



1.铸钢摇枕、侧架结构特点
铸钢摇枕、侧架属于典型的薄壁箱体类铸件,以国内通用的k6型转向架为例,摇枕平均壁厚24mm,侧架平均壁厚18mm;最大轮廓尺寸:摇枕2429mm×508mm×427mm,侧架2386mm×440mm×631mm;铸件采用B+级钢材质,其材料牌号为ZG25MnNiCr。
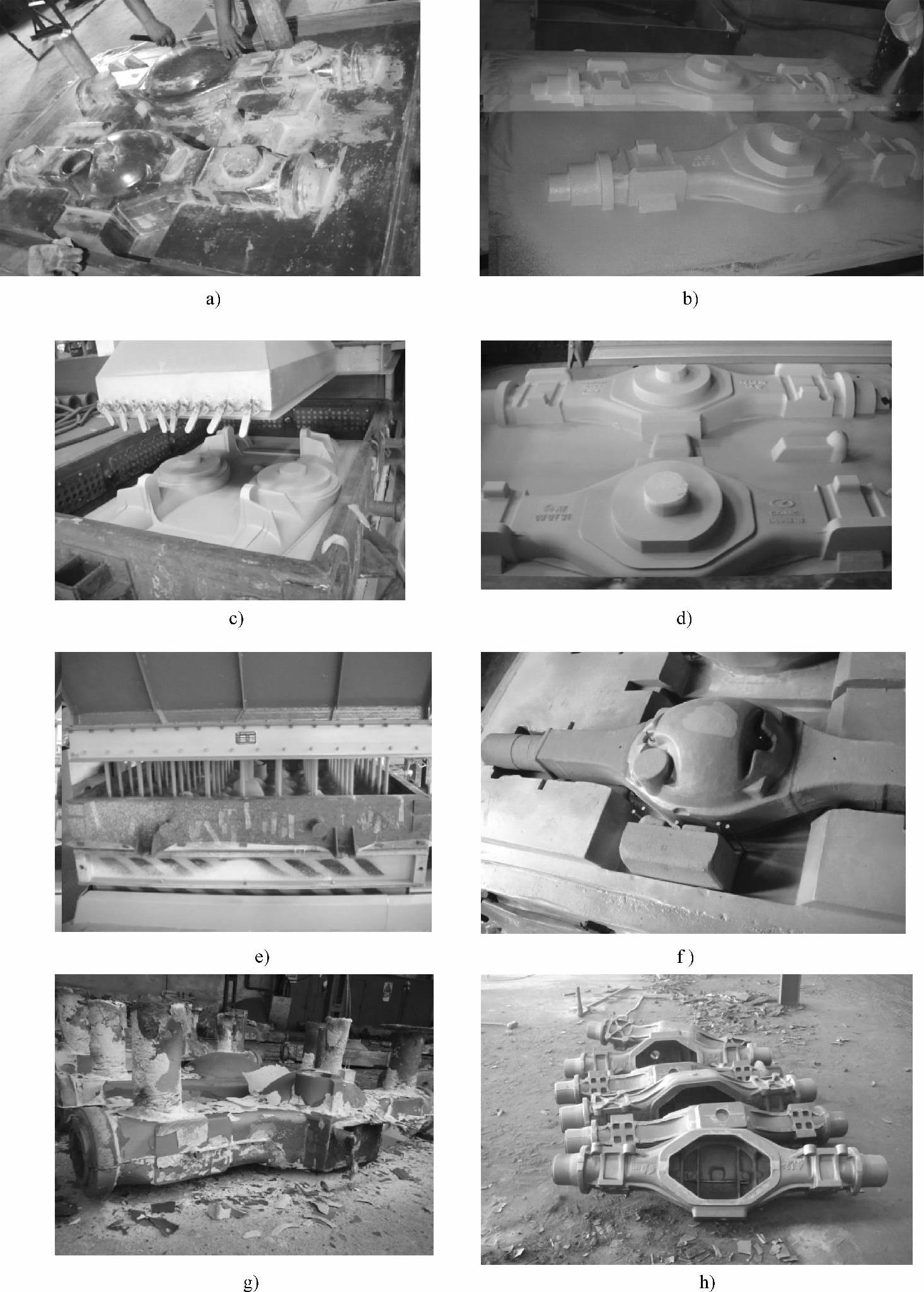
图13-68 V法铸造桥壳过程
