



对于SINUMERIK 808D数控系统而言,主轴换档可以分为两种模式:
1)真实的自动换档:其所有换档动作均由PLC控制完成。
2)虚拟换档:其真实的换档动作由人工操作换档手柄在机械端完成,系统中的换档完成信号仅在PLC和NCK之间进行虚拟化的模拟应答来完成。
在SINUMERIK 808D数控系统中,一个主轴共可设置5个变速档位。如果主轴直接与电动机相连或者主轴到电动机的传动比固定不变,则不需要进行主轴换档,只需设置主轴与电动机之间的传动比即可;如果主轴与电动机的传动比不固定,即传动比随着档位的变化而变化,则此时必须进行主轴换档。在图8-1中,给出了SINUMERIK 808D数控系统进行主轴换档时,PLC程序动作流程的基本原理图,帮助读者对PLC程序在换档时的动作流程有一个整体的了解。
在进行实际换档时,对目标档位的确认,通常有两种方式:
1)使用M40指令并结合实际编程的主轴转速,来自动确定目标档位。
此方式为SINUMERIK 808D数控系统的PLC控制程序中默认使用的换档方式。
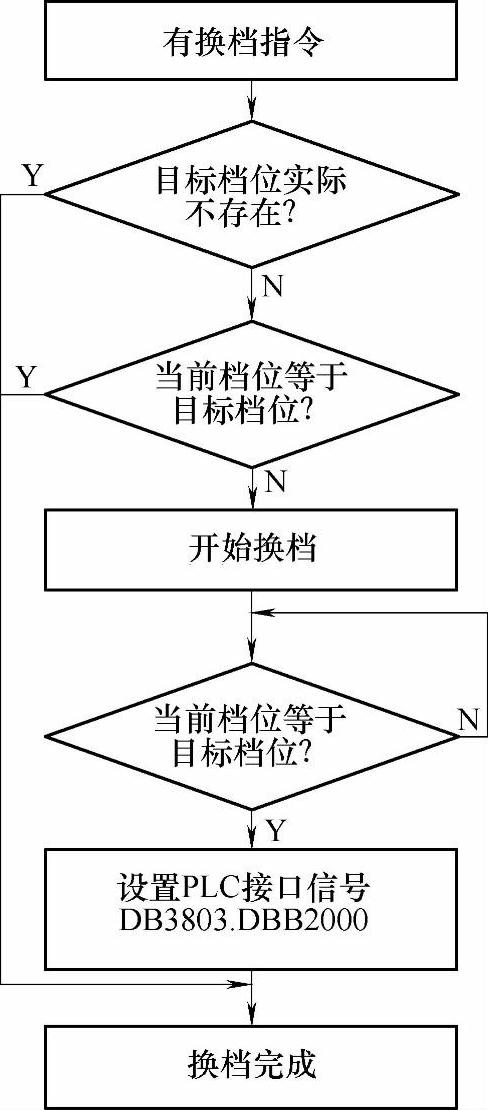
图8-1 主轴换档流程原理图
在调试过程中,通过设定机床参数来指定相应的主轴换档转速,只要编程的主轴转速小于当前档位的最小转速或者大于当前档位的最大转速,系统将会自动确定目标档位。
相应的机床参数及设定说明可参见本书第5.2.2节中关于主轴齿轮档位的相关介绍。
需要注意:自动确定目标档位必须在主轴速度连续运行方式下,且有主轴转速指令的前提下进行。可以有M40指令,也可以不需要M40指令(建议使用M40指令)。
