



在铣床应用中,刀库的调试与使用是一个普遍的难点和重点,对于实际应用而言,一般根据换刀方式的不同,将刀库分为固定刀库和随机刀库:
(1)固定刀库
刀具号和刀座号之间的关系不会随着刀具的交换而改变,而一直保持一一对应关系的刀库称为固定刀库,斗笠盘式刀库就是这种刀库。
对于固定刀库,因为刀具号和刀座号是一致的,因此可以将程序中目标刀具号与当前位置的刀座号进行比较计算,得出相应的旋转刀位数和旋转方向,驱动刀库电动机旋转,就近找到目标刀座号。
在当前位置的刀座号和目标刀具号一致时,刀库电动机停止旋转并与主轴进行刀具交换。
(2)随机刀库
刀具号和刀座号之间的关系随着刀具的交换而改变,需要刀具表来记录刀具号和刀座号之间对应关系的刀库称为随机刀库,带机械手的刀库就是这种刀库。
对于随机刀库,因为刀具号和刀座号是随机安排的,因此在程序中给出目标刀具号后,首先要根据刀具表中所记录的刀具号和刀座号的对应关系找出目标刀具号所对应的刀座号,进而将目标刀具的刀座号与当前位置的刀座号进行比较计算,得出旋转刀位数和旋转方向,驱动刀库电动机旋转,就近找到目标刀座号。
在当前位置的刀座号和目标刀具的刀座号一致时,刀库电动机停止旋转并与主轴进行刀具交换。同时,刀具交换完成后还需要更新刀具表上的主轴刀具号和当前刀座位置上的刀具号,从而完成整个随机换刀时序。
