



1.电源
电源应使用专用于电刷镀的直流电源。它应具有以下特点:
1)具有直流平稳特性,即随着负载电流的增大,电源电压下降很小。
2)输出电压能做无级调节。常用电压为0~30V,最高不超过40V。
3)带有安培小时计或镀层厚度计,以便于控制镀层厚度。
4)有输出极性转换装置,以满足电净、活化和电镀的不同需要。
5)有超载保护装置,当负载电流超过额定值10%或正、负极短路时,能快速切断主线路,以保护电源和工件不被损坏。
当无这种专用电源时,也可用能无级调节电压的晶闸管整流器临时代用,但晶闸管整流器不能用于电刷镀。
2.刷镀笔
刷镀笔由导电柄和阳极组成,两者通常用螺纹联接。
(1)导电柄 典型的导电柄结构如图9-1所示。其中Ⅰ型适用于小型旋转类阳极,它用锁紧螺母和O形密封圈把阳极压接在柄体端部;Ⅱ型适用于较大的或非旋转的阳极,把阳极拧在柄体的端部,用密封圈和锁紧螺母使两者紧固。
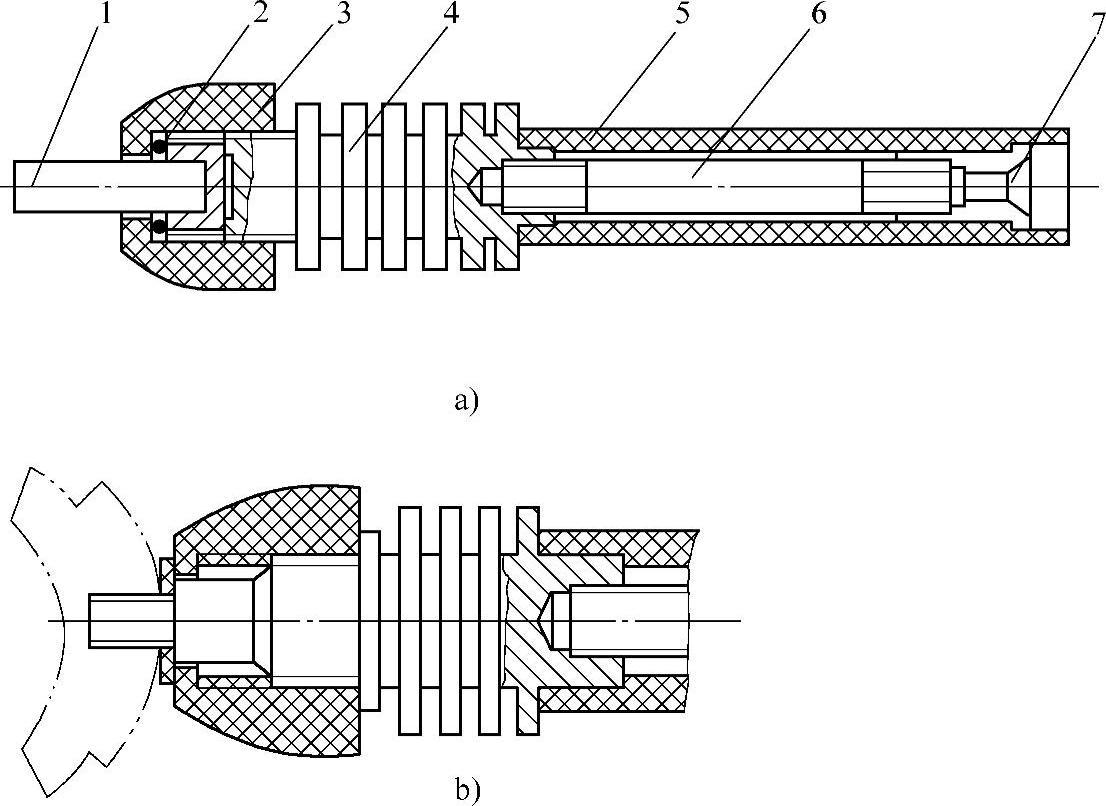
图9-1 典型的导电柄结构
a)Ⅰ型 b)Ⅱ型
1—阳极 2—O形密封圈 3—锁紧螺母 4—带散热片的柄体 5—尼龙手柄 6—导电杆 7—电缆插座
另外,还有适于特小型零件表面上电刷镀的微型镀笔及笔中通冷却水的内冷却型镀笔。
(2)阳极
1)阳极材料。电刷镀通常都使用不溶性阳极,它要求阳极材料化学稳定性好,不污染镀液,工作时不形成高电阻膜而影响导电。
一般使用石墨阳极。只有当阳极尺寸很小或形状很复杂而无法用石墨制作时,才使用铂铱合金阳极(铱的质量分数为10%),有时也可用不锈钢(适于不含卤化物的镀液)和镀铂的钛阳极。