2)在编程中指定固定的目标档位,即使用M41指令至M45指令对应第一挡到第五挡目标档位。该种方式是在程序中使用M41指令到M45指令,从而使得PLC可以通过直接读取所使用的M代码的方式来获得对应的目标档位;此外,也可根据主轴由NCK反馈给PLC的接口信号获得目标档位。
需要注意:在使用PLC直接读取M代码脉冲指令时,不应通过DB2500.DBX1005.1至DB2500.DBX1005.5来获得相应M代码;而必须使用DB2500.DBD3000与数字41~45之间进行比较,来确定目标档位。因为前者属于M代码的动态PLC编码,只能持续一个PLC周期,在使用中容易丢失信号;而后者为M代码的静态PLC编译,可以确保程序读取的稳定性。
在图8-2中给出了PLC程序执行目标换档的逻辑程序示例。
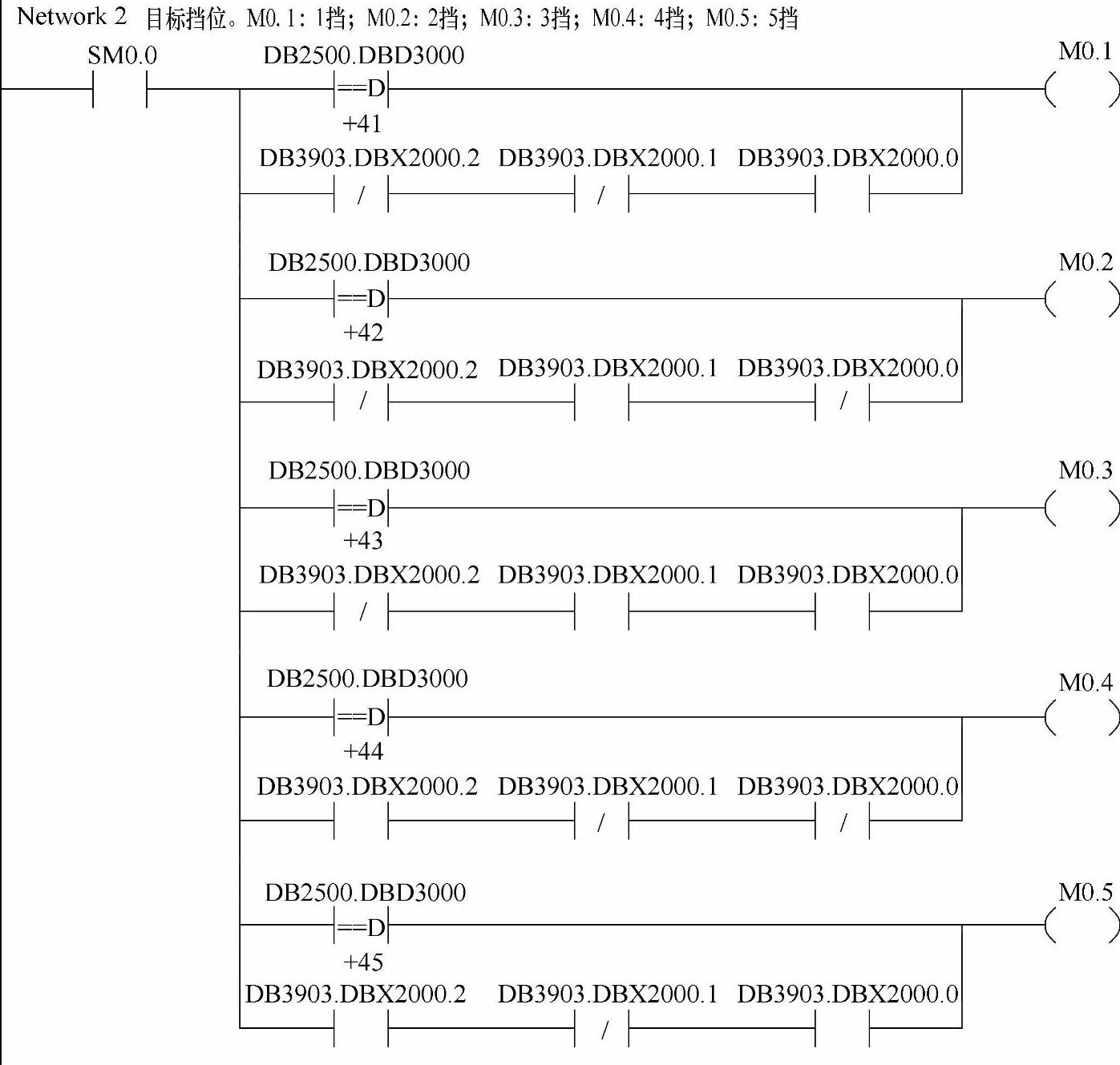
图8-2 PLC目标档位指令程序示例图
通过图8-2中的PLC程序中可以看到,使用指定的M41指令至M45指令进行换档时,可以通过两种方式来实现:
①直接通过读取PLC程序中所对应的M代码的编码值,从而获得对应的目标档位。在该方式中,使用PLC接口信号DB2500.DBD3000来进行判断,结合图8-2中所给出的PLC程序逻辑示例,在表8-1中给出了该方式下的换档命令中所对应的PLC接口信号表。
表8-1 换档命令PLC接口信号表1

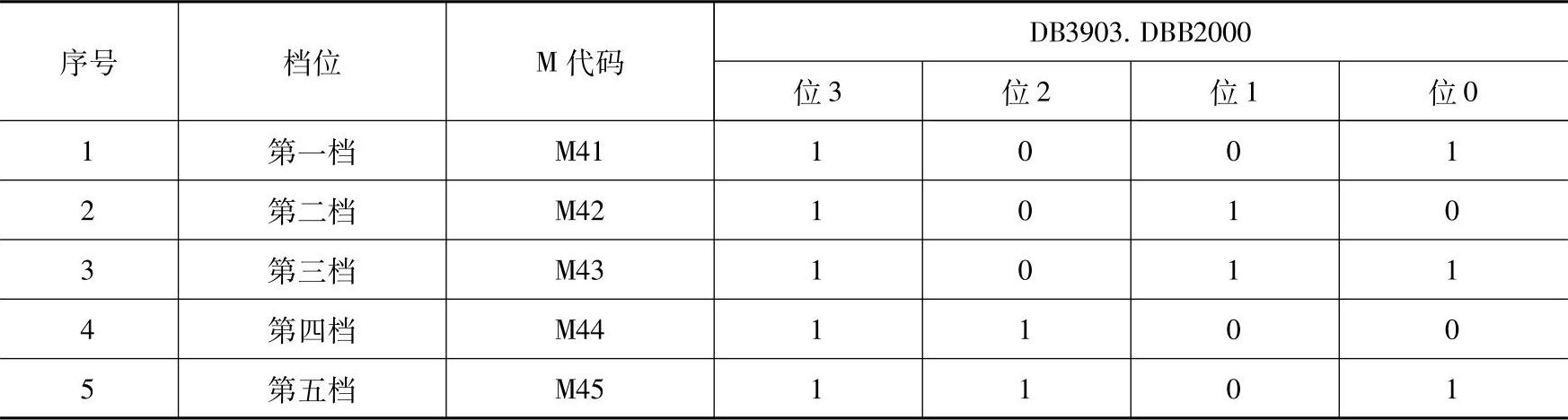