在本小节中,针对SINUMERIK 808D数控系统标准PLC程序中对斗笠盘式刀库的控制,从PLC程序的逻辑动作及相关宏程序两方面,进行重点介绍和说明。
1.斗笠盘式刀库控制中PLC程序逻辑动作
SINUMERIK 808D数控系统标准PLC程序中对斗笠盘式刀库的控制,其基本的动作过程可以分解为三个基本动作:
(1)取刀
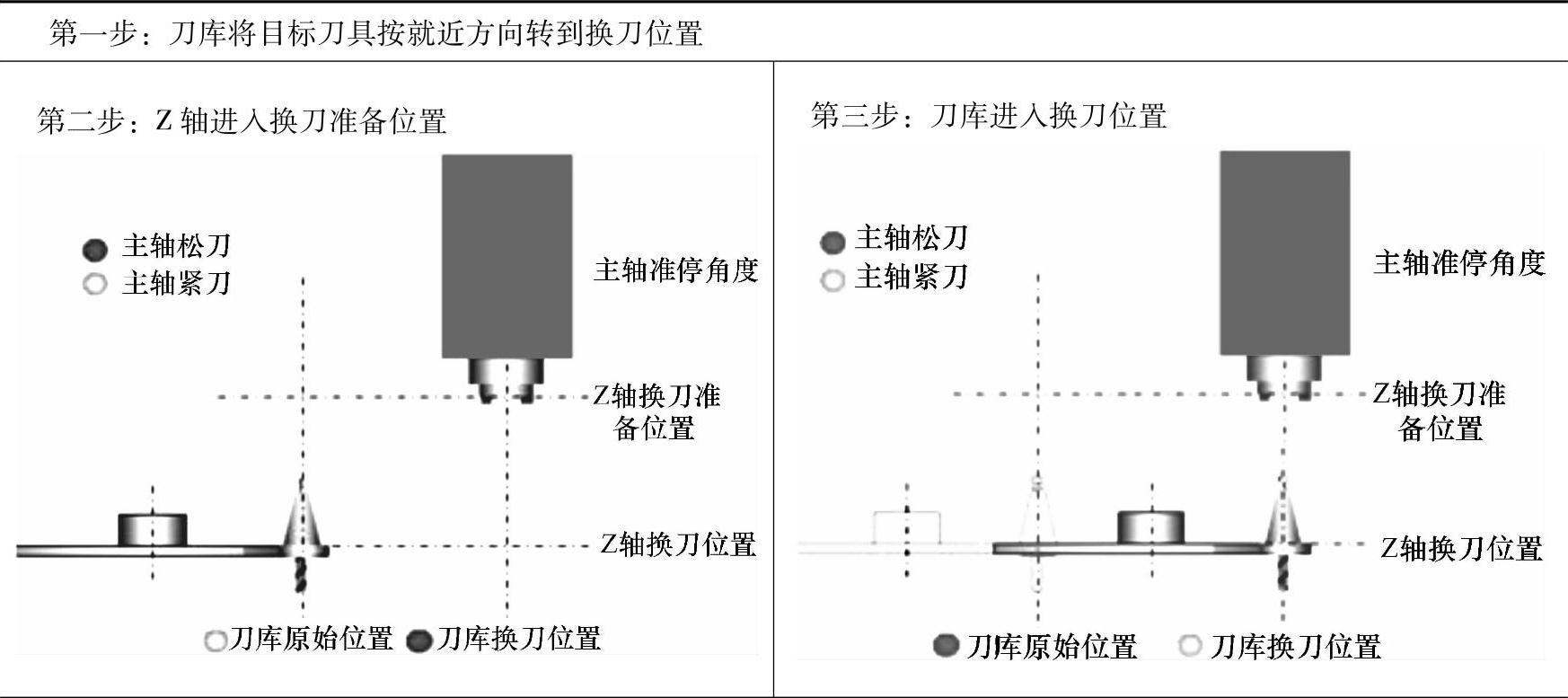
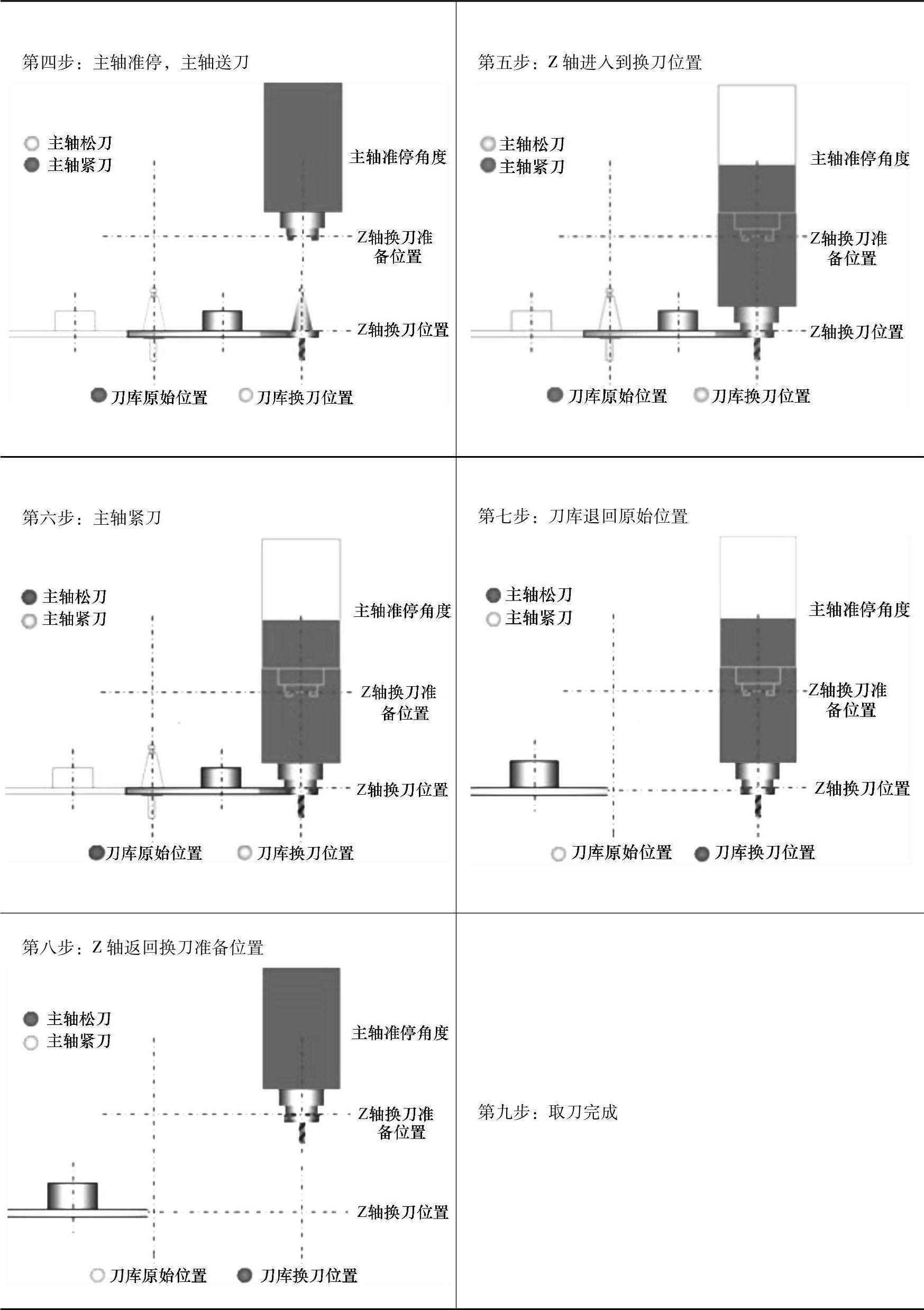
执行取刀动作的前提条件是主轴上没有刀具,通过取刀动作,将目标刀具由刀库取到主轴上来。在表4-29中给出了基本的取刀步骤。
(2)还刀
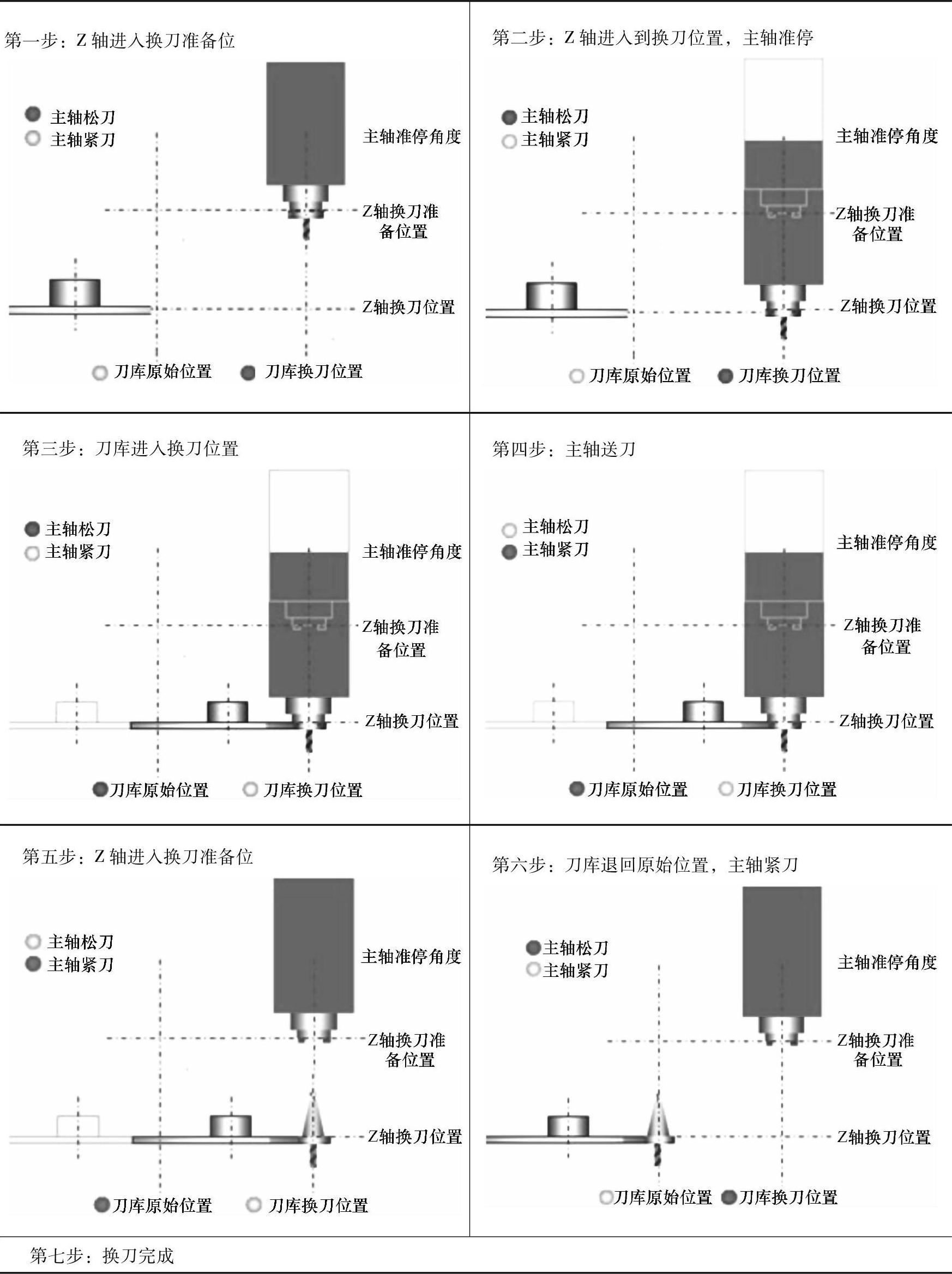
执行还刀动作的前提条件是主轴上有刀具,通过还刀动作,将主轴上的刀具还回刀库对应的位置上。在表4-30中给出了基本的还刀步骤。
(3)换刀
执行换刀动作的前提条件是主轴上有刀具,通过换刀动作,先将主轴上的刀具还回刀库对应的位置上,再将目标刀具由刀库取到主轴上来。
对于换刀动作的具体步骤,可以理解为是取刀动作和还刀动作的组合,基本的动作逻辑可以这样理解:执行还刀动作过程→执行取刀动作过程→换刀完成。
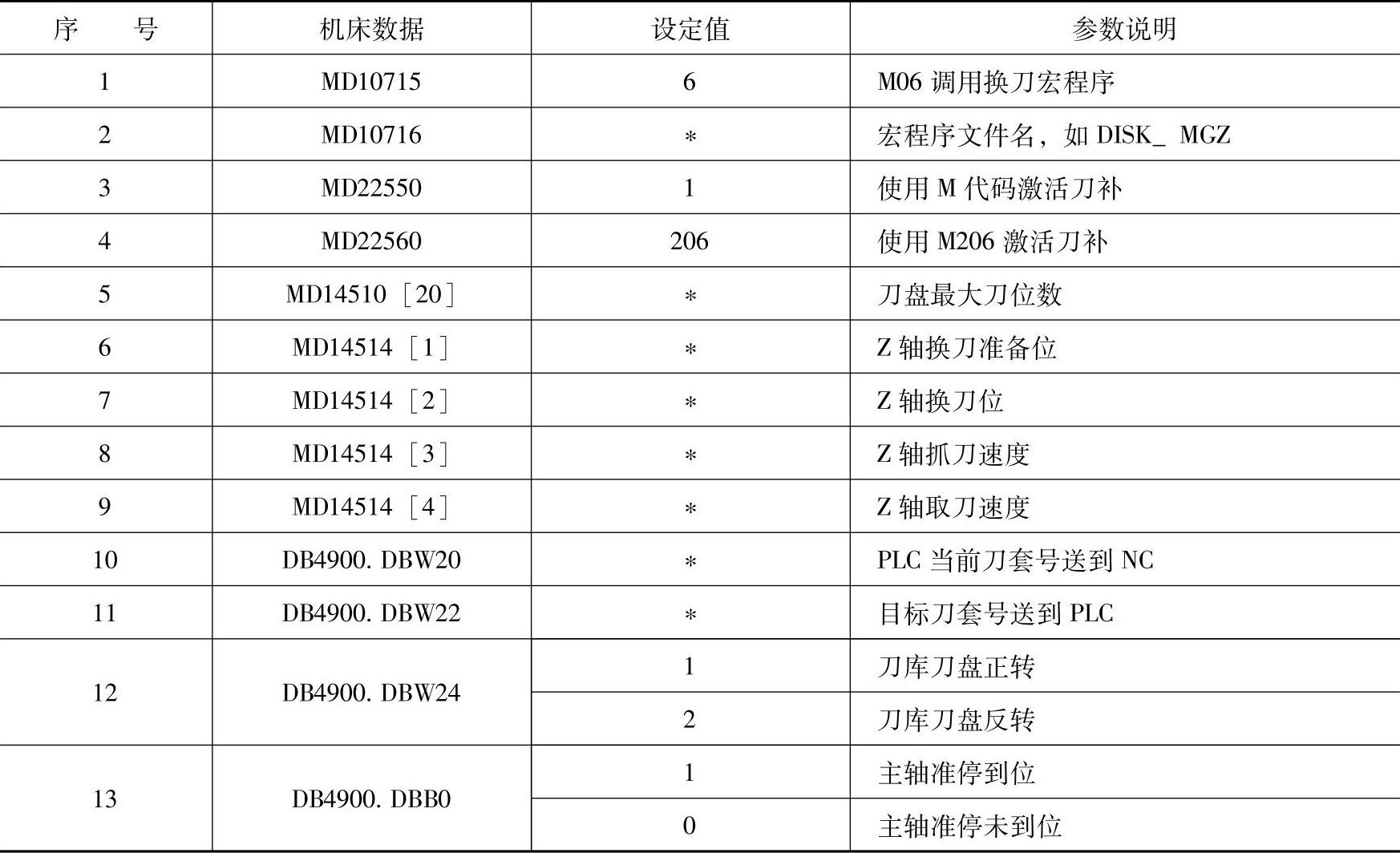
