



1.电净液
电净液是对工件表面进行电化学脱脂的溶液。其溶液成分及工艺条件如下:
氢氧化钠(NaOH) 20~30g/L
碳酸钠(Na2CO3) 20~30g/L
磷酸钠(Na3PO4·12H2O) 70~75g/L
氯化钠(NaCl) 2~3g/L
pH值 11~13
温度 室温~70℃
工作电压 8~20V
阴极、阳极相对运动速度 4~10m/min
时间 5~60s
向溶液中加入适量的表面活性剂(如5~10mL/L的OP-10)可提高溶液的脱脂效果,但处理时会产生较多的泡沫。(https://www.xing528.com)
该电净液适于各种材料。一般都是镀笔接阳极(零件接阴极)使用,这样脱脂的效率较高。但对氢脆敏感的钢材则只能反接,以防止产生氢脆。铜及铜合金、铝及铝合金等采用较低的工作电压,钢铁、镍、铬、钛等采用较高的工作电压。处理时间以脱脂干净为准。
2.活化液
活化液是对工件进行电化学浸蚀的溶液。活化的作用是将工件表面的锈蚀物、氧化皮、污物等清除干净,使表面呈活化状态。常用活化液的组分、工艺条件及适用范围见表9-4。为防止工件产生过腐蚀,可向溶液中加入少量缓蚀剂,硫酸系列溶液加若丁,盐酸系列溶液加乌洛托品(六次甲基四胺)或甲醛等。
