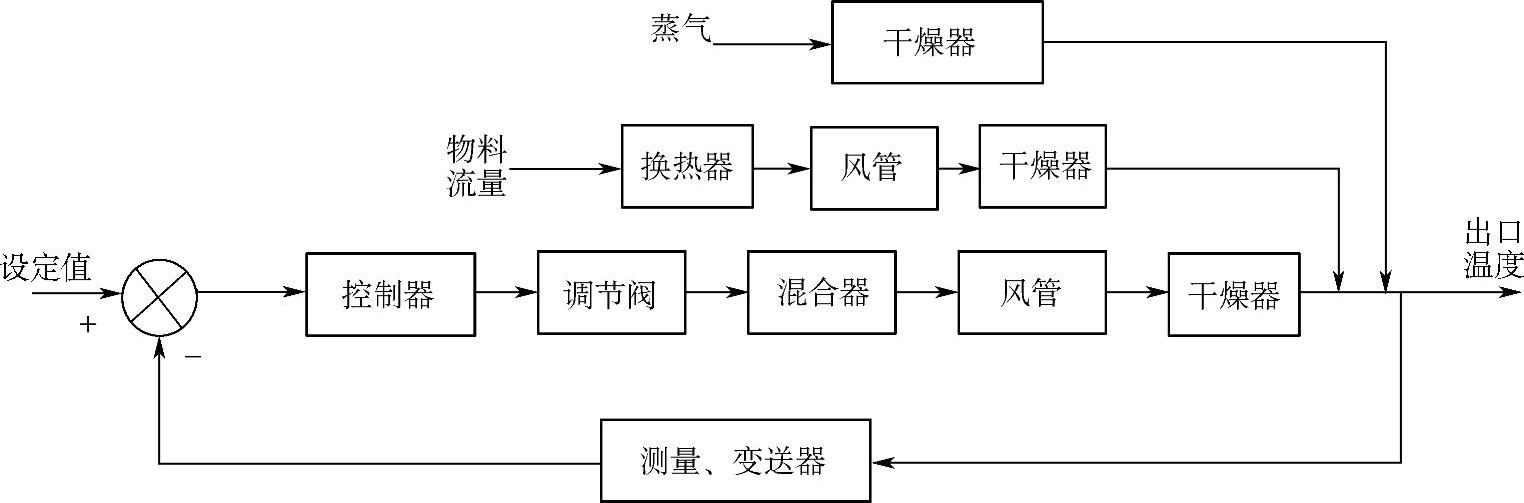
图4-28 操纵变量为旁路空气的控制系统
方案Ⅲ:如图4-29所示,选择蒸气流量作为操纵变量调节通道长,容量滞后大,控制的灵敏度差,所有干扰进入位置均靠近被控变量。
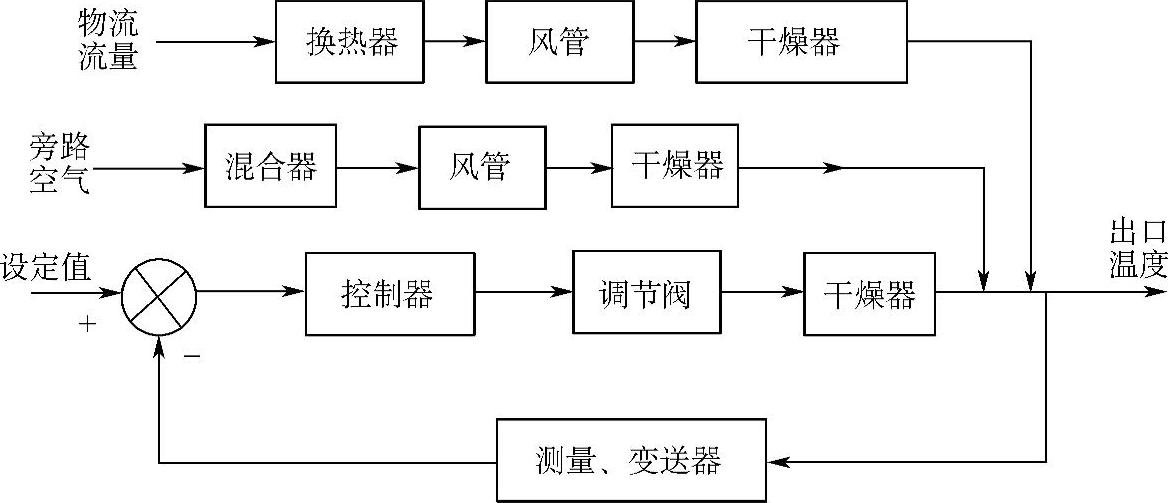
图4-29 操纵变量为蒸气流量的控制系统
从图4-29可以看出,各种干扰作用点的分布对控制方案的影响。对方案Ⅲ来说是很清楚的。