



西门子SINUMERIK 808D数控系统PPU后侧有±10V模拟量输出的主轴接口,同时也配备了一个相应的主轴编码器回馈接口。这样的设计可以确保SINUMERIK 808D数控系统的主轴能够进行速度连续运行方式、摆动方式、定位方式及进给轴方式等多种模式的运行方式,而不同模式之间的切换则需要涉及内部系统及PLC程序的控制。
要想明确SINUMERIK 808D数控系统内部系统及PLC程序在主轴运行及模式切换中所起到的基本控制功能和控制方式,首先要了解不同模式之间的关联和切换方式。在图4-43中,对SINUMERIK 808D数控系统主轴在不同模式之间进行切换的主要方式及基本控制过程进行了简要的说明。
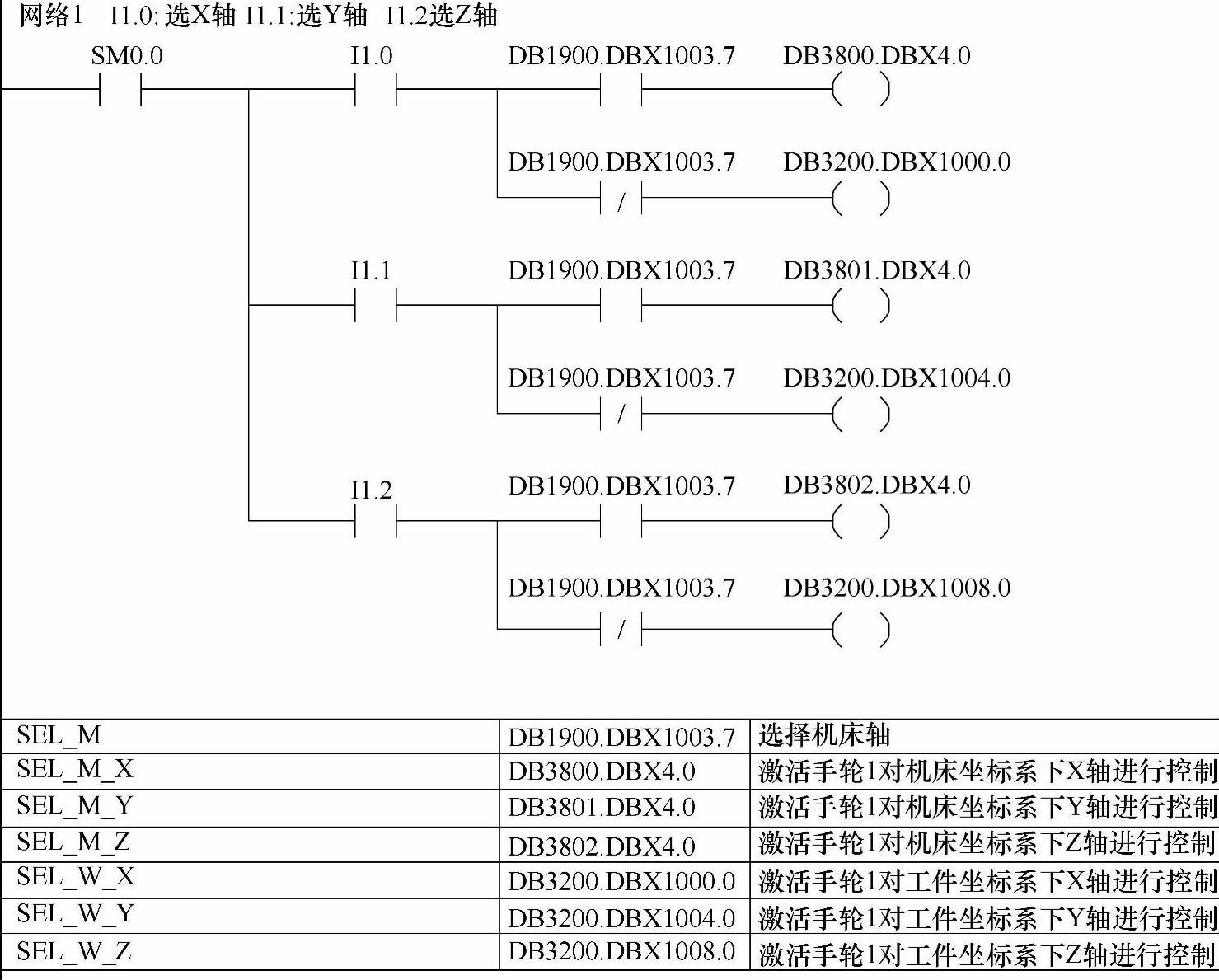
图4-42 外部手轮PLC轴选程序示例
结合图4-43中所描述的主轴模式切换过程的示例图,将对几个主要的主轴运行模式之间的切换过程进行具体的描述:
(1)速度连续运行方式变换到摆动运行方式
如果通过不同的主轴转速激活自动换档,或者通过使用指令M41~M45来指定换档,则主轴将从速度连续运行方式变换为摆动运行方式。需要注意的是,只有当主轴的目标档位不等于当前档位时,才可以从速度连续运行方式变换为摆动运行方式。
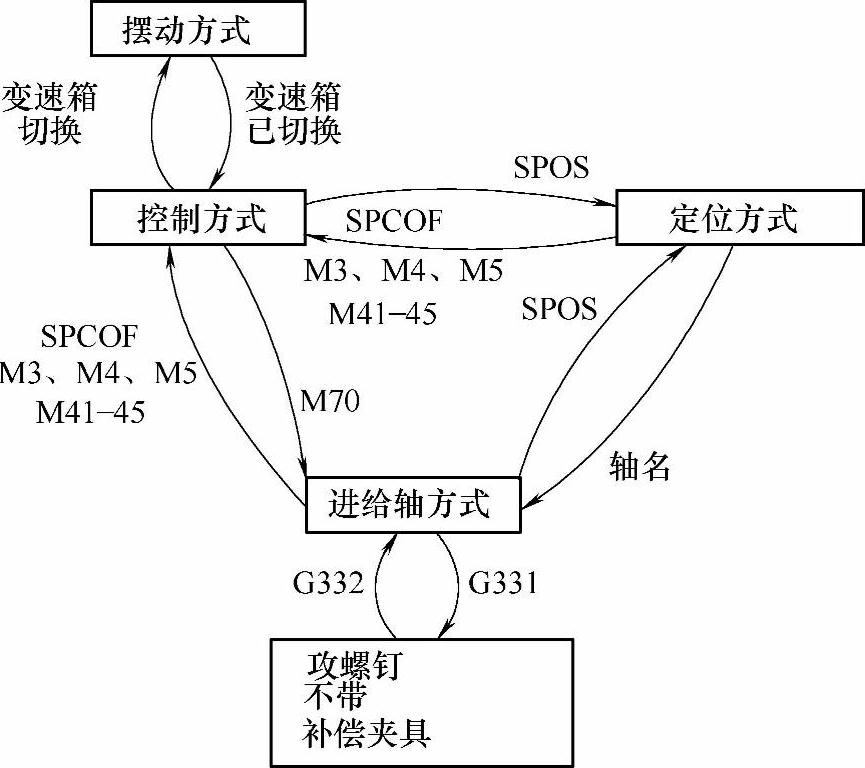
图4-43 SINUMERIK 808D数控系统主轴模式切换示例
(2)摆动运行方式变换到速度连续运行方式
如果主轴换档已经完成,则系统内部会自动对主轴的摆动有效信号DB3903.DBX2002.6进行复位,并将该信息传递到PLC程序中,其表现即为PLC接口信号DB3903.DBX2002.6=0,此时主轴退出摆动运行方式,变换为速度连续运行方式,加工程序中最后编程的主轴转速将再次生效运行。