②通过读取主轴由NCK反馈给PLC的接口信号,来获得相应的目标档位。在该方式中,使用PLC接口信号DB3903.DBB2000来进行判断,即NCK读取到相应的M代码之后,会自动根据实际的M代码转化为相应的DB3903.DBB2000所对应的位(如M41对应PLC位变化 为:DB3903.DBX2000.0=1,DB3903.DBX2000.0=0,DB3903.DBX2000.0=0,DB3903.DBX2000.0=1)。
结合图8-2中所给出的PLC程序逻辑示例,在表8-2中给出了该方式下的换档命令中所对应的PLC接口信号表。
表8-2 换档命令PLC接口信号表2
 (https://www.xing528.com)
(https://www.xing528.com)
此外,需要注意的是,在表8-2中所提到的DB3903.DBB2000是NCK返回给PLC的信号,只能够进行读取而无法写入,其相应的状态变化则是根据PLC程序内DB3803.DBB2000的状态变化所决定的,所对应的为PLC程序的当前档位信号,具体信息见表8-3中。
表8-3 当前档位PLC接口信号表3

当使用第二种方式进行主轴换档时,NCK与PLC程序主要的动作流程可以大致的分解为以下几个主要过程:
1)NCK通过读入代码,转换为相应的DB3903.DBB2000对应的位,向PLC程序发出换档指令。
2)NC加工程序暂停,等待主轴换档完成,否则程序不往下执行。
3)PLC收到换档指令并完成PLC换档动作后,需要通过设置PLC接口信号来标识主轴齿轮换档的完成,即设置DB3803.DBX2000.3=1,以告诉NCK换档已经完成。
此过程中的时序逻辑必须为:首先将完成换档之后的当前档位信号(通过表8-3中DB3803.DBB2000所对应的信息表示当前档位信号)送入相应的PLC接口地址中,然后执行换档完成信号(即设置DB3803.DBX2000.3=1)。若送到PLC接口信号的当前档位与目标档位不一致,在执行换档完成时,会有报警。