a)覆薄膜 b)喷涂料 c)低温加热干燥 d)干燥后的涂层 e)填砂 f)下砂芯 g)浇注后涂料壳剥离良好 h)清砂后的桥壳铸件表面光洁
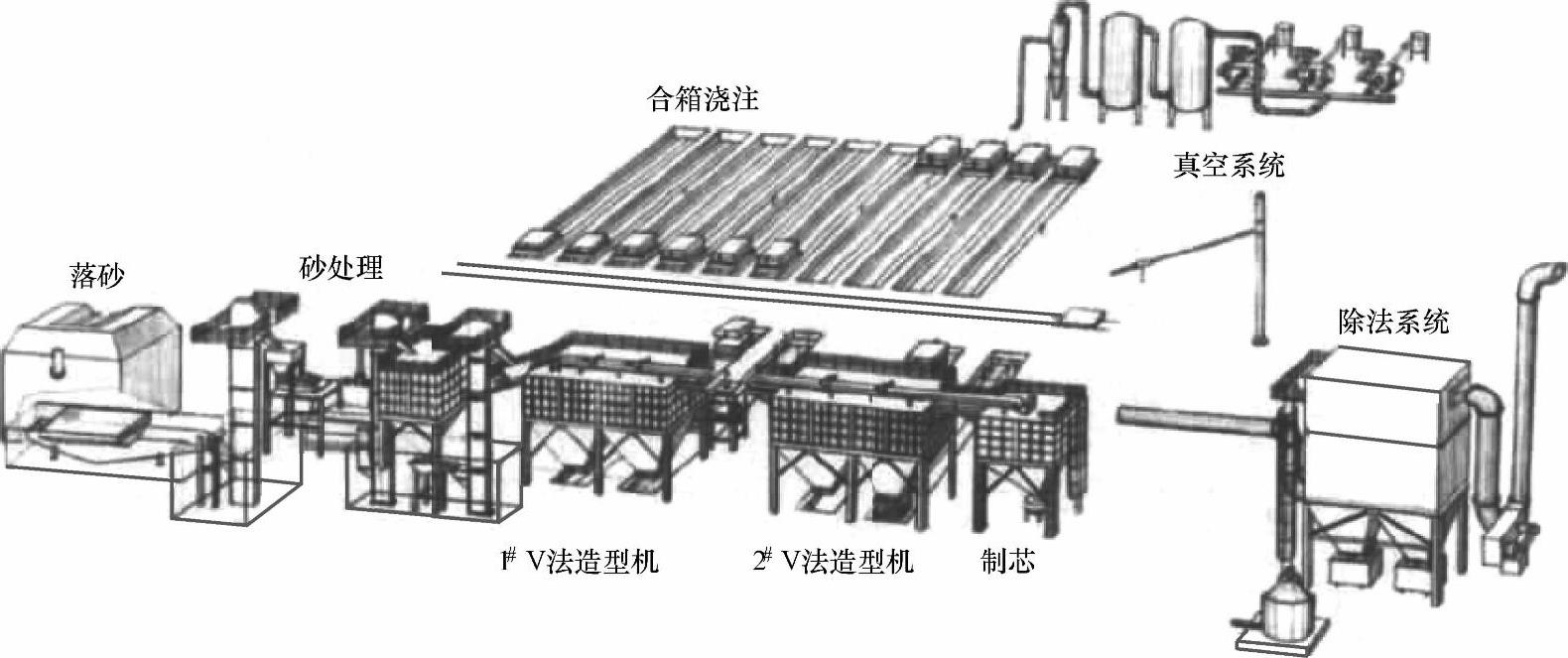
图13-69 桥壳半自动V法铸造生产线
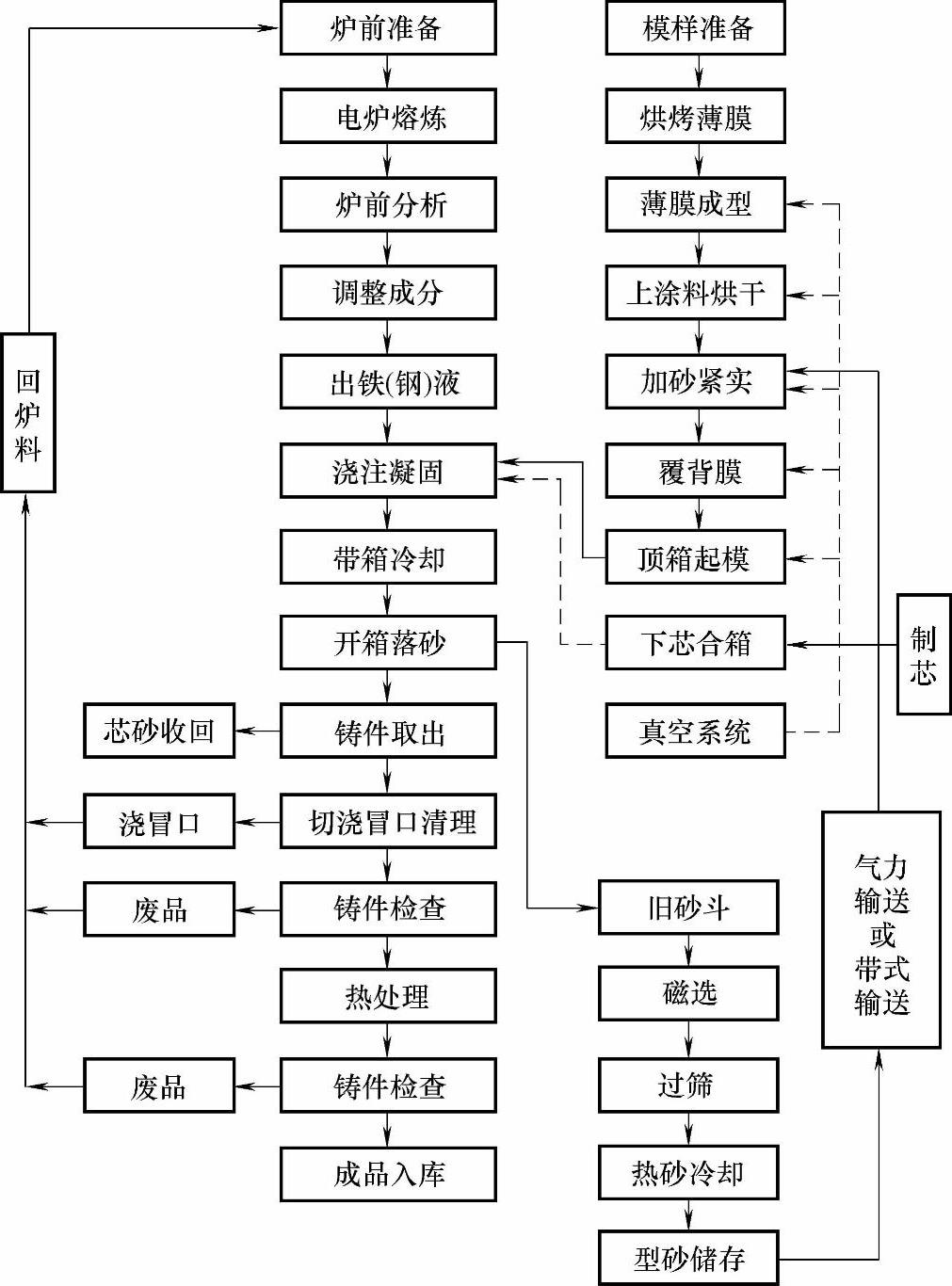
图13-70 V法铸造生产工艺流程
k6型转向架摇枕、侧架(见图13-71和图13-72)的结构特点是内腔复杂、轮廓尺寸较大、壁厚较小、各相邻