制作阳极的石墨材料应致密而均匀,纯度高。常用的石墨材料是高纯细结构石墨(又称冷压石墨),也可采用光谱石墨。这两种石墨的技术指标见表9-1。
含有铜屑的电刷用石墨或质地疏松的炼钢用石墨都不适宜制作电刷镀阳极。
在某些场合也可采用可溶性阳极,如刷镀铁、镍时,可用铁或镍制作阳极。这时应注意的是,若阳极会产生钝化,应向刷镀液中加入防钝化剂,使阳极能正常溶解。
表9-1 石墨的技术指标

2)阳极类型。有多种类型的市售阳极可供选择。使用者还可根据自己的需要自行设计加工各种形状的阳极。
3)阳极与底座或联接螺母的黏接。压入式阳极是靠底座与导电柄的柄体接触来传导电流,拧入式阳极是靠联接螺母与导电柄的柄体接触来传导电流。为保证导电良好,阳极与底座或联接螺母之间应有可靠的连接,为此在装配时应该用导电胶进行黏接。
导电胶的配方如下:环氧树脂∶乙二胺∶银粉(50~75μm)为1∶0.3∶3(摩尔比)。
黏接前需选配阳极和底座,去掉间隙过大者,用丙酮清洗配合面,将调匀的导电胶涂到黏接面上,缓慢旋转压入孔内,最后在60~80℃下固化4~5h。在固化前后及使用前应该用万用表测量其电阻,要求电阻值小于1Ω。若大于此值时应采取补救措施。阳极与联接螺母的黏接也与此相似。
(3)刷镀笔的使用 刷镀笔在使用时应注意以下问题:
1)镀笔组装完毕后,应检查从电缆到阳极之间的电阻,其电阻值应小于1.5Ω。这种检验在每次使用之前均应进行,因为阳极的黏接部位与导电柄的接触部位经常接触酸碱或长期存放,以致容易氧化或腐蚀而导致接触不良。一旦电阻值增大,要用砂纸打磨接触面,使之达到规定值。
