



【摘要】:完成反向间隙补偿之后,使用软键“下一步”进入快速调试向导的第11步,如图5-15所示的“丝杠螺距误差补偿”界面。在完成输入后,按下软键“补偿”,系统将自动生成检测丝杠螺距误差程序LEAD-SCREW.SPF,这个程序存储在“用户循环”里,通过运行程序LEADSCREW.SPF,激光干涉仪可进行检测并计算出各补偿点的丝杠螺距误差。如果需要,可重复上述步骤,通过运行程序LEADSCREW.SPF并使用激光干涉仪对经过补偿后的丝杠螺距误差进行检测。
完成反向间隙补偿之后,使用软键“下一步”进入快速调试向导的第11步,如图5-15所示的“丝杠螺距误差补偿”界面。
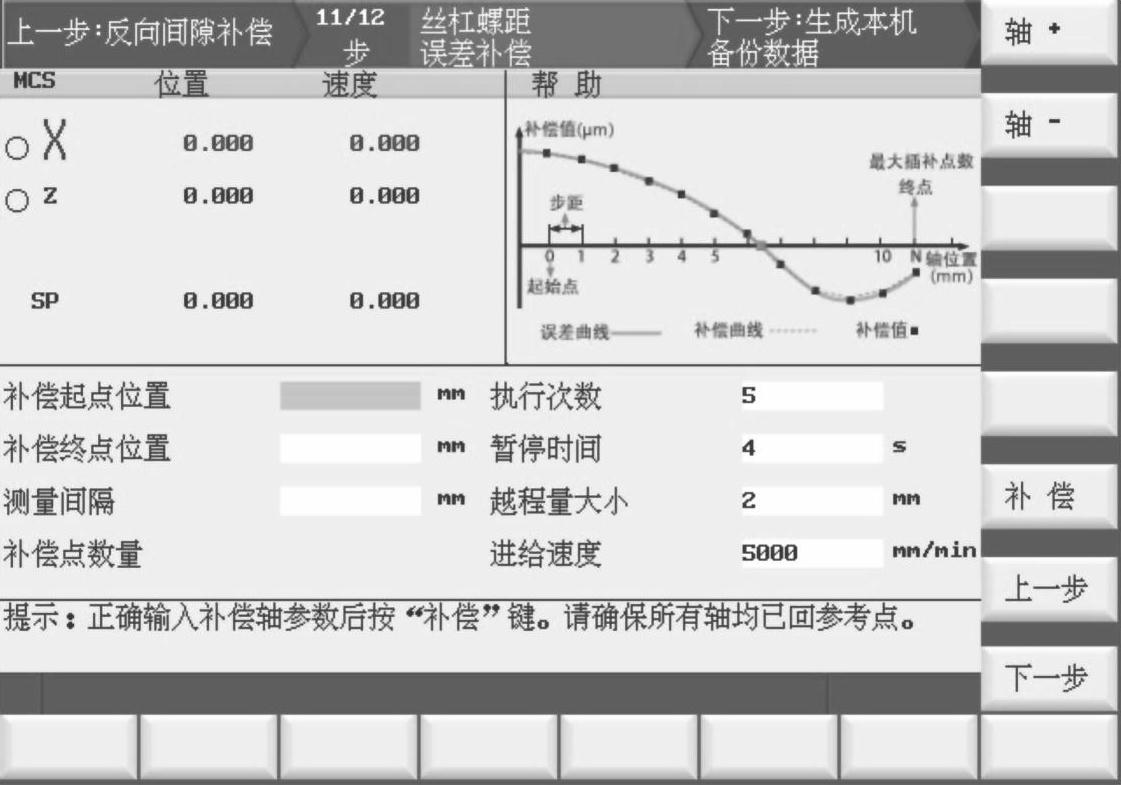
图5-15 丝杠螺距误差补偿界面示例图1
由于丝杠在加工过程中造成螺距的不均匀性,螺距误差就无法避免;或者数控机床经过不断的使用,造成丝杠磨损产生螺距误差。为了提高加工的精度,我们必须进行丝杠螺距误差的补偿。
在该界面可输入补偿点的起点位置、补偿点的终点位置、测量的间隔、循环的次数,测量的暂停时间,越程量大小以及进给速度。(https://www.xing528.com)
在设置时必须注意补偿点的起点位置、补偿点的终点位置同测量的间隔之间的关系,起始位置与终点位置之间的间距值,必须为测量间隔的整数倍。
在完成输入后,按下软键“补偿”,系统将自动生成检测丝杠螺距误差程序LEAD-SCREW.SPF,这个程序存储在“用户循环”里,通过运行程序LEADSCREW.SPF,激光干涉仪可进行检测并计算出各补偿点的丝杠螺距误差。补偿结束后,将显示如图5-16中所示界面。
在该界面可以对补偿点的误差补偿值进行设定,设置完毕后使用“激活”键使系统重启并将设置值写入系统存储器中,当各坐标轴执行回参考点操作之后,所设置的数据生效。
如果需要,可重复上述步骤,通过运行程序LEADSCREW.SPF并使用激光干涉仪对经过补偿后的丝杠螺距误差进行检测。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。