



1.工艺特点
自1885年最早一个专利文献发表以来,氰化物电镀锌这一工艺到如今已延续了130多年,这是一种历史最悠久的电镀锌工艺。
氰化物电镀锌具有镀层结晶细致、光泽性好、镀液分散能力和覆盖能力好、镀液抗杂质能力强、镀液稳定性好、允许使用的电流密度和温度范围宽等优点。但它的阴极电流效率低,耗能大,且电解液有剧毒。电镀时需要采用良好的通风设备和安全措施。但氰化钠是一种很好的活化剂,又有较好的脱脂作用,即使镀件预处理不够彻底,对镀层与基体金属的结合力也不会有太大的影响。
近40多年来,我国无氰电镀锌的发展已经有了一定的基础,对于绝大多数镀锌产品而言,无氰电镀锌的质量是能满足要求的,所以除少数特殊用途外,一般产品应采用无氰镀锌工艺为宜。
2.镀液组分及工艺条件
根据镀液中氰化钠含量的多少,氰化物镀液可以分为高氰、中氰、低氰和微氰4种类型。在20世纪60年代以前,世界各国的氰化物电镀锌几乎都是采用高氰镀液。到了20世纪60年代中期,随着人们环保意识的增强,逐渐认识到氰化物的危害,才积极地研究起低氰电镀锌和无氰电镀锌技术。考虑到氰化物的危害,目前高氰电镀锌的镀液已很少被采用,微氰镀液的应用也较少,一般多采用低氰镀液和中氰镀液,尤以低氰镀液的使用最为普遍。氰化物电镀锌的镀液组分及工艺条件见表4-1。
表4-1 氰化物电镀锌的镀液组分及工艺条件
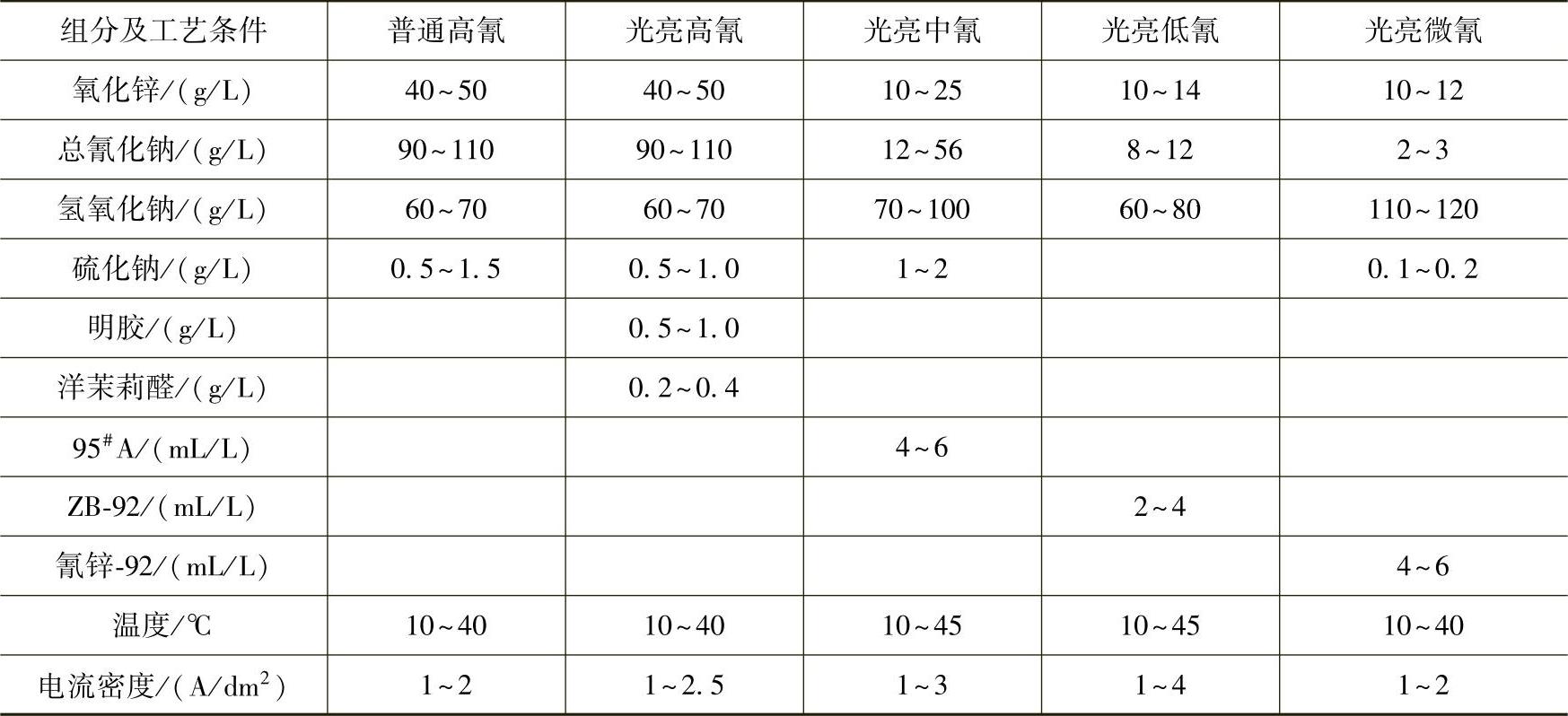
注:洋茉莉醛要磺化后加入;95#A是上海永生助剂厂和钱桥助剂厂联合研制的产品,高、中、低氰通用;ZB-92是武汉材料保护研究所的产品;氰锌-92是武汉风帆电镀技术有限公司的产品。
3.镀液的配制
(1)用氧化锌配制 这是一种较常用的镀液配制方法。将计算量的氰化钠和氢氧化钠溶解在占镀槽容积1/4左右的温水中,不断搅拌,使其充分溶解。如是手工搅拌,操作人员必须戴好橡胶围裙、橡胶手套和防毒面具,同时开启通风装置。溶解氢氧化钠是放热反应,先用冷水将氧化锌调成糊状,边搅拌边加入到热的氢氧化钠溶液中去,直至氧化锌完全溶解。溶液的颜色由浅白色转变为浅棕黑色,此时的锌已与氰化钠或氢氧化钠完全形成配合物。然后加水到规定体积,搅拌均匀后,加入所需光亮剂,进行电解处理。电解时,阴极挂铁板,在1A/dm2左右的低电流密度下处理数小时,直至镀层合格,即可进行正常电镀。电解时间与氧化锌的纯度有关,质量差的氧化锌电解时间甚至需要数天。因此,在配制大槽前,应取样做赫尔槽试验,确认质量没问题以后,才可着手配制。如氧化锌不合乎电镀要求,那么在镀槽配好后需用锌粉进行处理,处理后要进行过滤。