2)阳极表面要包裹脱脂棉,起到储存溶液、防止阳极与工件直接接触(否则会产生电弧而烧伤工件表面)的作用,并对阳极表面产生的石墨粒子或盐类起一定的过滤作用。最好使用纤维长、层次整齐的脱脂棉,这样包裹起来比较方便。阳极包裹脱脂棉的方法如图9-2所示。包裹时棉套应紧密均匀,包裹方向应与阳极旋转或工件运动方向一致,以免造成棉套松脱。棉套层厚度与工件直径的关系见表9-2。
表9-2 棉套层厚度与工件直径的关系

为了防止石墨颗粒进入溶液,可把滤纸浸湿后预先包在阳极上,然后再包棉套。也可用吸水性好而又不污染镀液的泡沫塑料或化学纤维代替棉花提高耐用度。棉套外面要再包1~3层布而构成包套。常用的包套材料有:涤纶、腈纶、丙纶(聚丙烯)等。(https://www.xing528.com)
3)电刷镀的每个工序(电净、活化、镀过渡层等)都应使用专用镀笔,以防止互相污染。另外再备用1~2支镀笔,以应付意外情况。
4)每次电刷镀完毕,应将阳极卸下洗净,放在清洁干净处。若阳极包套已被磨穿要立即更换。弃去污染严重的棉花,较清洁的棉花洗净晾干后仍可在原液中使用。
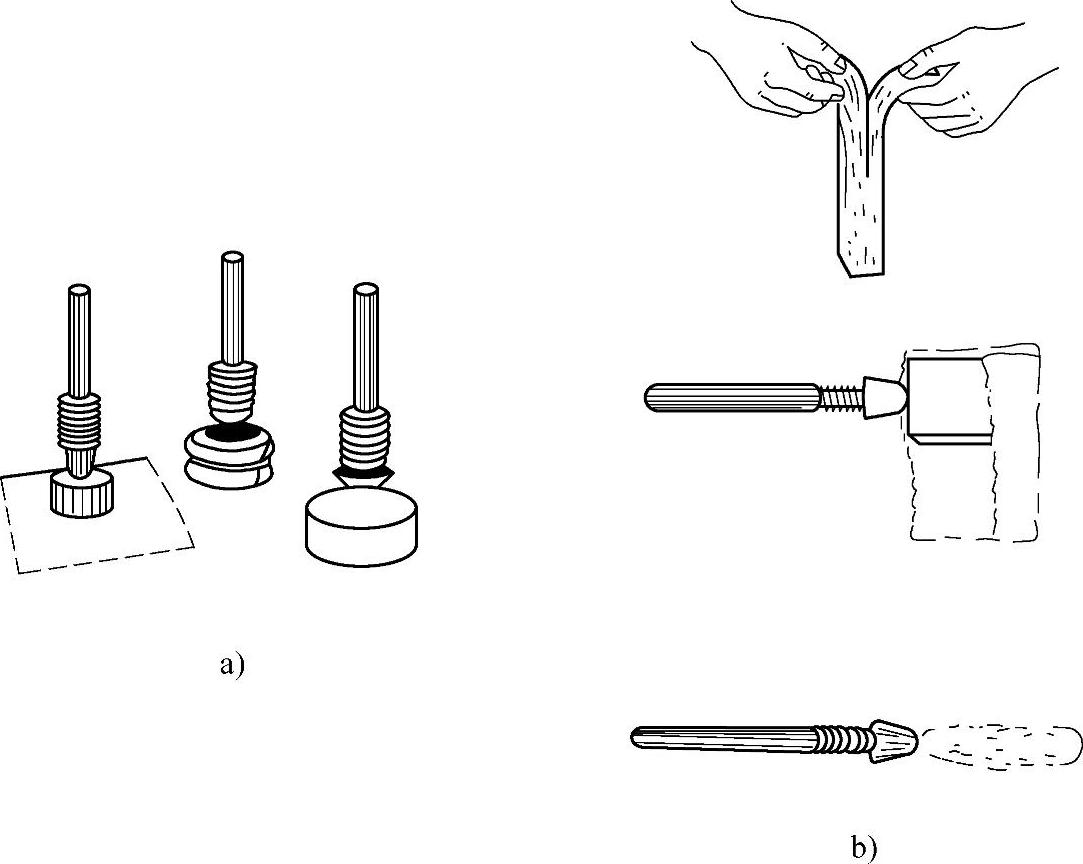
图9-2 阳极包裹脱脂棉的方法
a)圆棒形阳极 b)平板形阳极
5)阳极和包套绝对不得沾有油污。
6)当散热片外径比阳极外径大时,在使用中应防止散热片与工件相碰而烧伤工件。