同时,在使用SINUMERIK 808D数控系统的标准PLC程序执行斗笠盘式刀库的换刀动作时,还需要根据实际情况对相关的机床参数进行设置。在表4-28中,对换刀过程中需要使用到的机床数据进行简要的描述和介绍。
此外,需要注意的是,在编写斗笠盘式刀库换刀相关的PLC程序时,还要考虑如下安全联锁:
1)主轴未静止时,主轴禁止松刀;主轴准停未到位时,刀库禁止移动到换刀位。
表4-28 斗笠盘式刀库换刀过程相关机床数据及PLC变量一览表
2)主轴未紧刀到位时,主轴禁止旋转,且刀库禁止退回原始位。
3)主轴松刀未到位时,Z轴禁止移动。
4)Z轴不在换刀准备位时,刀盘禁止旋转;Z轴在换刀位时,主轴禁止旋转。
5)刀盘旋转未停止时,Z轴禁止向下移动。
如前文所提,在表4-29中,给出了斗笠盘式刀库在进行取刀动作时,所需要执行的基本步骤及相应的逻辑过程。
表4-29 斗笠盘式刀库取刀动作基本步骤
(续)
如前文所提,在表4-30中,给出了斗笠盘式刀库,在进行还刀动作时,所需要执行的基本步骤及相应逻辑过程。
表4-30 斗笠盘式刀库还刀动作基本步骤
从以上过程中可以看出,斗笠式刀库的换刀(包括取刀及还刀)需要轴的移动和PLC动作相互结合共同进行刀库控制,即M指令和G指令的结合。
