



V法铸造在灰铸铁件上的应用较为广泛,但很多厂家在生产过程中都出现过不同的质量问题。要想保持稳定的质量,就必须要进行生产过程的质量控制。通过对生产过程数据统计进行分析、改进,能够建立符合本厂产品工艺要求和质量控制的文件,保证产品质量实现产品的可追溯性,满足客户要求,使企业良性发展。
1.建立铸件的识别编号(即铸件编号)
1)根据客户提出的要求,进行具体规范。
2)生产厂家可自行制订,如生产日期及序号等。
2.产品的外观质量统计
由质检人员担当,采集点设在抛丸工作之后及清理工作之前,主要内容是对外观质量缺陷进行判定并做出具体的判定记录。
3.产品的化学成分及力学性能统计
由专业人员担当,采集点设在熔炼区域及铸件本体。具体内容如下:
1)化学分析内容:五个元素C、Si、Mn、S、P。方法:光谱分析法及光谱试块;化学分析法及本体取样。
2)力学性能内容:抗拉强度方法(利用拉伸试验机及试棒);冲击吸收能量方法(利用冲击试验锤及试块);硬度方法(利用硬度计)。
4.各工序的工艺要求
(1)造型 硅砂颗粒度检测:筛网;涂料浓度检测:波美计;涂料表面干燥状况检测:目视干燥程度。(https://www.xing528.com)
(2)真空压力控制与落砂 浇注时高压数据检测:压力表;浇注后高压保持时间测量:计时;浇注后低压保持时间测量:计时;保温时间及落砂时间测量:计时。
(3)浇注过程 记录炉次、包次、试棒号及试块号;出铁液温度测量:插入式热电偶;浇注温度测量:插入式热电偶;浇注速度测量:计时。
5.数据分析
通过上述数据的汇总,结合产品的化学成分、力学性能统计,基本可以判定产品的质量。在试制新产品时,可利用上述方法进行判定,同时也可制订详细的工艺要求及控制文件。
批量生产时,严格执行制订的工艺要求及控制文件,就能够保持稳定的产品质量。
6.举例说明
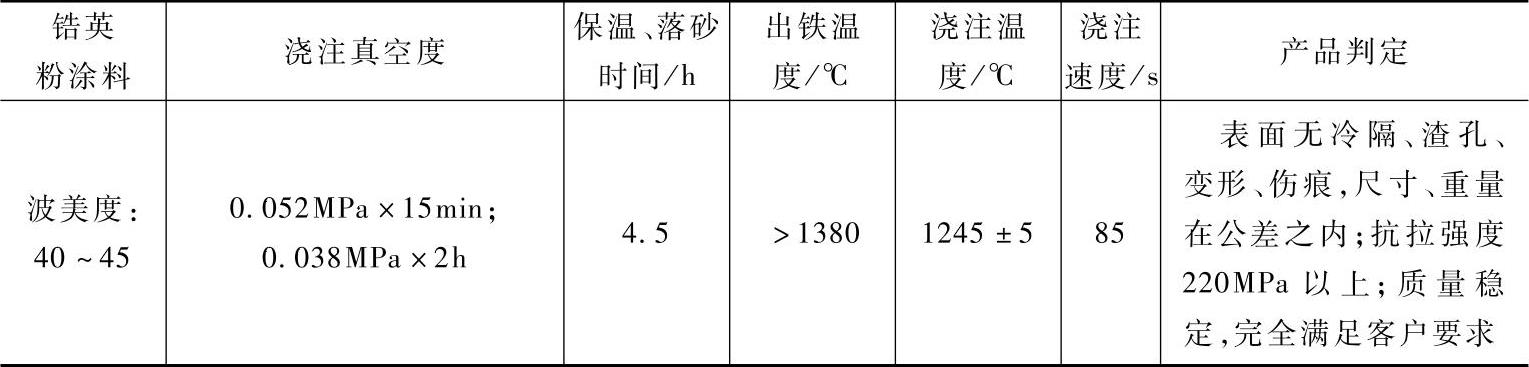
某产品外形尺寸:1560mm×1206mm×256mm,材质:HT200,重量:2100kg,典型厚壁件。
通过统计报表分析,得出表13-41的工艺参数。
表13-41 V法铸造工艺参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。