4)当NCK接收到PLC程序中DB3803.DBX2000.3=1的状态时(即NCK通过PLC程序了解到换档已完成的状态),则NCK将自动复位DB3903.DBX2000.3(即使得DB3903.DBX2000.3=0)以确认换档完成。
5)NC加工程序可以继续地执行。
6)在上述过程完成之后,PLC程序DB3803.DBX2000.3还需要再次地复位为0(即使得PLC接口信号:DB3803.DBX2000.3=0),否则下次换档无法完成。
以第三档换档动作过程为例,上述的逻辑时序过程如图8-3所示。
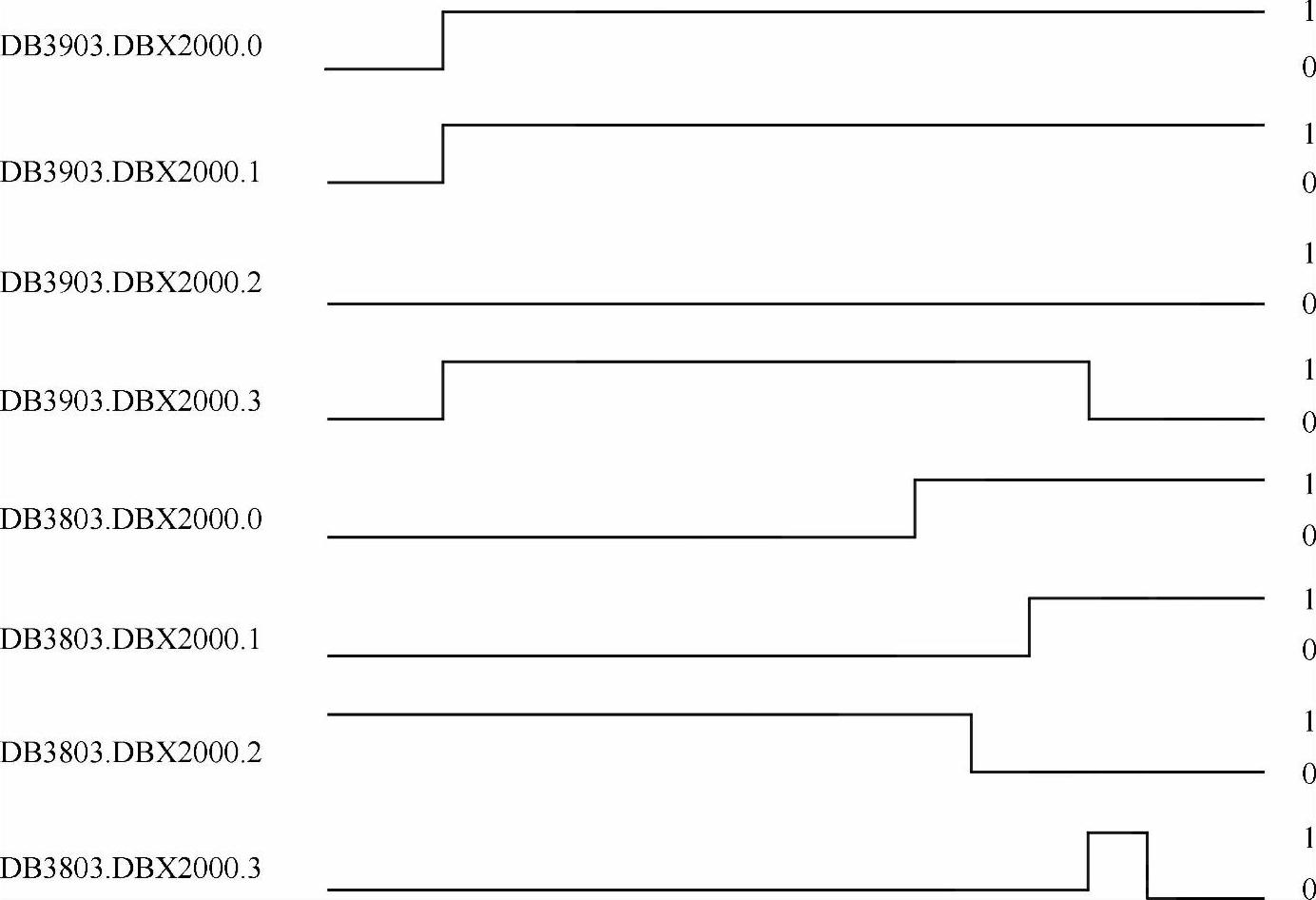
图8-3 第三档换档逻辑时序图
需要注意:对上文中所介绍的两种通过读取M代码进行换档操作的方法,在实际应用中根据需要选择一种使用即可。也就是说,在图8-2所给出的PLC目标档位指令程序示例图中,既给出了使用DB2500.DBD3000进行换档判断的示例,也给出了使用DBB3903.DBB2000进行换档判断的示例,两种方式选择一种即可。
此外,如果从当前的主轴档位换到M41到M45所确定的主轴档位,编程的主轴转速就与给定的主轴档位相关,需要重点注意以下两方面:
1)如果编程的主轴转速大于当前主轴档位的最大转速,则主轴转速只能是当前档位的最大转速极限,并设置接口信号DB3903.DBX2001.1为1,即限制给定转速输出。
2)如果编程的转速小于当前档位的最小转速,则将转速提高到当前档位的最小转速值极限运行,并且设置接口信号DB3903.DBX2001.2为1,即提高额定转速输出。