PLC程序在整个换刀过程中除了控制刀库的正反转、刀库的前进与后退、松刀阀的松刀与紧刀外,还需要在PLC动作的时候置位NC读入禁止和进给轴保持信号,PLC动作完成后复位NC读入禁止和进给轴保持信号,NC程序主要控制Z轴的上升和下降。
而对于SINUMERIK 808D数控系统主轴准停,可以通过NC程序控制,也可以通过PLC程序进行控制。一般建议使用PLC程序控制主轴准停,准停角度直接记录在主轴伺服驱动器中,以避免模拟量主轴在准停过程中可能出现的模拟量干扰或漂移。
以某国产伺服主轴为例,其PLC程序控制样例如图4-47所示。
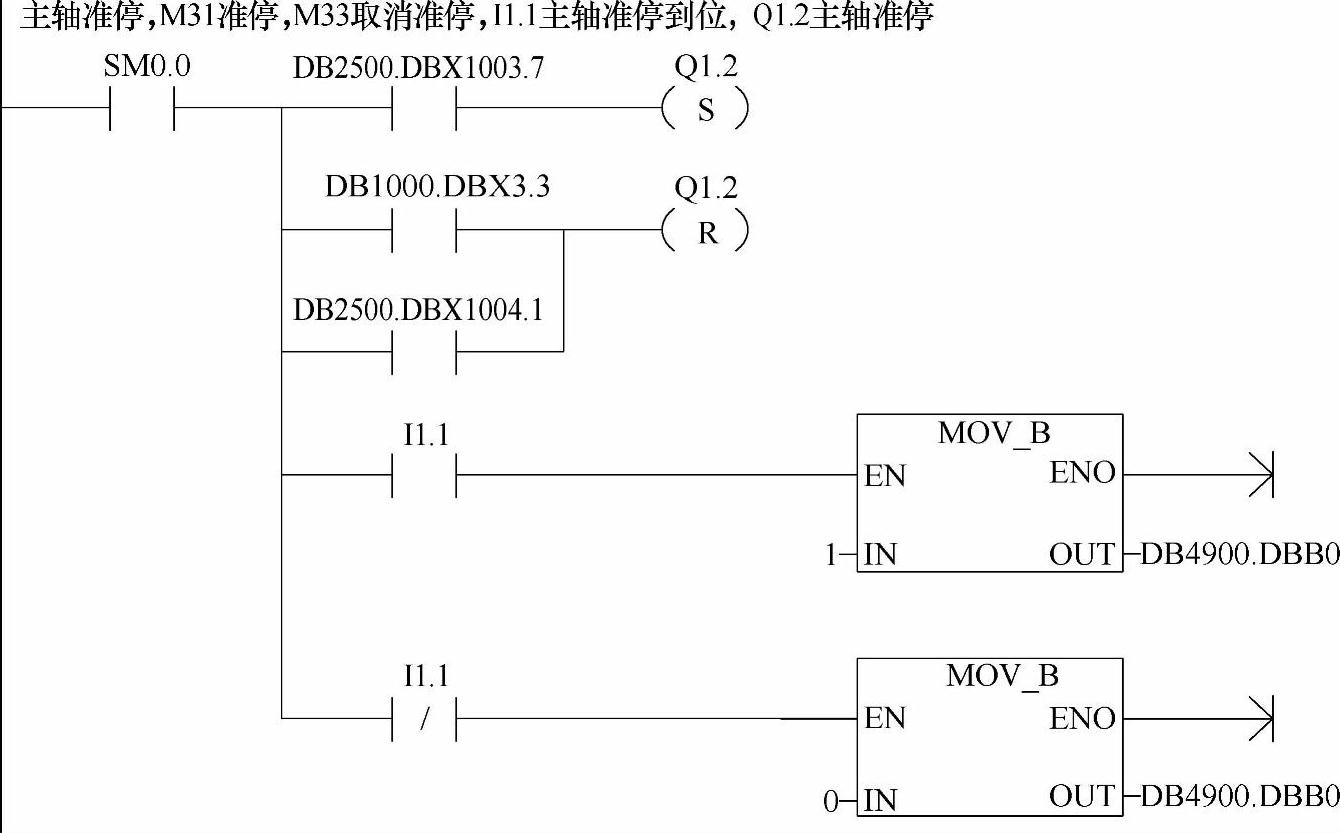
图4-47 SINUMERIK 808D数控系统中PLC控制主轴准停程序示例
在图4-47中给出的主轴准停PLC程序示例中,具体的动作过程可以分解为以下几步:
1)PLC在接收到主轴准停指令后(即读取到M31指令时,PLC中DB2500.DB1003.7=1),向主轴伺服驱动器发送命令(Q1.2=1),执行主轴准停。
2)准停到位后,PLC准停到位信号激活(I1.1=1)并将该信息传送到NC(DB4900.DBB0=1)。
3)NC加工程序在主轴准停到位后,会继续执行后续动作。
4)当PLC程序接收到复位指令(DB1000.DBX3.3=1)或者NC加工程序发送的取消准停指令(即读取到M33指令时,PLC中DB2500.DB1004.1=1)后,取消向主轴伺服驱动器发送准停指令。