(2)用氰化锌配制 配制方法基本与用氧化锌相同。将计算量的氰化钠和氢氧化钠溶解在占镀槽容积1/4左右的温水中,不断搅拌,此时产生放热反应。在开启抽风装置和戴好防毒面具等劳动用品的情况下,缓缓加入事先用冷水调成糊状的氰化锌,继续搅拌直至溶液由乳白色转变为浅棕黑色,这时锌离子已与氰化钠或氢氧化钠形成配合物。然后加水到规定体积,搅拌均匀后,加入所需量的光亮剂,进行电解处理。后续方法同用氧化锌配制。用氰化锌配制镀液要比用氧化锌来得方便些,因氰化锌溶解起来比较容易。
4.镀液中各成分的作用
(1)氧化锌 氧化锌是提供锌离子的主盐。如上所述,在配制镀液时也可不用氧化锌而用氰化锌。分析控制时也可用锌离子含量来计算。氧化锌含量提高,可容许电流密度大一些,电流效率高,沉积速度快;但氧化锌含量过高,镀层较粗糙,镀液覆盖能力较差。高氧化锌含量的镀液对电镀形状较简单的工件是有利的,能节约用电。氧化锌含量降低,可容许的电流密度要低一些,电流效率较低,但镀液分散能力和覆盖能力较好,镀层结晶细致,光亮度好,适于电镀形状较复杂的产品。在能满足镀件质量的前提下,氧化锌含量应尽可能取上限值。锌离子含量高低还与游离氢氧化钠和氰化钠的含量有关。锌离子含量高,而游离氢氧化钠和氰化钠含量低时,镀层必然粗糙。另外,锌离子含量的高低还与镀液的温度有关,镀液温度高的夏季或没有冷却设备的滚镀槽,温度很容易上升,宜采用相应较低的锌离子含量的镀液。相反,在冬天镀液温度低时或有降温设备的滚镀槽中,则锌离子含量可选取得高一些。实践证明,根据镀液温度来确定锌离子含量是行之有效的镀液维护方法。
(2)氰化钠 氰化钠在镀液中至少起三个作用,即配合、导电和活化阴极与阳极的作用。氰化钠与锌形成配合物时,其配合离子的不稳定常数K不稳=1.3×10-17。金属配合物的不稳定常数小,即配合物相对较稳定,这种配合物在电极上放电析出要有更大的能量,阴极极化必须增大。因此,镀液中游离氰化钠含量高时,镀液的分散能力较好,镀层结晶细致,但电流效率稍低。
氰化钠是一种很好的导电盐,由于增加了镀液的导电能力,在降低槽电压的同时也改善了镀液的分散能力和覆盖能力。