如果通过编程M40指令,则可以根据主轴转速自动确定换档的目标档位。如果所确定的目标档位不是当前的主轴实际档位,也就是说当前的实际档位需要换档,此时NCK设置PLC接口信号DB3903.DBX2000.3为1,以及DB3903.DBX2000.0至DB3903.DBX2000.2等目标档位信号。西门子SINUMERIK 808D数控系统在自动确认换档的目标档位时按照下列过程进行。
1)编程的主轴转速首先与当前档位的最小值和最大值进行比较:
①如果编程的主轴转速在当前档位的最小值与最大值之间,则不给出新的目标档位。
②如果编程的主轴转速不在当前档位的最小值与最大值之间,则从主轴档位第一档开始,到第五档结束,逐一进行比较,直到其介于某挡的最小值与最大值之间为止,并设置相应的PLC接口信号。
2)如果当前在第五档时,编程的主轴转速仍然不在该档的最小值与最大值之间,则主轴不进行换档,主轴转速限制为当前档位的最大转速,或者提高到当前档位的最小转速,并设置PLC接口信号DB3903.DBX2001.1为1(即限制给定转速输出)或设置DB3903.DBX2001.2为1(即提高额定转速输出)。
3)只有在主轴停止时才能切换到新的目标档位。如果要求切换档位,则SINUMERIK808D数控系统内部会先停止主轴,进而进行档位切换。主轴换档结束后,切换到新的实际档位的参数运行,如果此时M3或者M4有效,主轴将按照新的档位以最快的速度加速到最后编程的主轴转速。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。