2.斗笠盘式刀库控制中相关宏程序
由于斗笠盘式刀库的换刀过程完全依靠PLC程序实现,而PLC程序在使用过程中无法处理到系统NCK相关的一些判断逻辑和处理动作。因此,需要使用相应的宏程序进行相关功能的补充,即本节所要介绍的第二个重要内容,即斗笠盘式刀库控制相关的宏程序。
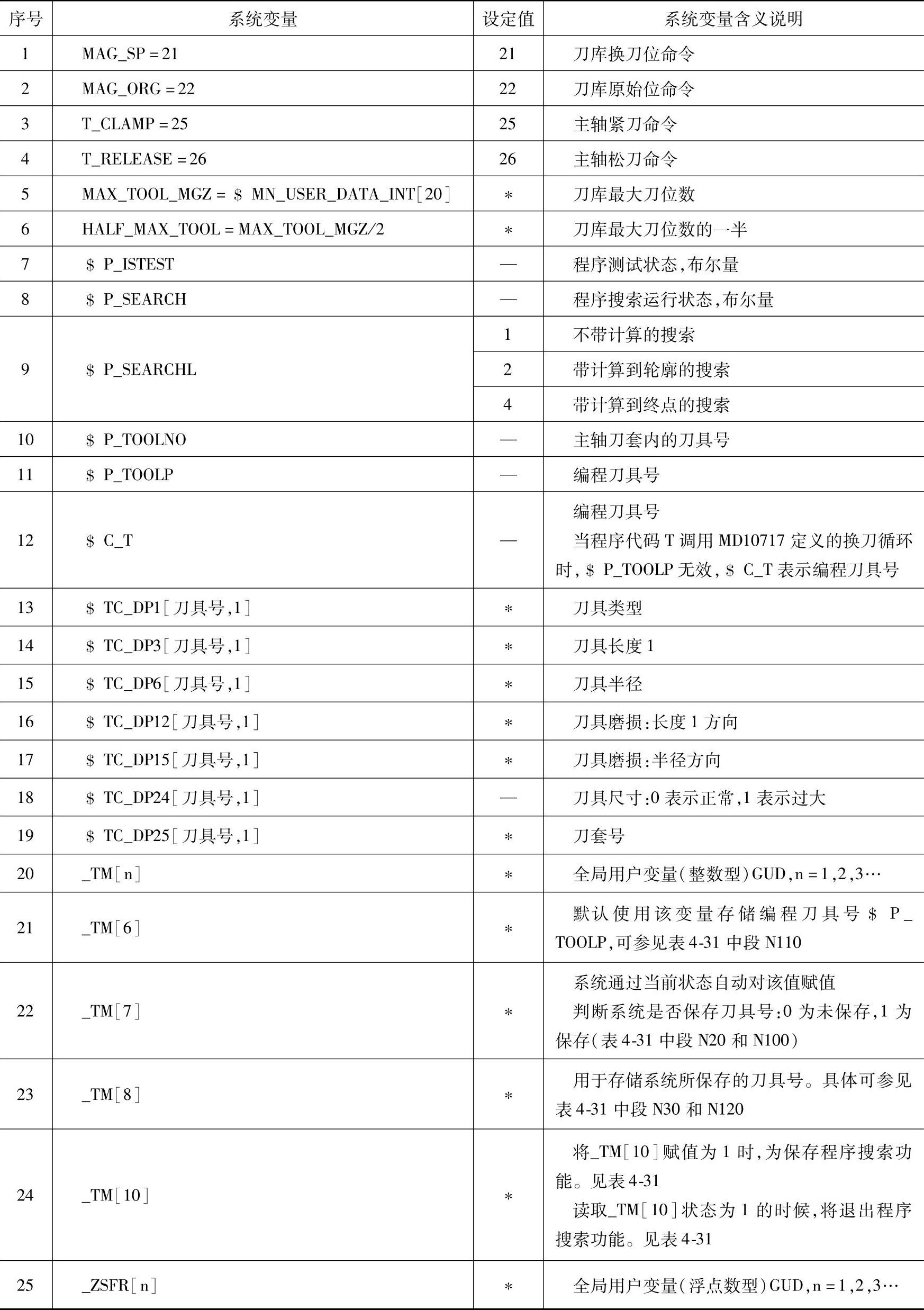
斗笠盘式刀库控制相关的宏程序中所用到的相关系统变量及对应设定值见表4-31。(https://www.xing528.com)
表4-31 斗笠盘式刀库控制相关的宏程序系统变量及设定值一览表
在实际应用中,斗笠盘式刀库控制相关的宏程序又可根据具体实现目的的不同分为两类:
(1)宏程序实现斗笠盘式刀库换刀过程中的程序测试及程序搜索相关状态
对于SINUMERIK 808D数控系统而言,斗笠盘式刀库的换刀过程完全依靠PLC实现,不受NCK的控制,这就可能导致在某些特定的模式下,需要使NCK与PLC相互配合,输出完整的斗笠盘式刀库换刀信息却无法实现,从而给后续的加工操作造成不良影响。
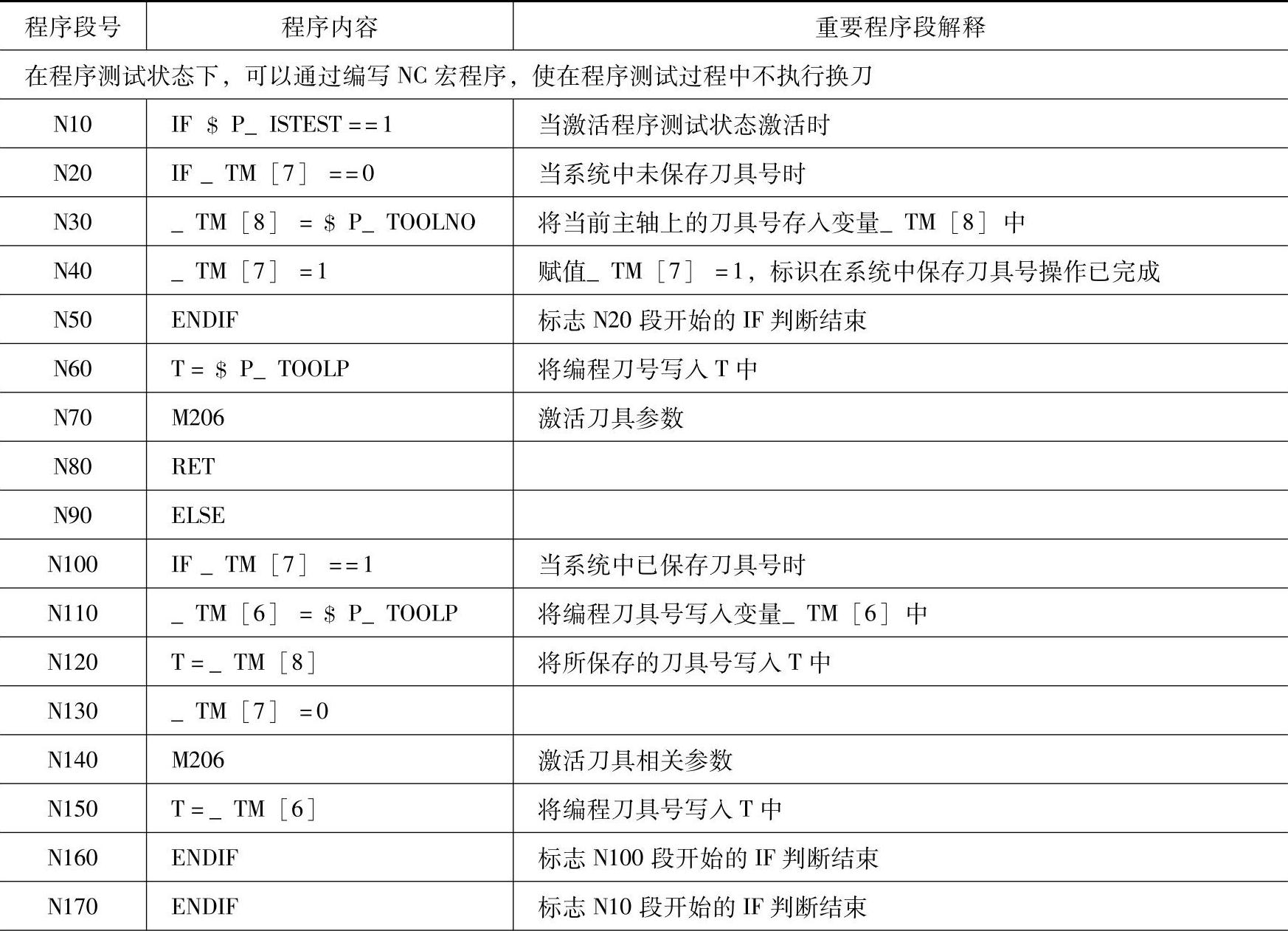
具体到SINUMERIK 808D数控系统功能而言,当系统切换在“程序测试”或“程序搜索”的状态下时,需要通过宏程序,将斗笠盘式刀库换刀的PLC程序动作与NCK处理NC加工程序段相互结合起来,实现该模式下的特殊功能和要求:
1)程序测序模式下:在该模式下,即使读到M代码的换刀指令,也不执行换刀,但是相关的刀号显示需要刷新。
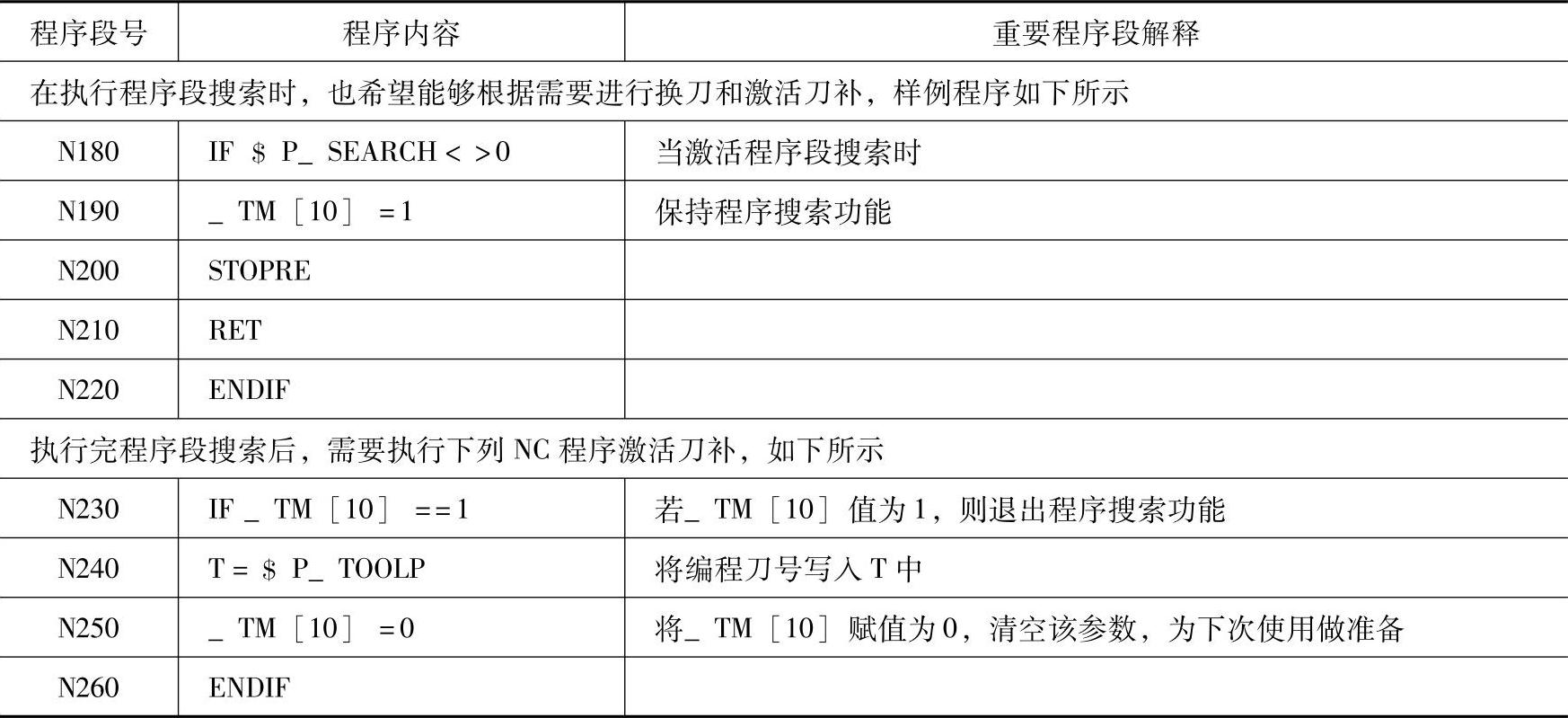
2)程序搜索模式下:在该模式下,根据选择的需要进行相关的换刀和激活刀补的操作。
为了实现这一需要,在确保斗笠盘式刀库换刀PLC程序正确的基础上,可以配合使用表4-31中给出的宏程序示例。
需要注意的是,在实际应用中,无论是否使用SINUMERIK 808D数控系统的标准PLC程序,只要程序中所使用到的相关参数未被占用,则可以直接使用表4-32所给出的宏程序示例,无需修改。
表4-32 斗笠盘式刀库程序测试及程序搜索宏程序示例
(续)
(2)宏程序实现斗笠盘式刀库的就近换刀功能
在斗笠盘式刀库的换刀控制中,PLC只能确保正确而有效的执行换刀需求,但是无法确定最优化的换刀方式,因此需要借助相关宏程序辅助,实现换刀过程的优化,即斗笠盘式刀库的就近换刀功能。
所谓斗笠盘式刀库的就近换刀功能,就是利用斗笠盘式刀库的刀盘可以正转和反转的特性,使其在寻找目标刀套时能够根据实际需要决定转动方向,就近寻找目标刀套。
在图4-48中,给出斗笠盘式刀库进行就近换刀功能的刀盘控制逻辑流程图。