氰化钠的另一种作用是,它对阴极和阳极来说都是一种极好的活化剂。由于氰化钠对阴极的活化作用,即使预处理工序不十分彻底,也不会影响镀层与基体的结合力。当镀件刚下槽时,阴极上会有大量气泡析出,氢气泡的溢出,起到一种机械搅拌作用,使附着于零件上的油脂剥离而离开零件,所以起到了脱脂作用。另外,如果电镀金属表面的氧化物没有除干净,那么阴极上新生态的氢由于其强烈的还原性可以把它们除去。氰化钠也是一种很好的阳极活化剂,在阳极上能防止锌板的钝化。当阳极电流密度过大,游离氰化钠又不足时,锌阳极就会出现钝化现象。钝化严重时,阳极上会有大量的氧气泡析出,镀液性能变差。提高氰化钠的含量可消除阳极的钝化。氰化钠兼有多种作用,寻找其替代品是有一定难度的。
(3)氢氧化钠 氢氧化钠也是锌的配位剂,与锌形成四羟基锌配离子,其不稳定常数K不稳=3.6×10-16。从其不稳定常数可以看出,该配合离子的稳定性稍差些,但应该说还是属于比较稳定的。当镀液中氢氧化钠含量较高而氰化钠含量相对较低时,氢氧化钠的配合优势就大于氰化钠的配合。一般来说,在氰化物镀液中以锌氰化钠配合离子占优势为好,这样镀液性能会更好些。
氢氧化钠是一种很好的导电物质,它的导电作用强于氰化钠,对改善镀液的导电性和覆盖能力很有好处。氢氧化钠也是锌阳极的去极化剂,因为锌是两性金属,在强碱性溶液中会发生化学溶解,提高镀液中氢氧化钠的含量可以有效防止锌阳极的钝化。因此,在氰化物镀液中,在某种情况下氢氧化钠和氰化物是可以互相替代、互相补充的,这就是为什么镀液组分可以是高氰、中氰、低氰、微氰乃至无氰的缘故。对于微氰镀液来说,少量的氰化钠还起到添加剂的作用,因为氰化钠的存在,镀液对杂质的容忍度就会提高。(https://www.xing528.com)
(4)添加剂 氰化物镀液的添加剂分无机添加剂和有机添加剂两大类。无机添加剂主要是硫化钠和多硫化物,还有镍盐、钴盐、钼盐和三价铬盐等,以及硒盐和某些稀土化合物。金属元素和稀土元素的加入,可以提高锌镀层的耐蚀性,但金属元素必须严格控制其加入量,不然会产生诸如镀层粗糙、发黑和难以钝化等副作用。有机添加剂主要起光亮作用,常被称作光亮剂。
1)硫化钠。氰化物电镀锌中最常用的无机添加剂是硫化钠,它是一种含硫的化合物,能与某些金属杂质化合后产生沉淀,从而净化镀液。另外,硫化钠还能起到一定的光亮作用,使镀层结晶细致。因此,在氰化物镀液中,保持一定量的硫化钠是有利的,但低氰或微氰的镀液要少加,甚至不加。
2)有机添加剂。有机添加剂的种类很多,有高分子化合物,如明胶、聚乙烯醇、聚乙烯亚胺等,有芳香醛和杂环化合物,有近年来才开始使用的植酸钠等。目前,比较好的氰化物电镀锌光亮剂多是组合型的,一般用两种或两种以上的物质来加成或缩聚,并且是几组组合起来,使之产生协同作用。在组合添加剂中,有的成分在高电流密度下性能较好,可防止镀层烧焦;有的成分在低电流密度区性能好,能使在非常小的电流密度区产生光亮镀层;有的成分虽然光亮作用好,但在镀液中产生张应力,使镀层有脆性;有的成分虽然光亮作用不那么好,但它恰能产生压应力,这样可以互相抵消,从而防止镀层发脆等。