对方案Ⅱ来说,因为无论是鼓风温度的变化或蒸气压力的变化,都影响到了热交换器后的热风温度。因此,物料流量干扰和旁路空气干扰作用在同一点上。对方案Ⅰ来说,无论何种干扰都使乳液量或喷雾口热风温度发生变化,因而三个干扰都作用在同一点上。
对应的控制系统框图4-30所示。G0(s)表示干燥器,Gc(s)为调节器,x1为乳液流量或喷雾口热风温度的变化。在方案Ⅱ中,调节器作用到旁路管路,由于有管路的传递纯滞后存在,故较方案Ⅰ多一个纯滞后环节τ=3s。x2为热交换器后热风温度的变化。在方案Ⅲ中,调节器调节热交换器的蒸气流量,热交换器本身为一双容积对象,因而又多了两个容积。这里每个容积的时间常数T=100s。x3为送入热交换器的蒸气流量的变化。
系统的三种干扰分别为:
1)干扰f1——乳液流量的变化;
2)干扰f2——热交换器散热及温度变化;(https://www.xing528.com)
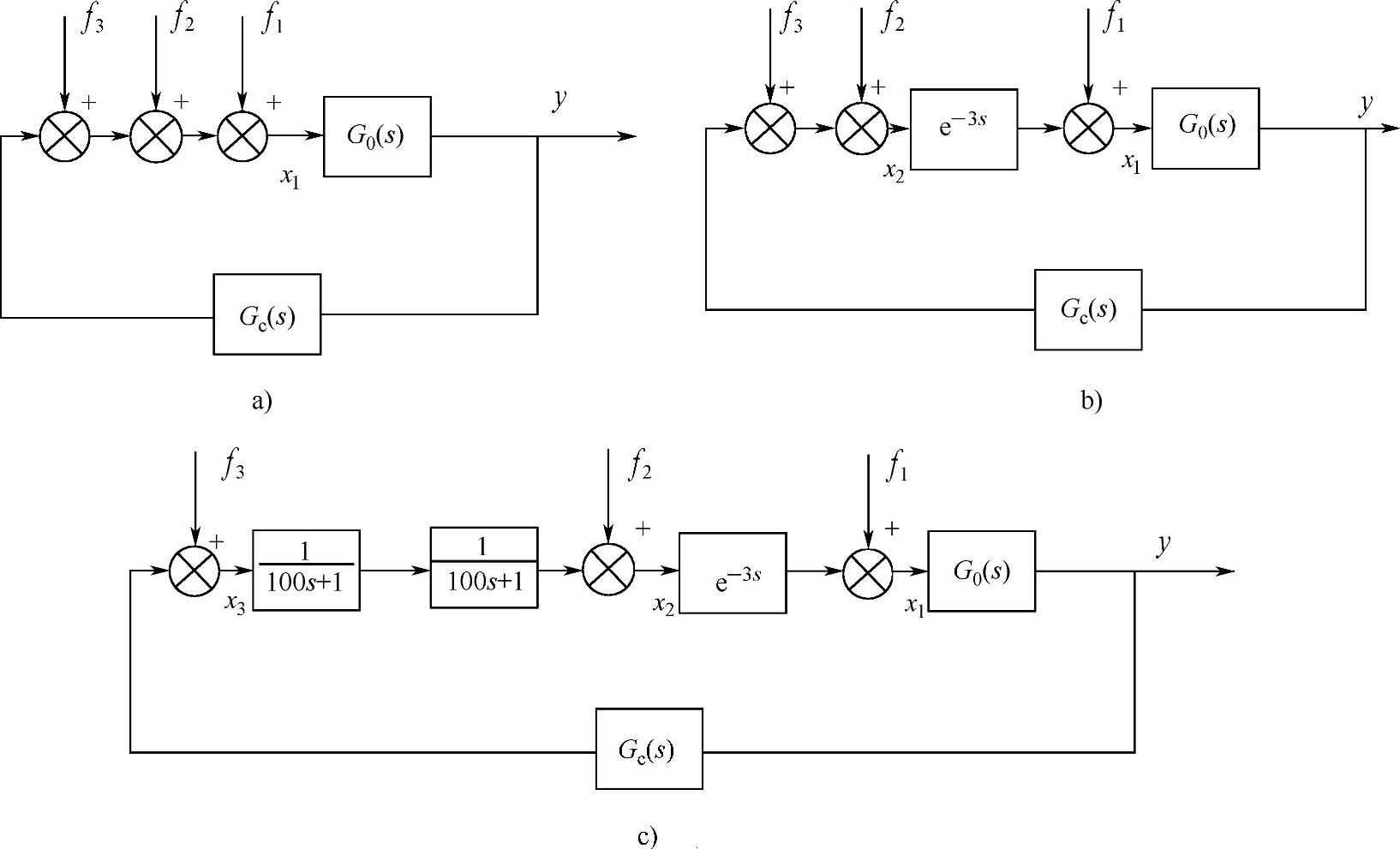
图4-30 调节方案框图
a)方案Ⅰ b)方案Ⅱ c)方案Ⅲ
3)干扰f3——蒸气压力的变化。