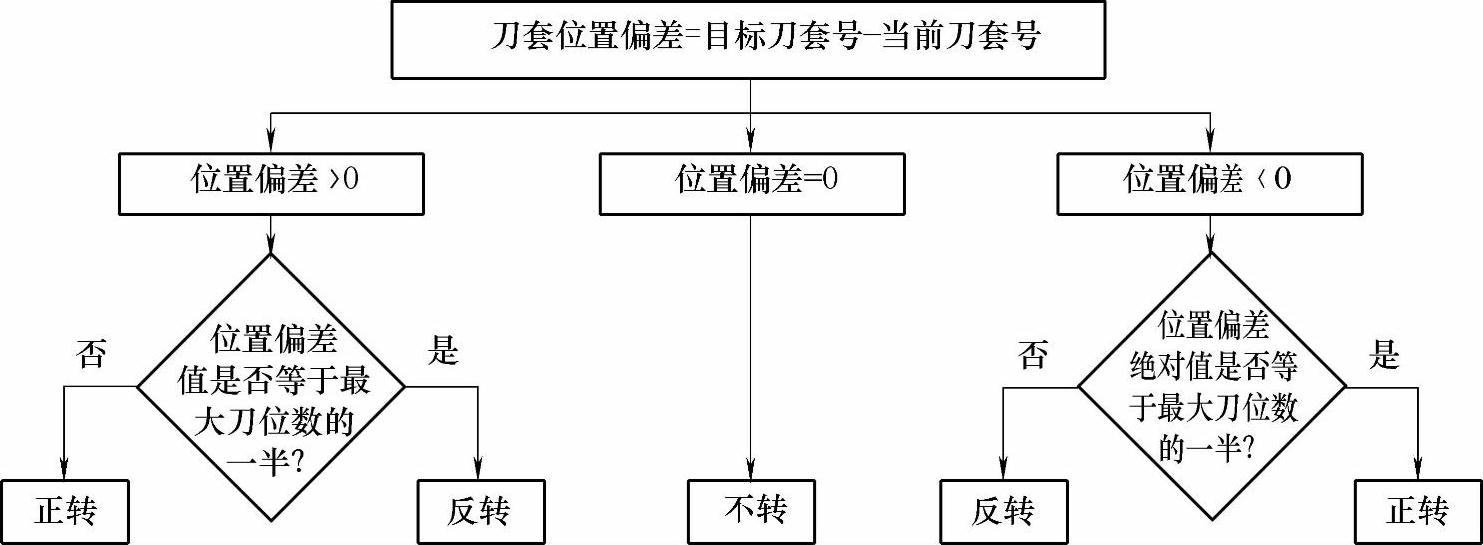
图4-48 斗笠盘式刀库就近换刀功能的刀盘控制逻辑流程图
需要注意:取刀动作和还刀动作在执行时,对应图4-48提及的目标刀套是不一样的。
1)执行还刀动作时,其目标刀套为主轴刀具对应的刀套。
2)执行取刀动作时,其目标刀套为编程刀具对应的刀套。
但不论是还刀动作还是取刀动作,其当前刀套均为刀盘对应主轴的刀套号。同时,执行取刀动作和还刀动作时,刀盘最多仅需旋转一次;而执行换刀动作时,刀盘则最多需要旋转两次。
基于以上功能要求,需要通过宏程序和NC加工程序进行辅助PLC程序,确定换刀时刀盘的旋转方向(正转或反转),从而实现就近换刀的功能。
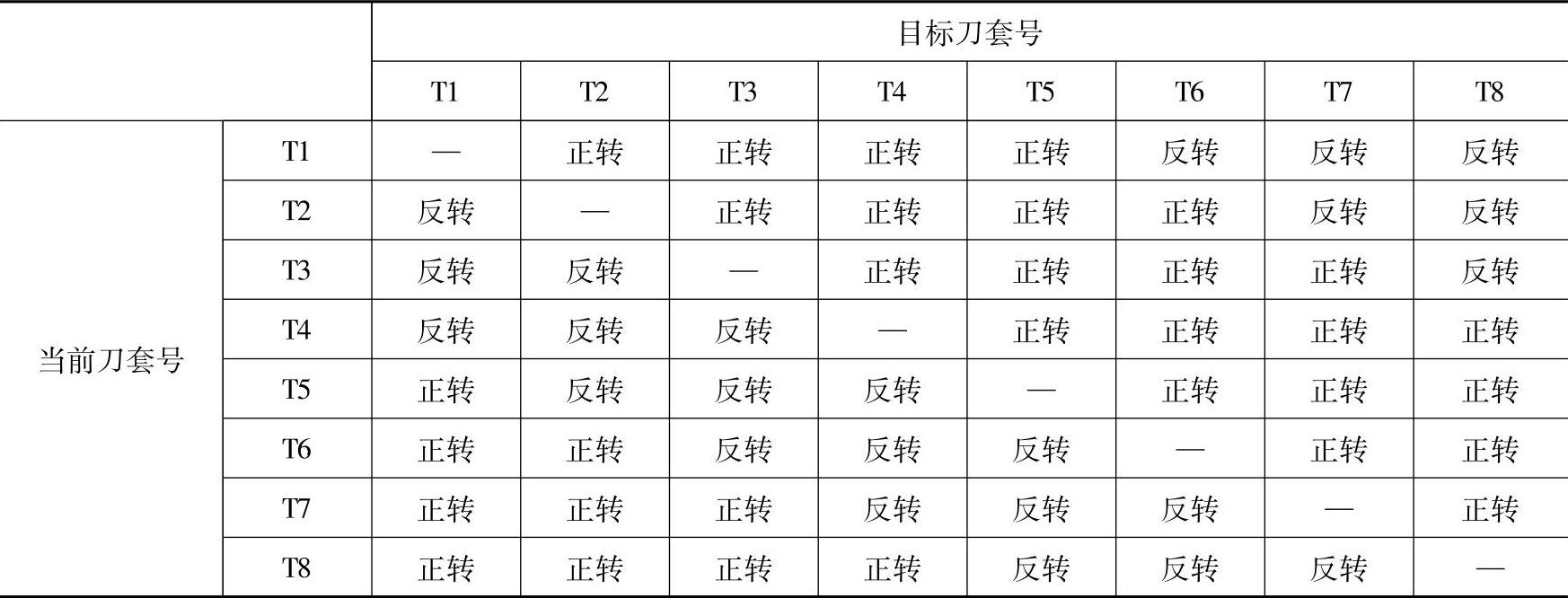
配合图4-48中的刀盘控制逻辑流程图,在表4-33中以配备有8把刀的斗笠盘式刀库为例,说明就近换刀功能下执行换刀时,刀盘的正反转情况。
表4-33 斗笠盘式刀库刀盘旋转方向示例图
此外,在宏程序的应用中,首先需要执行判断宏程序,判断主轴上是否有刀以及编程刀号是否为0;进而根据判断结果来决定执行动作应为取刀、还刀或者是换刀,从而执行对应的宏程序。
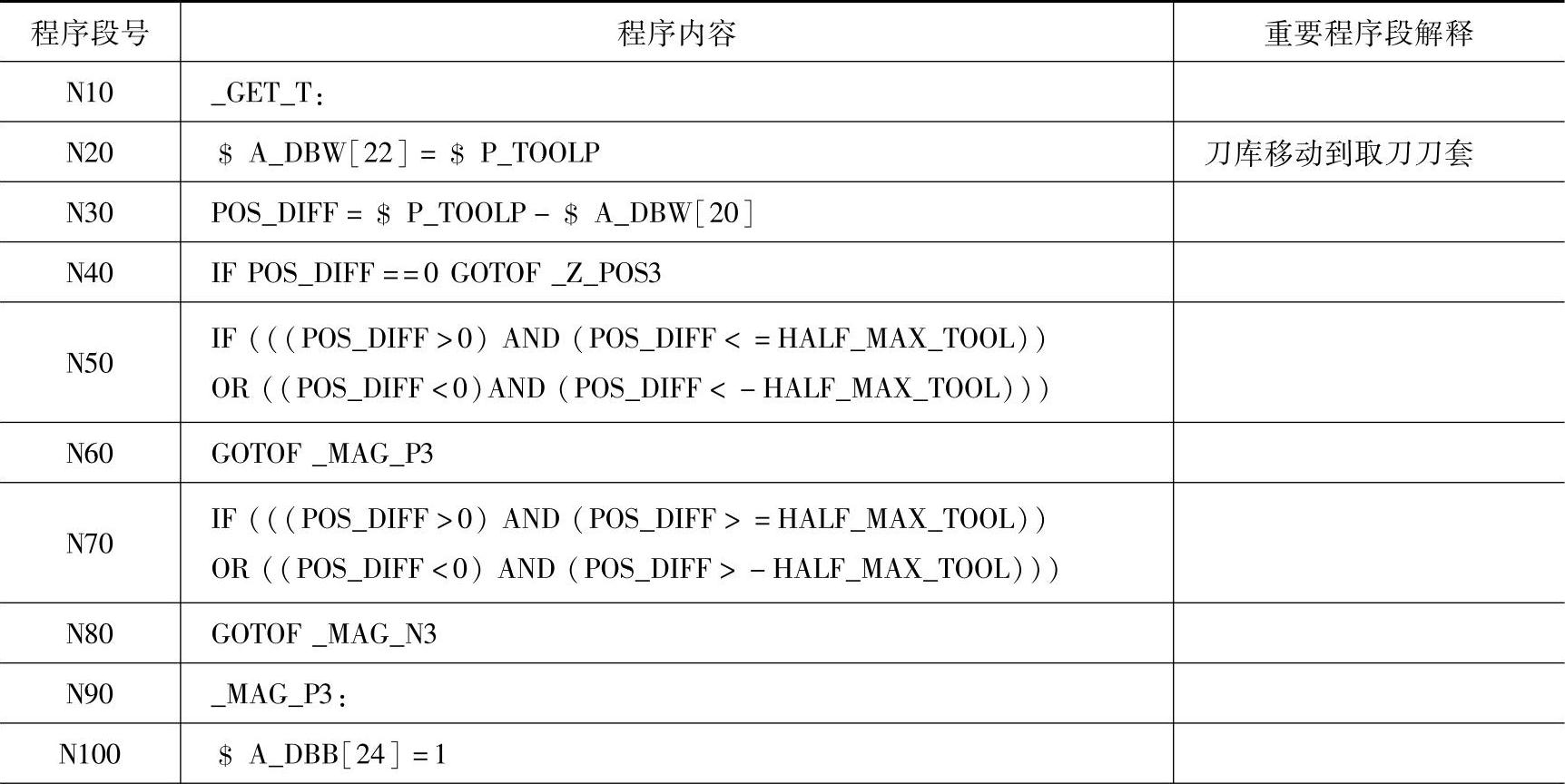
