



测量探头在检测到物体时,能够产生24V的保持信号,而不是脉冲信号。此外,测量探头根据应用方式、功能需要以及所使用的数控系统的不同,可以有多种选择:
1)3D探头可无限制地在车削系统和铣削系统上使用。
2)双向探头可在铣削系统上作为单向探头使用;在车削系统上用作刀具测量。
3)单向探头可在主轴能够定向的铣削系统上使用。
对于西门子SINUMERIK 808D数控系统而言,最多可支持2个测量回路信号。在默认情况下,测量信号1用于刀具测量;测量信号2用于工件测量。如果没有刀具测量,则测量信号1也可以用于工件的测量。
此外,由于SINUMERIK 808D数控系统在软硬件版本上还根据车铣应用的不同而有所区别,所以系统默认出厂设置也会由于系统车削版或铣削版的不同而有所区别,在表8-4中分别给出不同系统类型所默认使用的测量信号,为实际应用提供参考依据。
表8-4 SINUMERIK 808D数控系统默认自动测量信号使用状态一览表

如果不使用西门子SINUMERIK 808D数控系统中手动方式刀具自动测量功能,则系统中的自动测量信号根据实际需要,自行定义和调用。
一般来说,对于自动测量功能的使用,可以按照以下三个步骤进行:
1)首先,需要根据实际应用的需要,确保测量信号的正确连接。对于SINUMERIK808D数控系统而言,测量信号会使用到SINUMERIK 808D PPU后侧接口X21中的引脚4或引脚5,以及引脚10。相应的测量信号接线方式可参照图8-4中所示。
①引脚4用于测量信号1。
②引脚5用于测量信号2。(https://www.xing528.com)
③引脚10作为探头信号的公共端,即信号地。
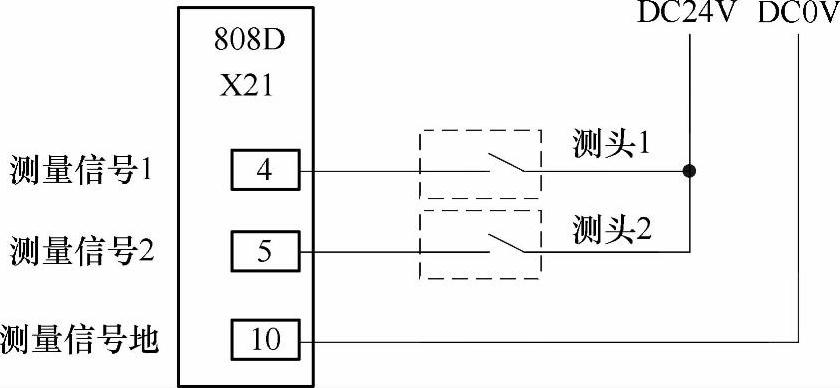
图8-4 测量信号接线示例图
2)其次,通过表8-4中所给出的测量信号电平定义表,并结合实际的电气线路设计及接线情况,对测量信号接口进行设置,来确定测量信号输入是高电平有效还是低电平有效(即定义测量探头的有效电平)。
表8-4测量信号电平定义表

3)最后,还需要进一步地确认信号连接的正确性,即确保手动触发测量仪时,测量信号能够作用于表8-5中所给出的程序(以高电平有效为例):
表8-5 SINUMERIK 808D默认自动测量信号工作程序一览表

在进行信号连接正确性验证的时候,可以参照以下方法进行判断:
1)如果在执行表8-5中所给出的程序时,用手触碰测量探头1或测量探头2,程序会立即停止,并且相应的PLC接口信号DB2700.DBX1.0或DB2700.DBX1.1被置位为1,则表示测量信号接线正确,且测量信号工作正常。
2)若程序不能立即停止或相应的PLC接口信号DB2700.DBX1.0或DB2700.DBX1.1未被置位为1,则表示测量信号工作不正常,需要检查测量信号的接线或者西门子SINUMERIK808D数控系统中相关数据。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。