



正确选用镀层结构是保证电刷镀层正常使用的重要因素之一。电刷镀层的镀层结构一般由底镀层、尺寸镀层、夹心镀层和工作镀层组成,如图9-5所示。
1.底镀层
底镀层又称过渡层,其主要作用是提高电刷镀层与基材的结合力。可能会出现以下几种情况:
1)基材与电刷镀溶液迅速发生置换反应而形成疏松、结合力不良的镀层,如钢铁件直接电刷镀高速铜时会产生此现象。这时就应预先电刷镀特殊镍或碱性铜作为底镀层。
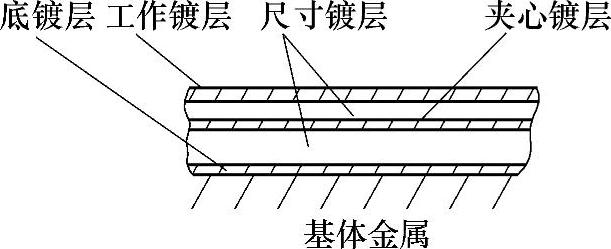
图9-5 电刷镀层的结构
2)基材化学活性强,用较强的酸性或碱性电刷镀液时,会遭受强烈的浸蚀而无法形成良好的镀层。如铝件直接电刷镀高速铜时,铝基材便会受到浸蚀,因此要用特殊镍作为底镀层。
3)基材表面呈钝态,则因表面钝化膜的存在而不易得到结合力好的刷镀层。如不锈钢件刷镀时应先用特殊镍作为底镀层,同时还应在操作方式上做适当改进,从而得到结合力良好的特殊镍底镀层。
另外,对于铸铁类组织疏松的基材,为防止渗入孔隙中的残余镀液对基材造成浸蚀,应使用接近中性的电刷镀液(如碱性铜、快速镍)刷镀底镀层。底镀层的厚度一般为2~5μm。
2.工作镀层(https://www.xing528.com)
工作镀层是电刷镀表面的最终镀层。由它来满足工件表面所要求的力学、物理、化学或装饰等性能。
3.尺寸镀层
用电刷镀修复磨损件时,常常要求镀层厚度达0.2mm以上,这时不能单纯用刷镀工作镀层的方法去解决。在此情况下,一般都采用预先刷镀沉积速度快、一次镀覆厚度大、性能合适的尺寸镀层,使工件尺寸基本修复后;再电刷镀工作镀层,以达到实用而经济的目的。
常用的尺寸镀层用镀液有快速铜镀液、快速镍镀液、铁镀液等。
4.夹心镀层
每一种镀液所得镀层都有一个安全厚度值,若超过此厚度值,镀层便会产生裂纹、粗糙、结合力下降等缺陷(主要是由镀层内应力引起)。因此,当修复工件时,如果要求尺寸镀层的厚度超过其安全厚度时,就应在尺寸镀层中间镀夹心镀层。夹心镀层的特点是具有与尺寸镀层相反的内应力,从而使镀层中的内应力减少,达到能在其上继续镀覆尺寸镀层的目的。
夹心镀层常采用铜和低应力镍镀层,镀层厚度一般为5μm左右。
以钢铁磨损件为例,先电刷镀2μm的特殊镍作为底镀层,再电刷镀0.2mm的快速镍镀层;用细砂纸与磨石打磨后,再按在镍基材上刷镀的工艺,镀5μm的碱性铜镀层或低应力镍镀层作为夹心镀层;然后电刷镀快速镍镀层,如此反复直至达到所要求的厚度为止;最后电刷镀所要求的工作镀层。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。