(3)定位运行方式变换到速度连续运行方式
如果主轴当前运行在定位运行方式下,并且接收到旋转指令(M3、M4)或停止指令(M5),则主轴的运行方式会变换为主轴速度连续运行方式。
(4)速度连续运行方式变换到定位运行方式
如果主轴在速度连续运行方式下接收到SPOS指令,则主轴的运行方式会变换为定位运行方式,且主轴将定位停止到指定的角度。
(5)定位运行方式变换到摆动运行方式
如果要结束主轴定向,可通过使用指令M41至M45切换到摆动运行方式。换档结束后,加工程序中最后编程的主轴转速值和M5主轴停止指令将再次生效。
(6)速度连续运行方式变换到攻螺纹、螺旋插补运行方式
使用攻螺纹指令或者螺纹指令,将主轴的运行方式由速度连续运行方式变换到攻螺纹、螺旋插补运行方式之前,首先需要通过SPOS指令将主轴切换到位置运行方式。
在了解了主要的主轴运行模式进行切换的原则之后,再回到使用SINUMERIK 808D数控系统中的PLC程序对主轴进行控制的问题上来。不论主轴以何种模式进行运行,最基本的核心都是要通过PLC程序和系统内部的逻辑处理,给主轴的电气端以相应的信号。(https://www.xing528.com)
在SINUMERIK 808D数控系统控制中,要想确保主轴可以进行正常工作,必须要给定的使能信号有以下两个(下面的分析中,均假设第四轴为主轴):
1)脉冲使能信号:即使得DB3803.DBX4001.7=1
2)伺服使能信号:即使得DB3803.DBX2.1=1
以图4-44为例,简要地谈谈在标准PLC程序中,对主轴使能信号的给定与处理过程。
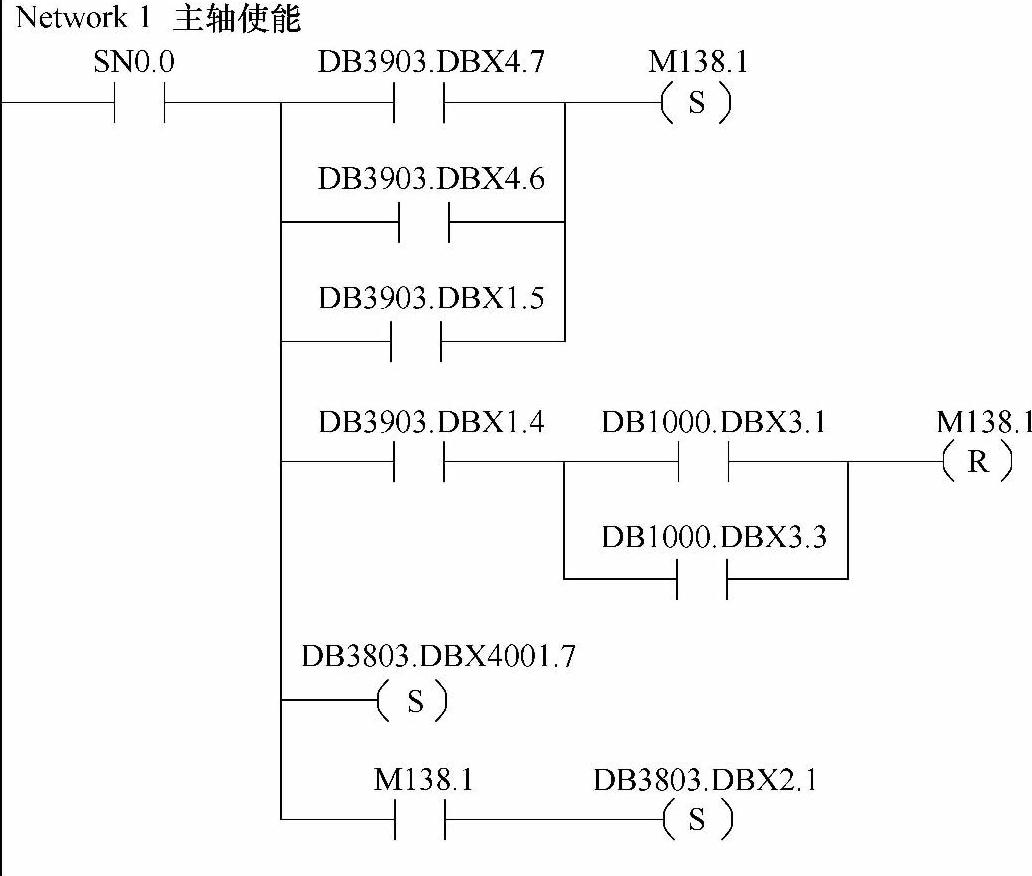
图4-44 主轴伺服使能PLC程序示例
当没有指令输入的情况下,主轴处于自由状态;当有主轴指令输入的时候,一般可以将PLC程序的处理过程分解为以下几步:
1)在PLC程序中,通过对DB3803.DB4001.7进行置位,已经激活了主轴的脉冲使能。
2)系统接收到M3、M4、M5、SPOS或者手动正反转等主轴相关指令。
3)根据所输入的指令不同,系统内部会进行相应的处理,进而判定主轴的状态。一般来说可以分为以下几个状态:
①主轴正转:此时系统会自动将该状态反馈给PLC,表现为DB3903.DBX4.7=1。
②主轴反转:此时系统会自动将该状态反馈给PLC,表现为DB3903.DBX4.6=1。
③主轴停止,但已就绪:此时系统会自动将该状态反馈给PLC,表现为DB3903.DBX1.5=1。
4)在系统判定上一步的状态实现后,如4-44图所示,可以通过对中间变量M138.1进行置位,从而激活主轴的伺服使能,即使得接口信号DB3803.DBX2.1=1
5)至此,主轴的两个相关的使能信号全部到位,主轴可以进行正常的工作。
6)而当需要主轴停止的时候,必须确保主轴完全静止后,系统才能复位伺服使能接口信号。如图4-44中所示,系统必须和PLC程序交换以下信息,并置位相关信号后,才能够断掉主轴的伺服使能信息,完成主轴停止的指令。
①主轴端反馈信号给NCK,显示主轴实际已经停止,即使得DB3903.DBX1.4=1。
②通过操作MCP,给出主轴停止信号(DB1000.DBX3.1=1);或复位信号(DB1000.DBX3.3=1)。
此外,对于车床而言,还需要额外考虑卡盘上工件是否已经卡紧;对铣床而言,则需要额外考虑刀具是否已经卡紧。如果这两个条件没有满足,同样不能够起动主轴。同理,在主轴旋转状态下,也不能松开卡盘上的工件或者主轴上的刀具。同时,如果在实际应用中有制动信号,那么还需要进行相应的安全联锁设计和操作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。