三种控制方案的框图如图4-30所示,假设干燥器的传递函数为G0(s)=500e-12s/(130s+1),控制器Gc(s)采用PID控制,PID调节器参数采用优化方案来获取,如图4-31所示。
系统施加阶跃干扰信号,干扰作用点不同时三种方案的Simulink仿真结构图和响应曲线如图4-32所示。
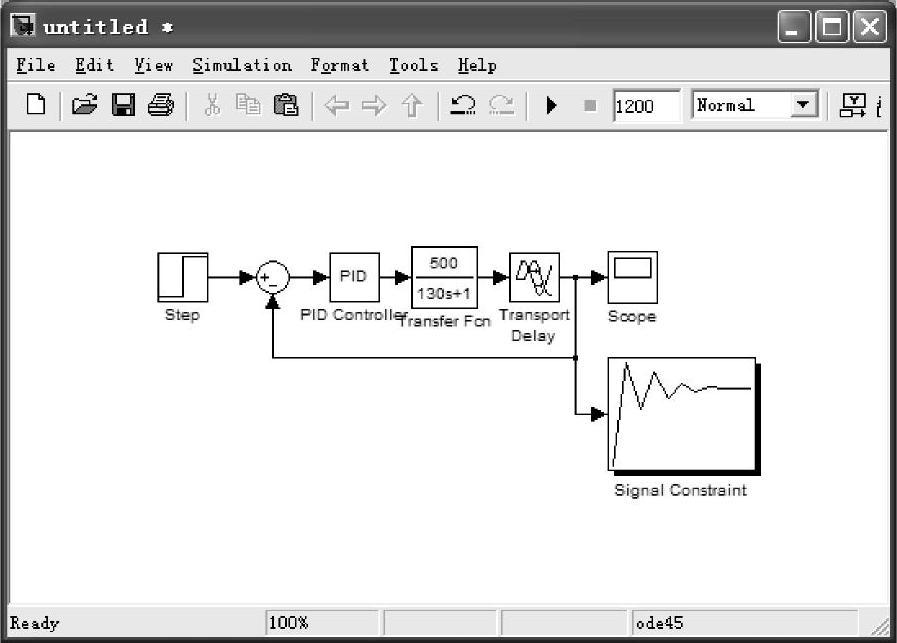
图4-31 PID调节器参数优化整定过程
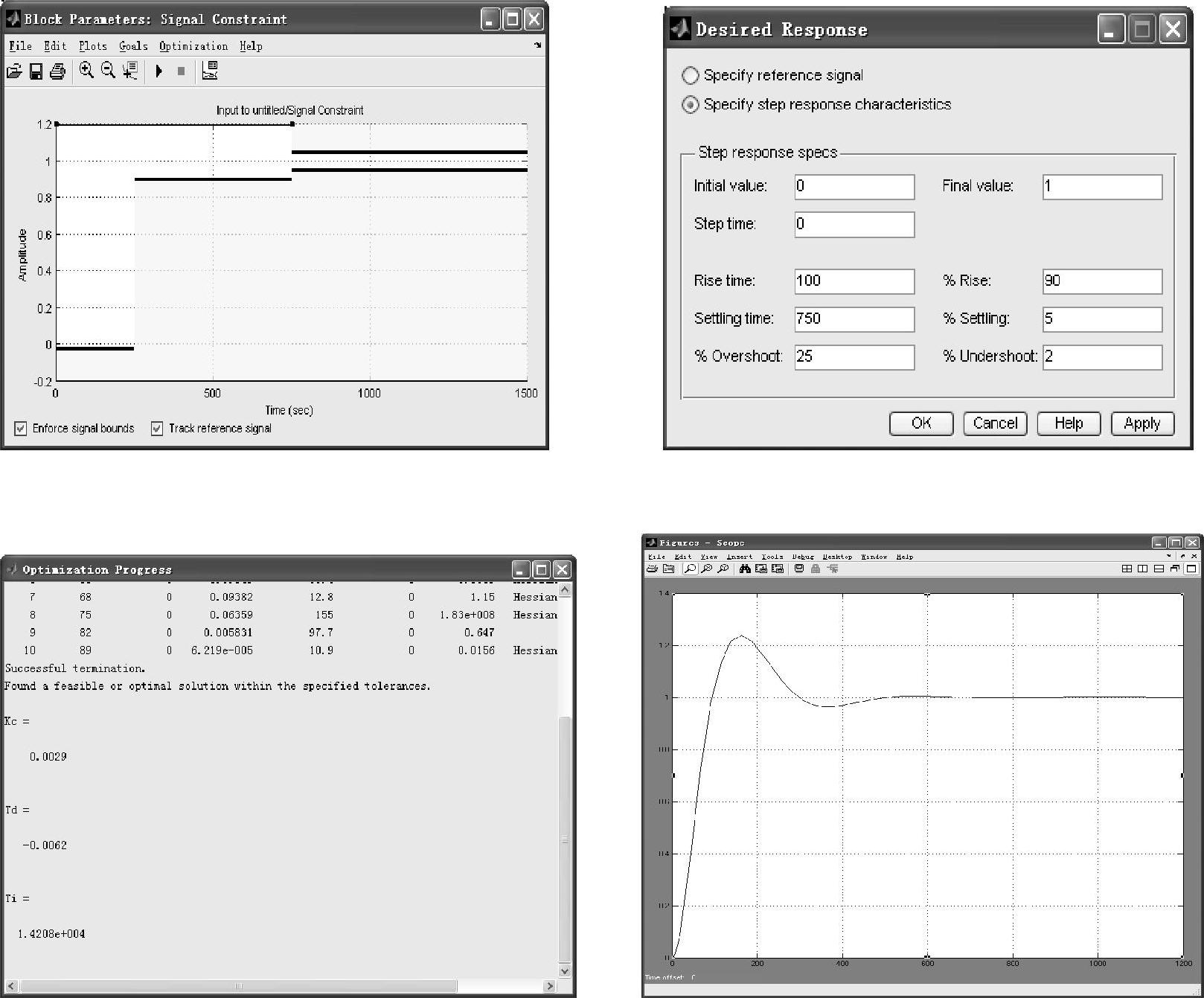