7)对镀笔的易损件(主要是O形密封圈、锁紧螺母和尼龙手柄),应有一定数量的备件。
3.喷镀笔
(1)结构 喷镀笔的结构如图9-3所示。由图9-3可见,其结构与刷镀笔基本相同,其差别在于喷镀笔的中心有注入溶液的管道,阳极体上嵌有摩擦块,阳极板上有均匀分布的喷液孔。
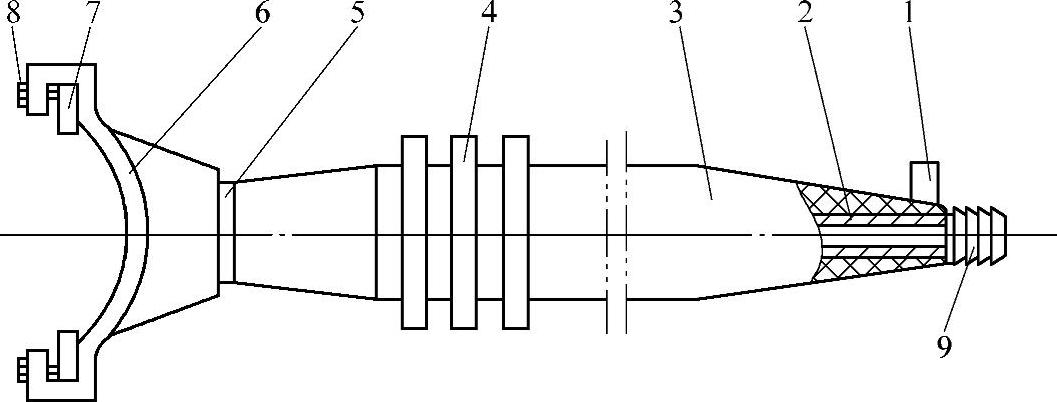
图9-3 喷镀笔的结构
1—电缆接插孔 2—内接输液管 3—手柄 4—散热片 5—密封垫 6—阳极体 7—摩擦块 8—固定螺钉 9—注液嘴
(2)阳极 阳极有外圆、内孔、平面和外圆可调四种类型,如图9-4所示。其中可调式喷镀笔通过调整摩擦块位置改变外圆包角,使一支镀笔可对应一定尺寸范围的外圆,但结构相对比较复杂。
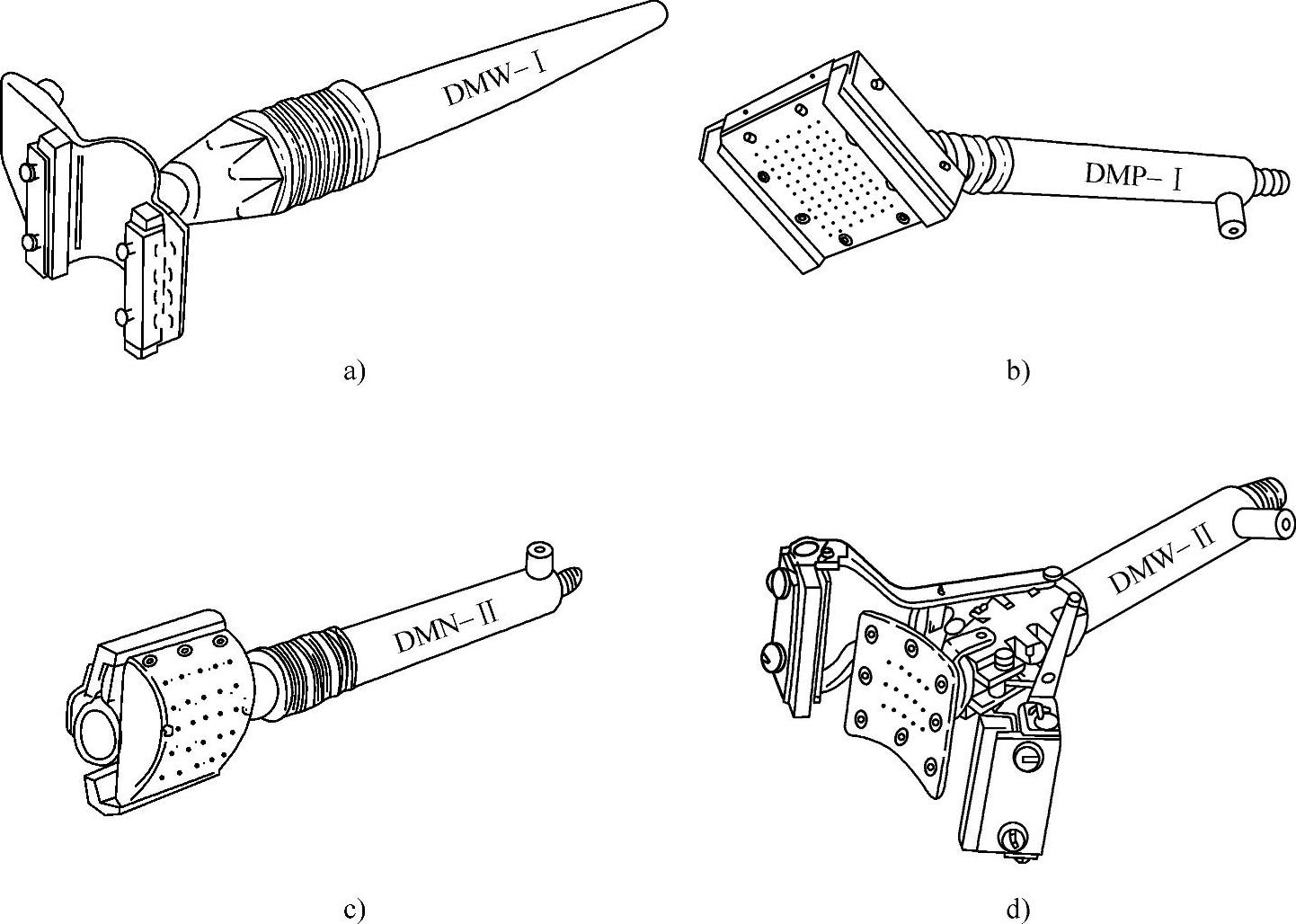
图9-4 喷镀笔阳极体
a)外圆式 b)内孔式 c)平面式 d)外圆可调式
因摩擦喷液镀的电流较大,工作时高速喷液,且阳极不包裹,所以通常不使用石墨作为阳极材料,常选用奥氏体不锈钢。但不锈钢不能用于含氯离子的溶液,在此情况下,应选用铂或钛上镀铂的材料。从经济角度考虑,某些镀种(如铜、镍、锌、铁、铅等)也可使用可溶性阳极。
阳极面积与阴极需镀面积之比以1∶5~1∶3为宜,阳极板厚度为2~5mm,喷液孔孔径为ϕ1.5~ϕ3.0mm,喷液孔中心距为3~10mm(平面式为3~5mm)。
(3)摩擦块 摩擦块的作用是调节和固定阴极、阳极的间距,使其在0.7~2.0mm之间,同时对阴极表面起机械摩擦作用,使其平整光滑。