在表4-34、表4-35、表4-36及表4-37中,给出了基于SINUMERIK 808D数控系统标准PLC程序的相关的宏程序程序段示例,帮助读者加深对应宏程序在就近换刀功能中应用的理解,为实际应用提供参考依据。
表4-34 判断宏程序示例一览表

表4-35 取刀宏程序示例一览表
(续)
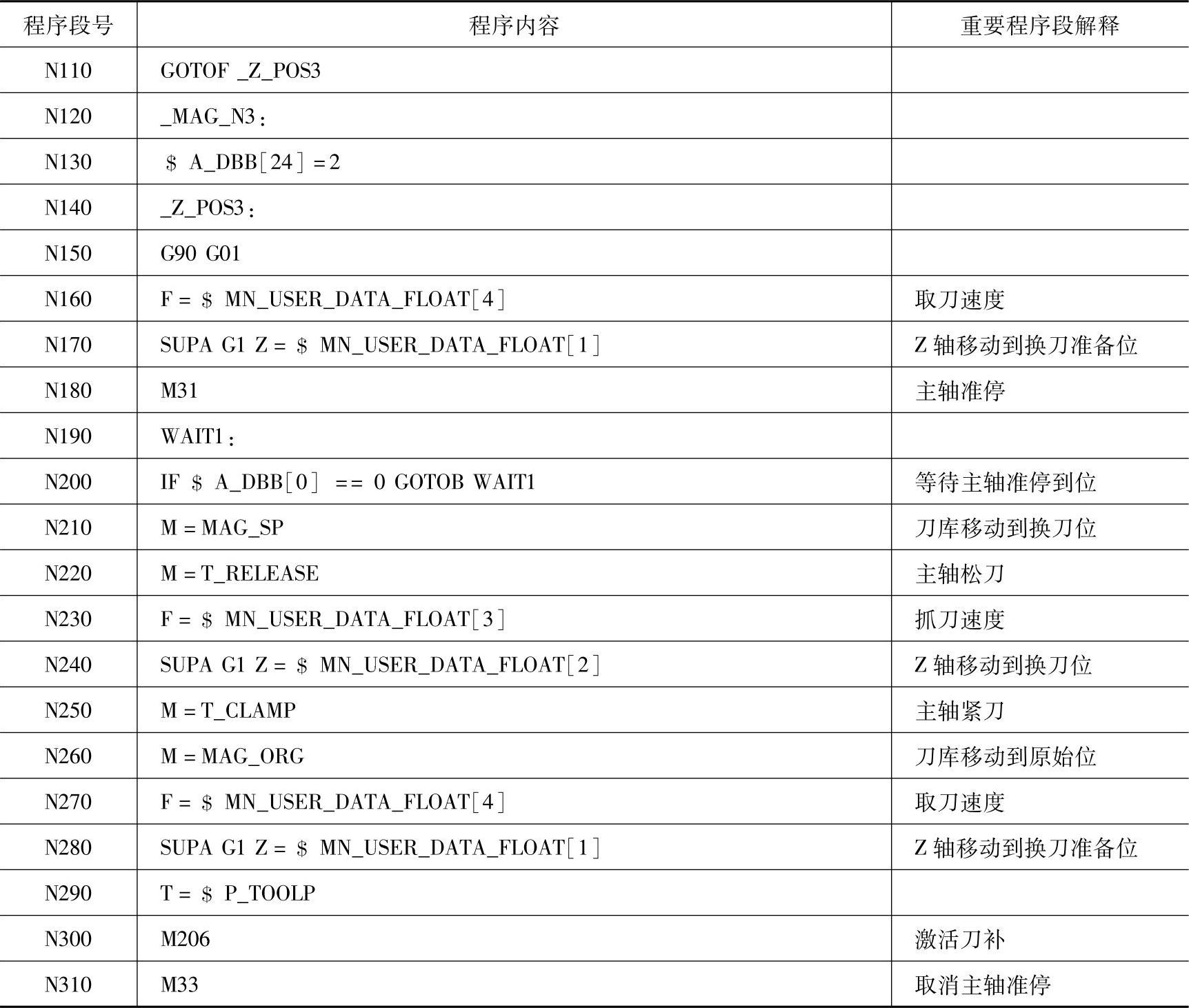
表4-36 还刀宏程序示例一览表
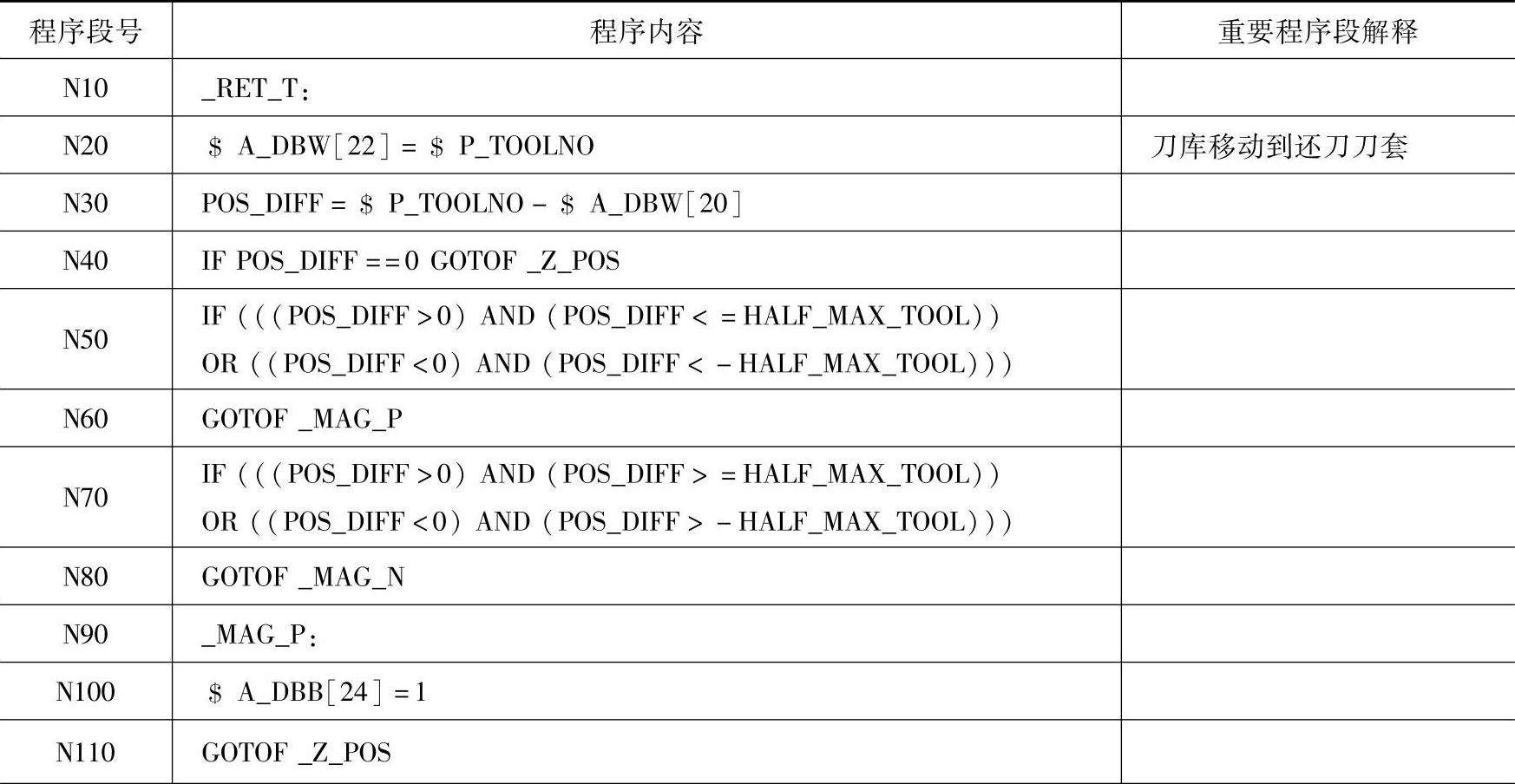
(续)
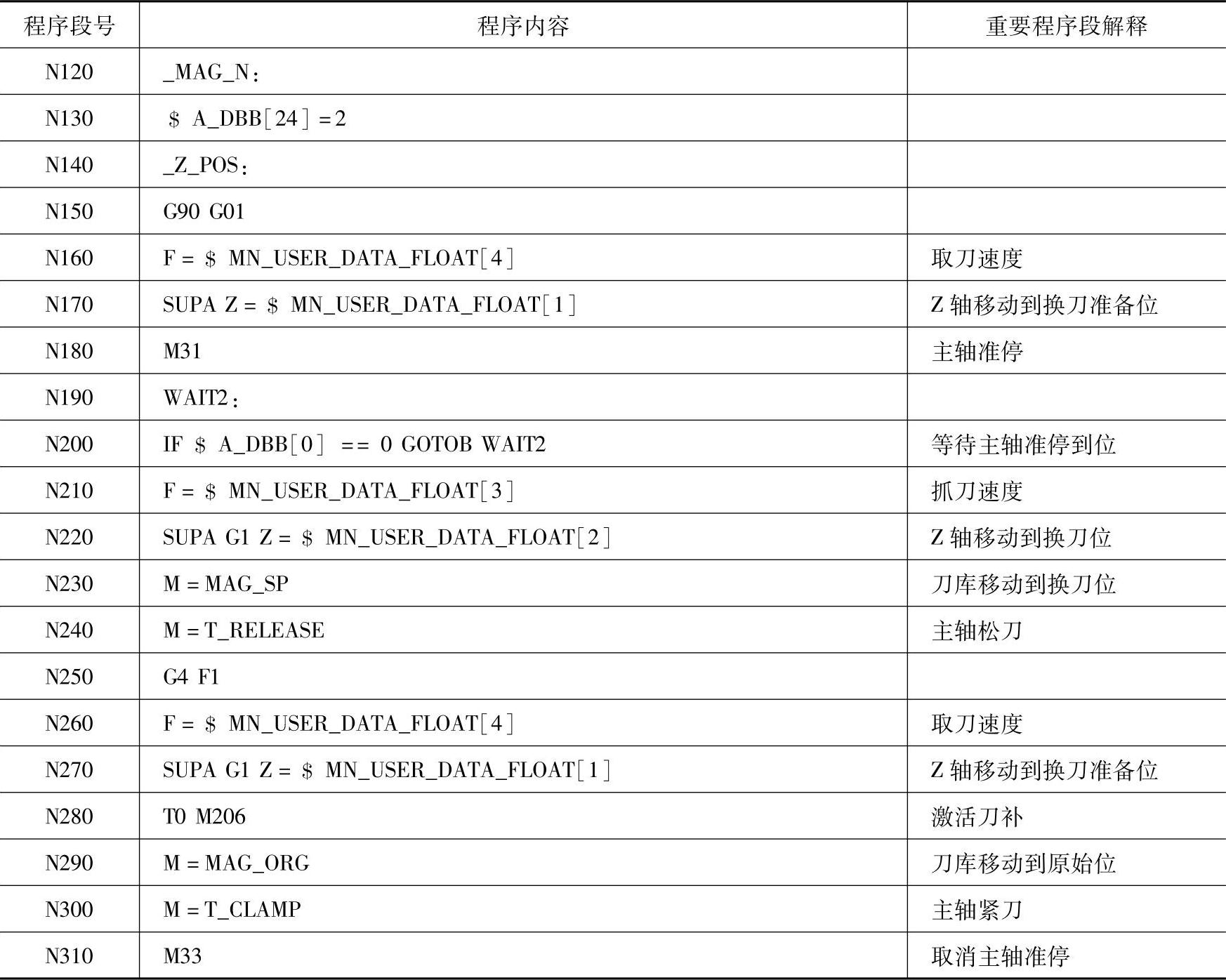
表4-37 换刀宏程序示例一览表
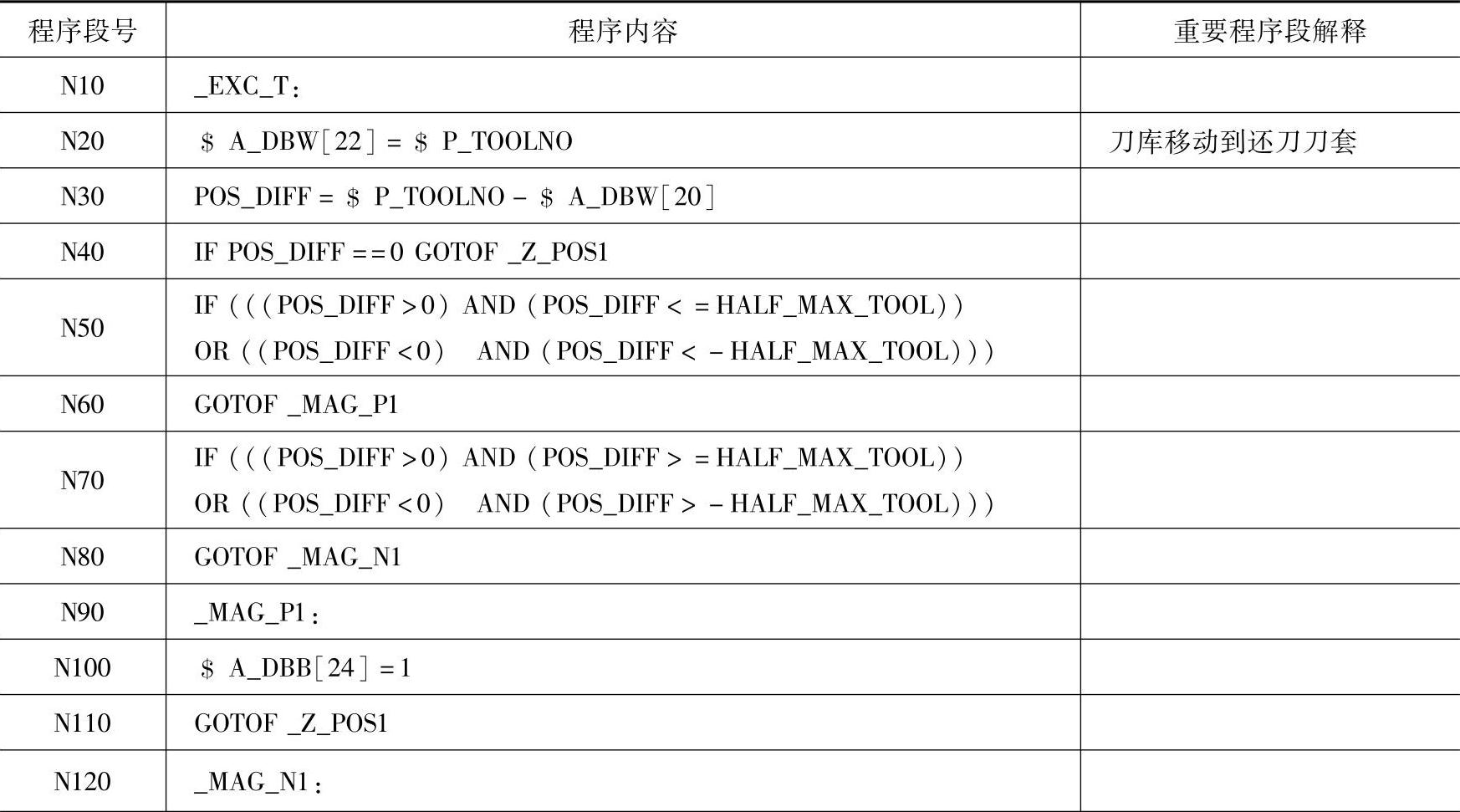
(续)
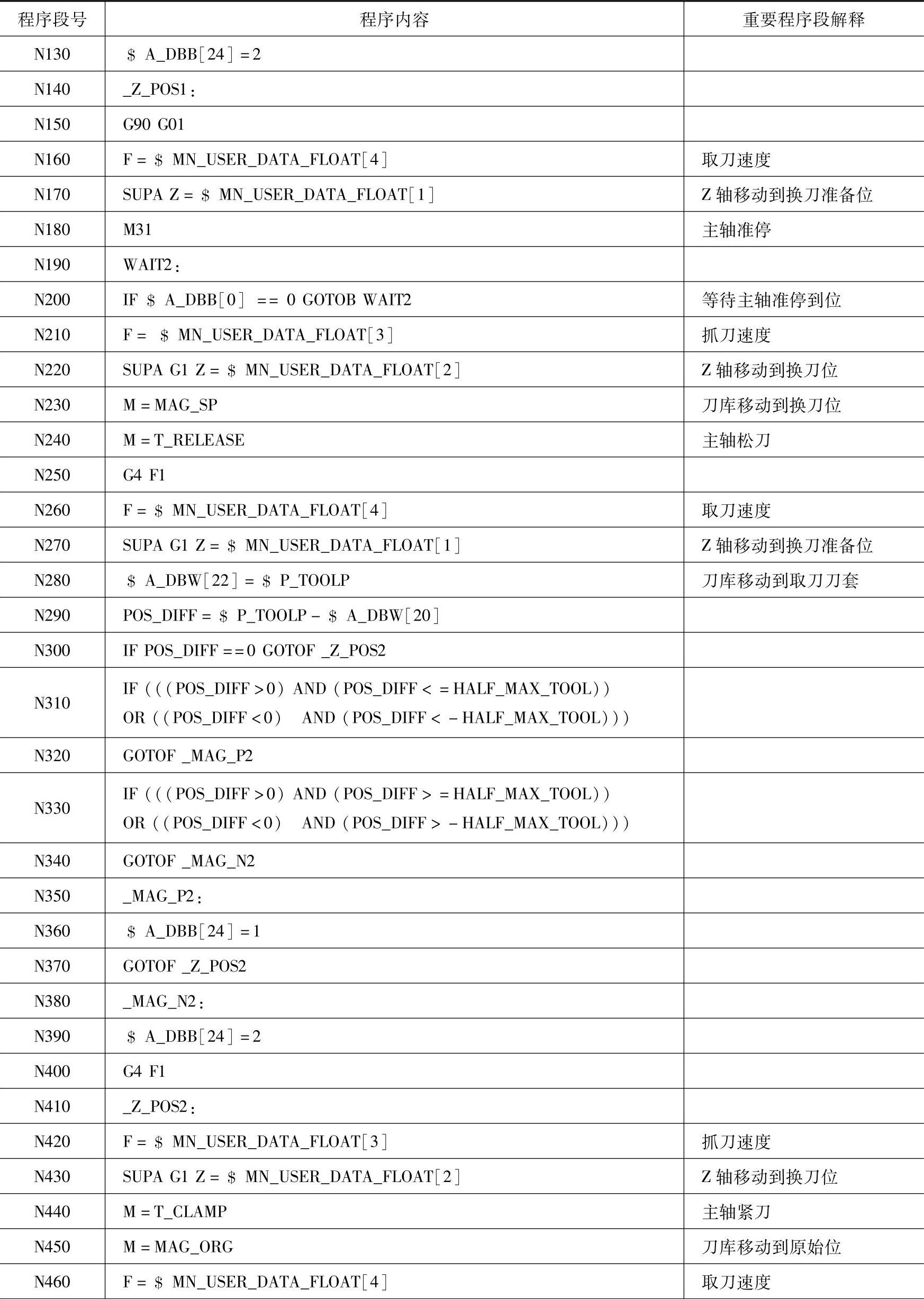
(续)

同时,基于SINUMERIK 808D数控系统中的标准PLC程序,配合表4-37中给出的斗笠盘式刀库换刀宏程序,给出图4-49中所示的换刀宏程序流程图,帮助读者加深对此部分的理解。
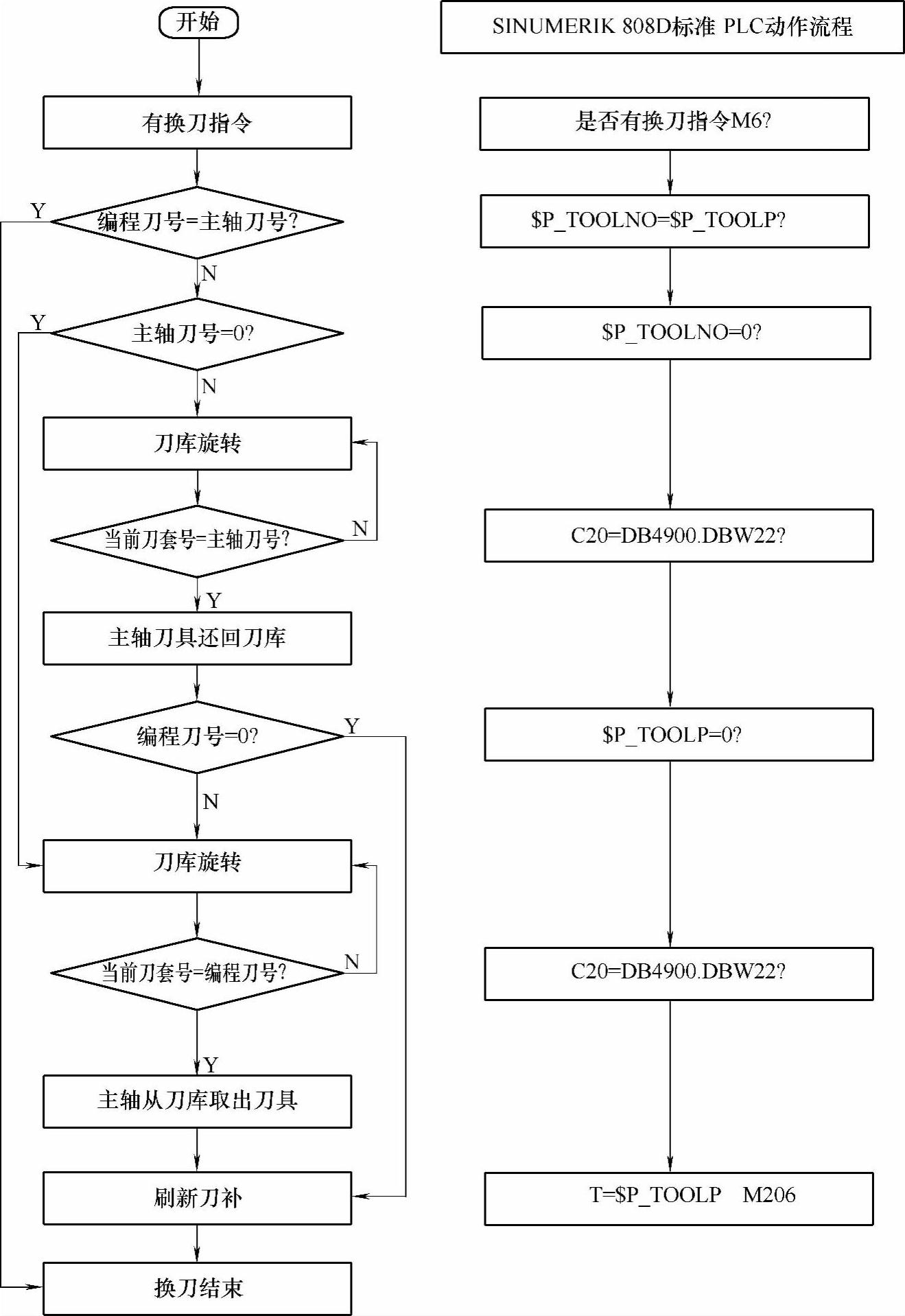
图4-49 换刀宏程序流程图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。