5.工艺条件的影响
(1)温度 氰化物电镀锌的最佳温度范围是在常温下。但根据目前情况,我国多数电镀厂氰化镀锌槽是不加装冷冻降温设备的,要严格控制这一温度范围还有一定困难,因此最好使温度范围适当放宽些,可控制在10~40℃。一般来说,氰化镀锌光亮剂的主要问题是高温性能较差,目前,已开发出45℃以上耐高温性能较好的氰化镀锌光亮剂。在镀液温度高时,要想获得结晶细致和光亮的锌镀层,除了降低锌离子的含量和适当提高氰化钠的含量外,主要得依靠添加剂。质量较好的添加剂,即使镀液温度高达45℃以上,也能获得结晶细致和光亮的锌镀层。
(2)阴极电流密度 阴极电流密度与镀液温度和主盐含量是密切相关的。镀液温度提高,电流密度也要提高,反之则要降低;镀液主盐含量升高,电流密度也要提高。电流密度最好控制在上限,只要镀层不烧焦,应尽可能将电流密度开的大些。镀液静止时,电流密度要小一些;电镀过程有阴极移动时,电流密度可以大一些。采用周期换向电流时,电流密度也可以大一些。总之,电流密度与其他工艺条件是密切相关的,需视具体情况灵活掌握。
(3)阴极移动和周期换向 阴极移动可以提高电流密度上限和改善镀层的均匀性,对于电镀形状复杂的工件时,采用阴极移动是必要的。氰化物电镀锌常采用周期换向电流,简称PR电流。采用PR电流电镀,可以加大电流密度范围,不但使镀层均匀,而且所获得的镀层结晶细致、光亮度增加。采用PR电流电镀,还可以降低氰化物镀液中游离氰化钠的含量,减少其分解,从而能节约氰化钠。采用PR电流电镀,由于阳极有一段时间是处于阴极状态的,这段时间可使阳极得到活化,这样也可使游离氰化钠含量相对较低时阳极也不易钝化。采用PR电流电镀还能减少光亮剂的消耗量。
(4)阳极 镀锌阳极最好采用Zn-00号的精馏锌,其锌的质量分数为99.99%。Zn-01号电解锌也能使用,其锌的质量分数为99.9%。如果镀液中锌离子含量过高,也可挂一些不溶性阳极,常用的不溶性阳极有钢板或镀镍钢板。这两种钢板在氰化镀锌镀液中基本不会溶解。但不溶性阳极会消耗氢氧化钠,因为溶液中的OH-在不溶性阳极上氧化分解,变成氧气析出。使用不溶性阳极时要密切注意游离氰化钠的含量,这时镀液最好能每天分析一次。
6.杂质的影响和去除方法