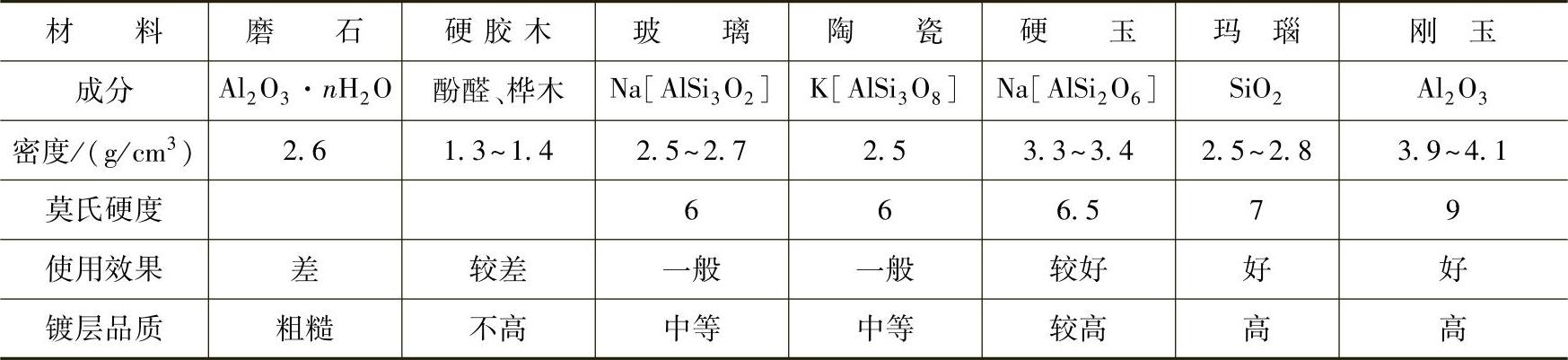
摩擦块的材料对摩擦效率影响很大,通常使用硬度高、耐磨、不污染镀液并可加工成形的材料。几种常用摩擦块材料的性能与使用效果见表9-3。常用的是玛瑙材料。
表9-3 几种摩擦块材料的性能与使用效果
(4)喷镀笔的使用与注意事项 喷镀笔的使用与刷镀笔相似,但它不需包裹吸水性材料。此外,阳极板经长时间使用后会受到腐蚀而减薄(特别是用可溶性阳极时),所以应注意及时调整其与阴极表面的距离。
应该指出的是,在摩擦喷液镀生产中,电净与活化等预处理工序采用刷镀笔,其后的镀覆工序再使用喷镀笔。
4.辅助器具
为使刷镀顺利进行,保证镀层质量,减轻劳动强度和提高工作效率,应配备一些辅助器具。辅助器具主要有:
(1)转胎 用于夹持工件,转速最好能在0~100r/min之间无级调节,也可用车床代替。
(2)输液泵 这对摩擦喷液镀是必不可少的,并应配有过滤器。对于小型工件,流量为4L/min,对于大型工件为10L/min。
(3)控制阀门与流量计 用以调节和计量镀液的流速和流量。
(4)带转轴的旋转台 用于驱动旋转镀笔和各种成形小砂轮,转速最好能调节。
(5)磨石、刮刀和成形小砂轮 用于修整工件上的划伤、凹坑等缺陷和镀层缺陷。
(6)其他 如储液槽、塑料盘、烧杯、绝缘胶带等,在生产中也是必需的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。