图4-31 PID调节器参数优化整定过程(续)
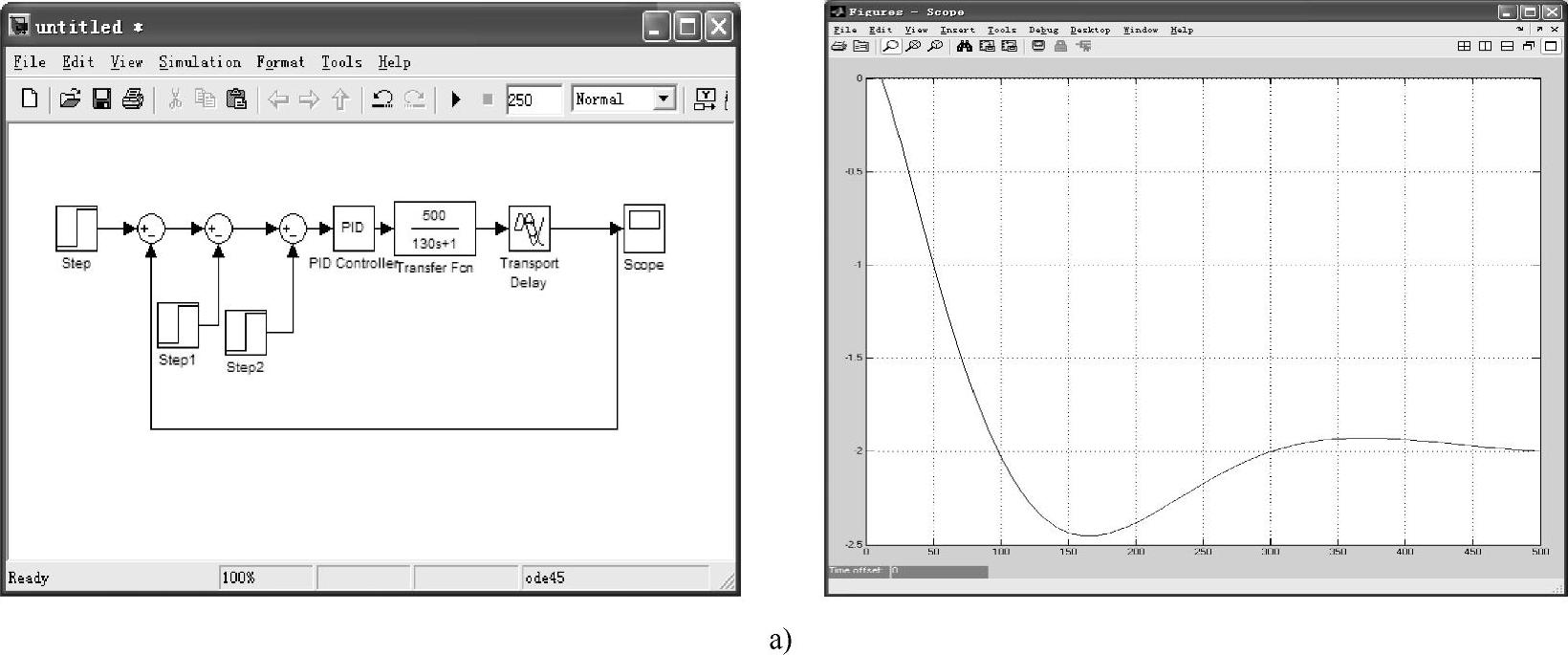
图4-32 不同控制方案下系统抗扰响应曲线
a)方案Ⅰ
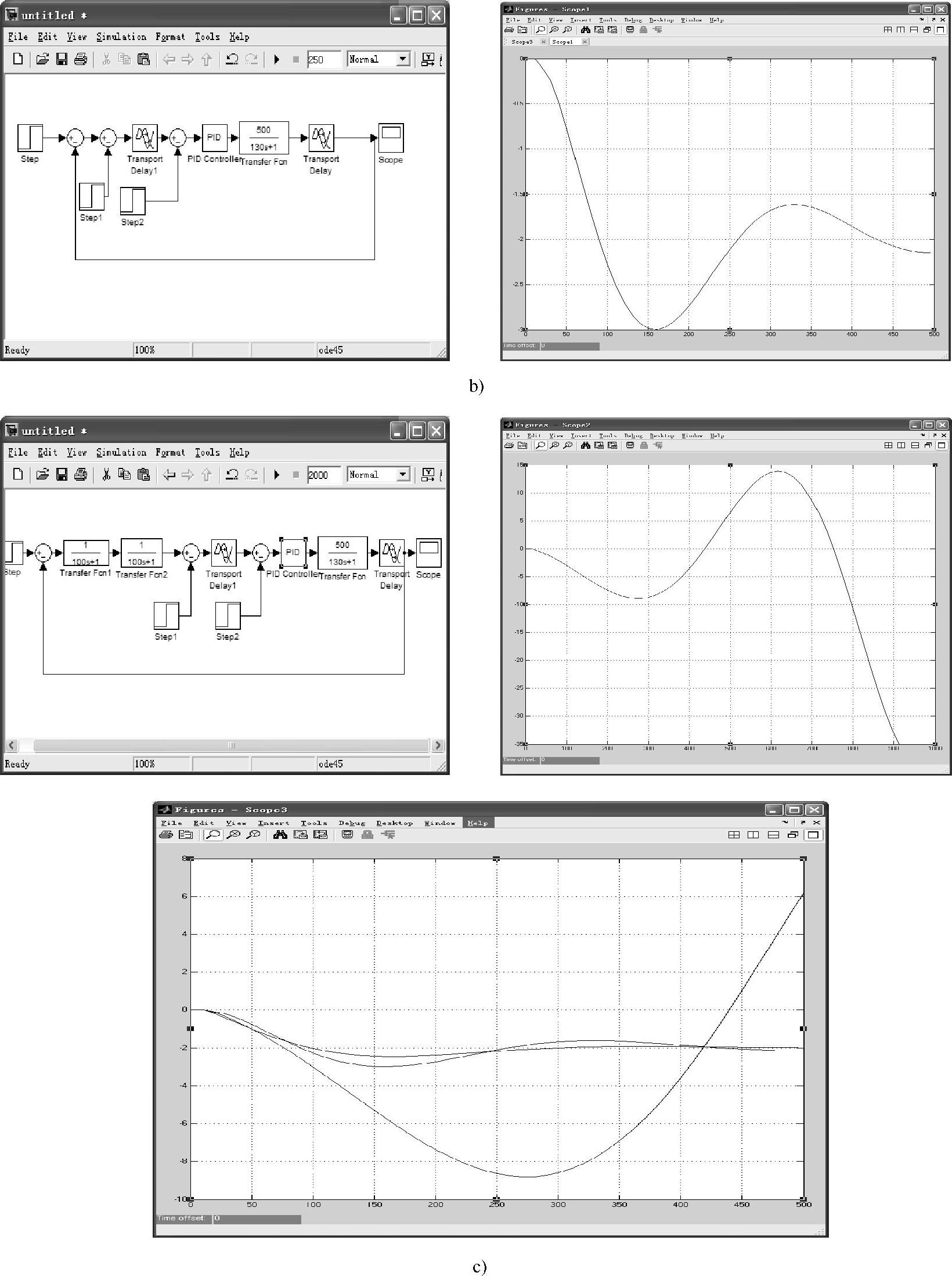
图4-32 不同控制方案下系统抗扰响应曲线(续)
b)方案Ⅱ c)方案Ⅲ
根据干扰作用点对调节质量影响的分析,以及主要干扰施加点越靠近调节阀控制质量相对较高的原则,方案Ⅰ的干扰作用点与对象的输入重合,调节作用最迅速,因此其控制性能最佳,方案Ⅱ次之,方案Ⅲ最差。从控制的品质方面考虑,应该选择方案Ⅰ,即选择乳液流量作为操作变量。但是,在选择调节方案时,还得从工艺角度来考虑,方案Ⅰ并不是最有利的。但是物料流量是负荷。另外在乳液管线上装了调节阀容易使浓缩乳液结块,降低了产量和质量。因此,综合以上分析比较,选择方案Ⅱ是比较好的,即采用旁路空气作为操作变量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。