



【摘要】:修整完毕后,电刷镀区附近的表面要用绝缘漆或塑料胶带进行绝缘保护。经上述处理后,需电刷镀的表面已基本清洁,接下来便可按表9-14所列的工艺流程进行处理。镀完预镀层后,便可电刷镀所要求的镀层。摩擦喷液镀的工艺流程与电刷镀相同,且也是按表9-14,用刷镀笔进行电净、活化和镀预镀层,然后再改用喷镀笔进行摩擦喷液镀镀覆尺寸镀层和工作镀层。表9-14 不同基体金属的电刷镀工艺流程(续)注:1.电净处理后均进行水洗。
首先要对需电刷镀的基体表面进行修整。修整时,选择锉刀、磨石、风动砂轮、砂纸中合适的工具,将刷镀部位的毛刺、飞边、氧化皮、疲劳层、污物等清除干净,显露出正常的基体组织。如有划伤、凹坑时,应将其根部拓宽,拓宽后的宽度应大于深度的2倍,根部和表面都要有圆弧过渡。对于窄而深的划伤,应适当加宽,使镀笔能接触到底部。修整后的表面应平整光滑。如果是磨偏了的轴或孔,应重新磨圆。
在修整时,若需退除原有的不良镀层,可用机械法、化学法或电化学法退镀,有时活化液也可用于退镀。
工件表面上的键槽、注油孔等,要用石墨或橡胶等合适的材料填充,但不要使用铅或尼龙等会污染镀液的材料。
修整基体表面时要十分仔细,在达到修整目的的情况下,磨削量应尽量小。修整完毕后,电刷镀区附近的表面要用绝缘漆或塑料胶带进行绝缘保护。
经上述处理后,需电刷镀的表面已基本清洁,接下来便可按表9-14所列的工艺流程进行处理。镀完预镀层(即底镀层)后,便可电刷镀所要求的镀层。表9-14中所列工艺条件仅供参考,使用者可根据工件的实际情况做适当修改。
摩擦喷液镀的工艺流程与电刷镀相同,且也是按表9-14,用刷镀笔进行电净、活化和镀预镀层,然后再改用喷镀笔进行摩擦喷液镀镀覆尺寸镀层和工作镀层。
表9-14 不同基体金属的电刷镀工艺流程(https://www.xing528.com)
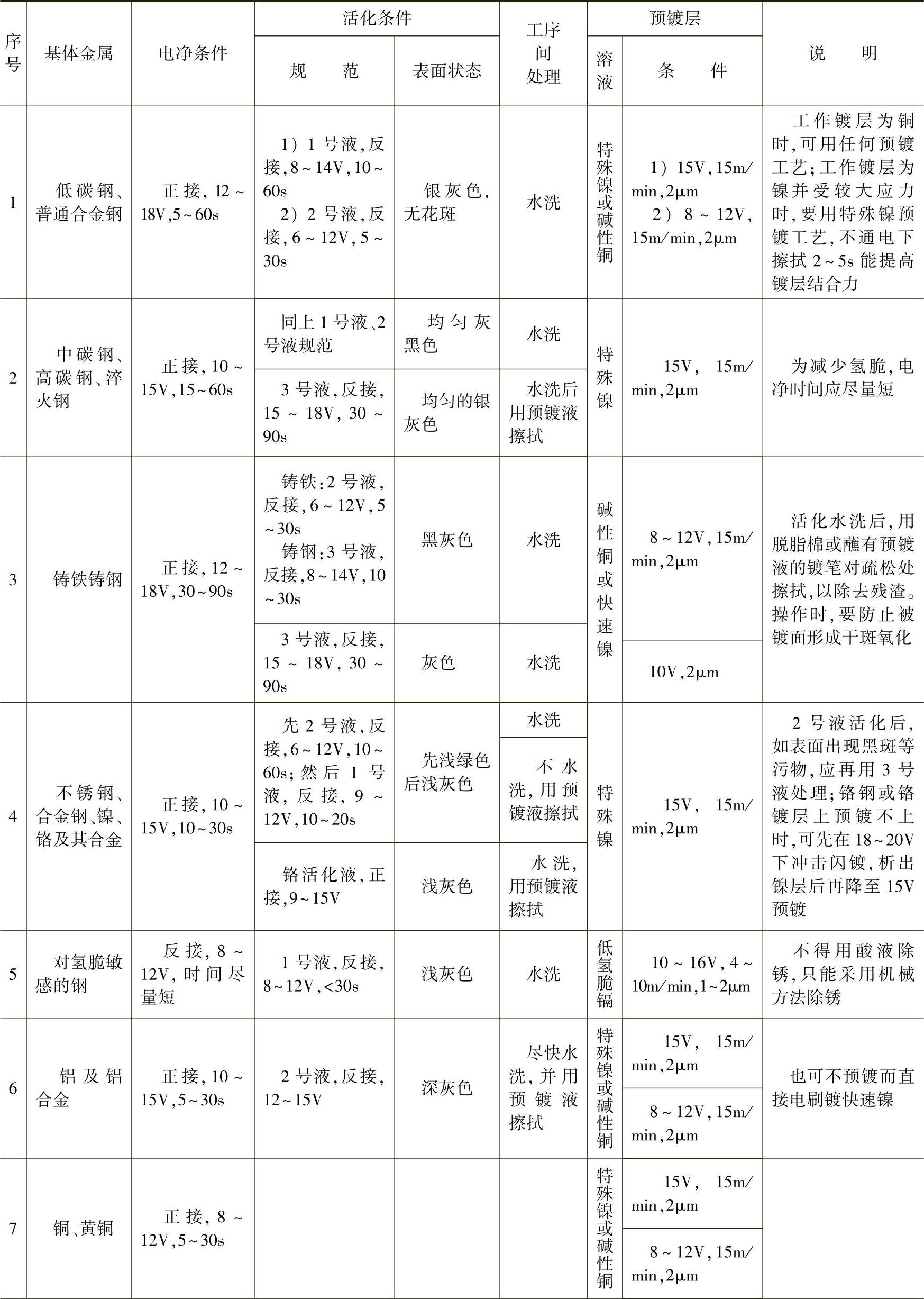
(续)

注:1.电净处理后均进行水洗。
2.正接表示工件接阴极,反接表示工件接阳极。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。