与锌酸盐电镀锌和其他酸性电镀锌相比,氰化物电镀锌对镀液中的杂质不太敏感,这是因为氰化钠与某些金属杂质也能形成配合物,形成配合物后,它们的析出电势与锌就比较接近,因此能在阴极上发生共沉积。但杂质含量过高还是会产生有害影响的。氰化物电镀锌中常见的金属杂质主要是铜、铅和铬等。铜除了由质量较差的锌阳极带来外,主要是由阳极铜挂钩和阳极棒上掉落到镀槽中的铜绿,以及铜挂具掉入镀槽产生化学溶解而进入镀液的。铜的影响主要是使低电流区镀层发黑。镀液中铜的质量浓度应低于0.2g/L。铅杂质能使阴极电流效率下降,镀层在铬酸盐钝化后会出现棕黄色斑点。镀液中铅的质量浓度应低于0.06g/L。六价铬是一种危害较大的杂质,它是一种较强的氧化剂,能影响镀液的覆盖能力和降低阴极电流效率。
铜和铅杂质可以通过加入硫化钠进行处理,因为它们能与硫化钠形成溶度积极小的硫化铜和硫化铅沉淀;也可以通过低电流密度电解处理来消除它们的影响。在电解处理时,阴极最好挂瓦楞铁板,电流密度为0.1~0.15A/dm2,处理时间要根据杂质的含量来决定。小电流电解处理是氰化物镀液处理金属杂质的一种有效手段,也比较省时省力。六价铬可以先用保险粉进行还原处理,使其形成体积较大的氢氧化铬沉淀,然后通过过滤除去。也可以通过向镀液加入碱性镀锌纯化剂或CK-778来消除它们的影响。在除去金属杂质时,它们还能吸附掉镀液中一些有机杂质,如光亮剂的分解产物。
7.镀液维护和故障处理
镀液应每隔三天化验一次,根据化验结果,补充欠缺的成分。光亮剂要勤加、少加,这样可以使镀层外观较一致,而且不会导致镀层发脆,并可减少光亮剂的消耗。添加光亮剂的镀液,最好每半年用活性炭处理一次。
要防止杂质进入镀液,最容易进入镀液的杂质是铜,为此最好要将阳极铜棒用塑料罩罩起来。但塑料罩不要直接与铜棒相贴,应有一定的空隙让空气流通,这样就不会影响阳极铜棒的散热。阳极铜棒保持干净和导电铜接头保持接触良好是非常重要的,这样可确保电流畅通。
镀液中的氰化钠和氢氧化钠与空气中的二氧化碳接触会生成碳酸钠。少量碳酸钠的存在能提高镀液的导电性和阴极电流效率,但含量过高反而会使阴极电流效率降低,同时还会使镀层结晶粗糙。除去多余碳酸钠的方法是冷冻降温,使其结晶析出或用化学沉淀法除去。
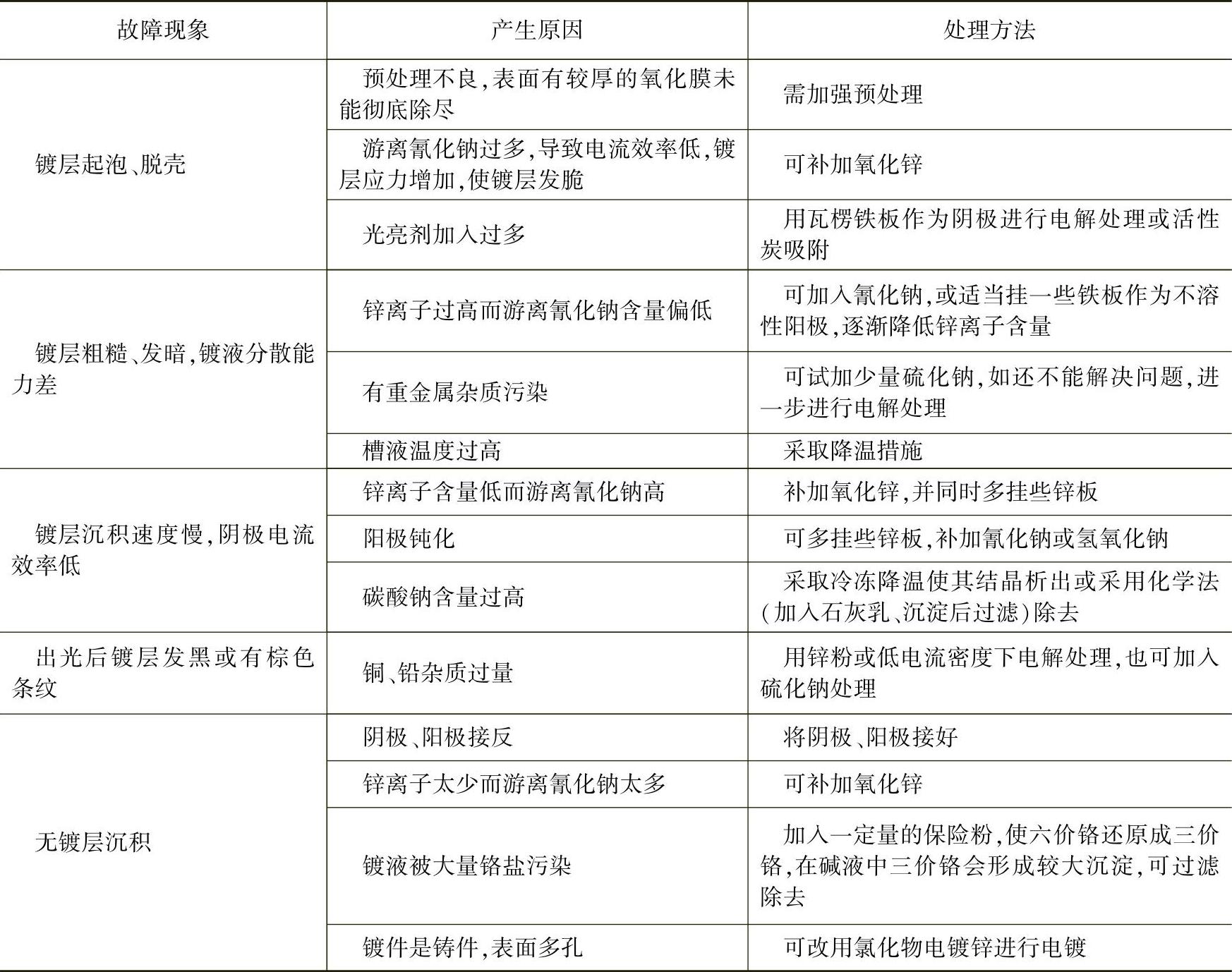
氰化物电镀锌的常见故障及处理方法见表4-2。
表4-2 氰化物电镀锌的常见故障及处理方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。