近年来,又研制出一些新型的活化液,其活化液的组分、工艺条件及适用范围见表9-5。
表9-4 常用活化液的组分、工艺条件及适用范围
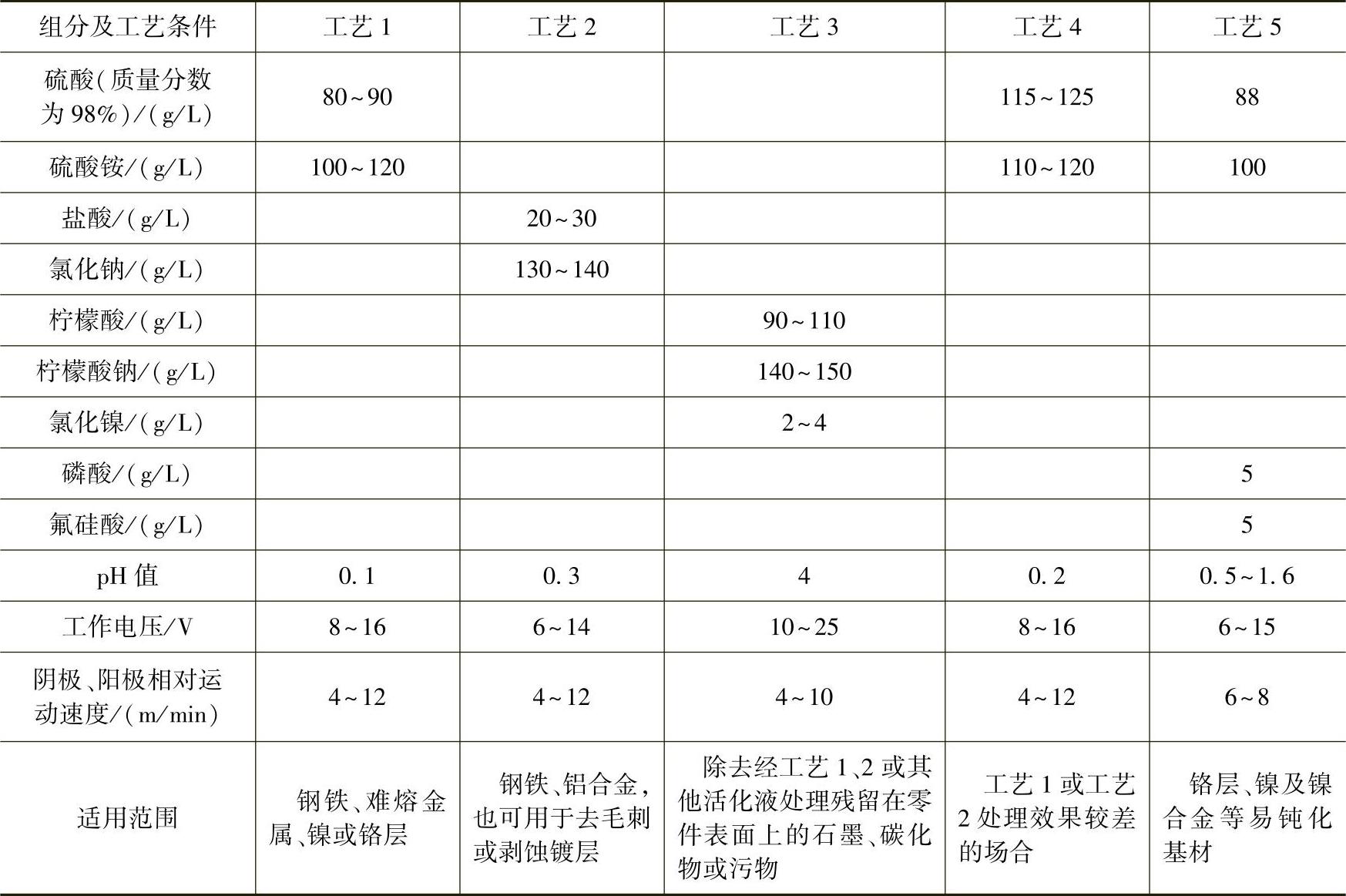
表9-5 其他活化液的组分、工艺条件及适用范围
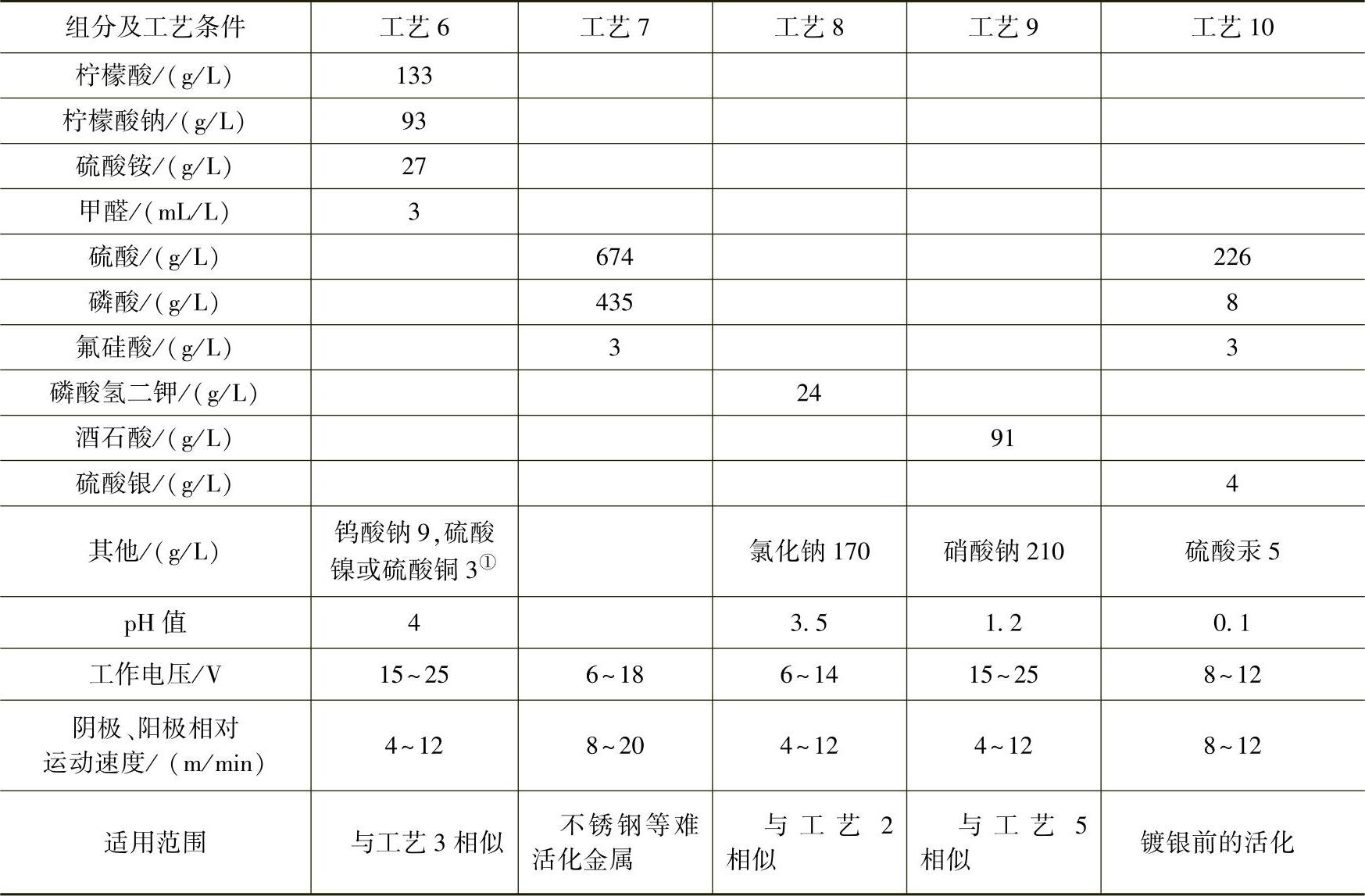
①铜及铜合金活化时用硫酸铜,其他材料用硫酸镍。
活化时一般都采用反接(工件接正极)方式,其活化效果与活化速度均比正接高。通常在要求对基材弱浸蚀的情况下才采用正接。应该指出,在盐酸系列的活化液中活化时必须正接,否则石墨阳极腐蚀加剧,工件表面因石墨粒子沉积而变得焦黑。有时也可采用反接与正接交替活化的方式,对于某些难活化的材料,用此法往往能得到良好的效果。具体规范则需根据材料牌号和表面状态,经试验确定。各种活化工艺的处理时间因材料类型、表面锈蚀程度、对工件表面粗糙度要求等的不同而异,一般控制在5~60s。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。