平面壁厚差异较大、相交处形成热节、热节比较分散,故浇注时铸件温度场不均匀,很难形成顺序凝固和同时凝固,铸件内部密实度不容易保证。
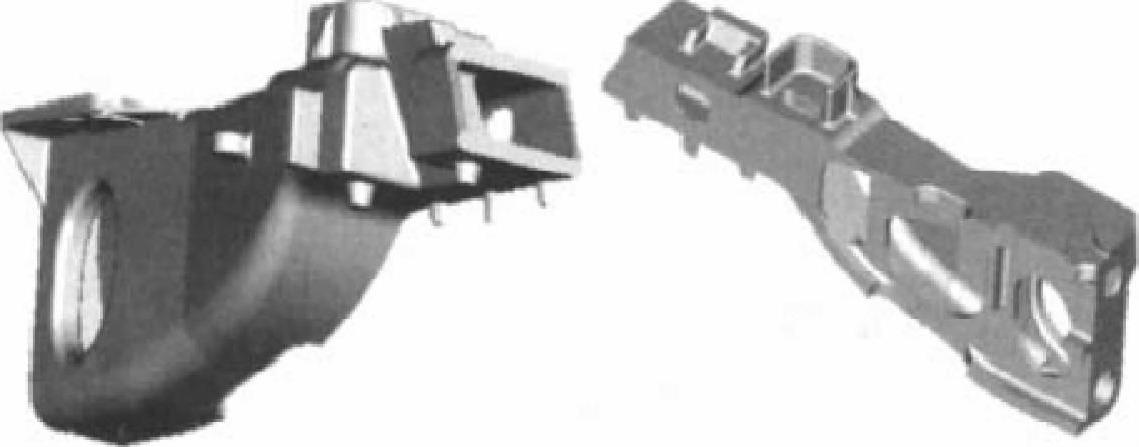
图13-71 k6摇枕三维图
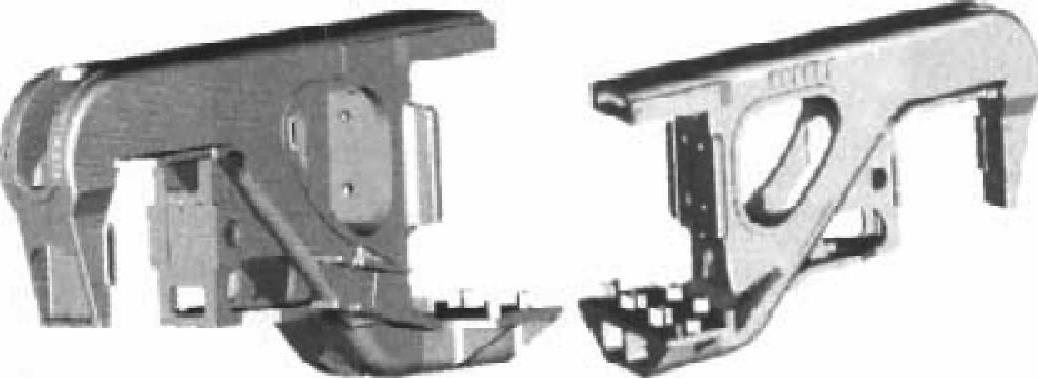
图13-72 k6侧架三维图
2.铸造工艺方案的确定
根据产品的结构特点,选择机械造型平做平浇的工艺方案,采用两箱造型,一箱一件。铸型采用V法造型工艺在单机上生产,砂芯采用酯硬化水玻璃砂在制芯线上生产。采用5t碱性电弧炉冶炼钢液并采用10t底注式钢液包浇注,铸件在浇注场地落砂后采用抛丸机对铸件内外表面进行清理。
3.主要材料性能指标(https://www.xing528.com)
(1)型砂 型砂采用粒度70/140目和40/70目的精选砂,有的厂家选择通辽的浮选砂,粒度40~140目,SiO2含量(质量分数)不小于96%,酸耗值不大于5mL,含水量(质量分数)不大于0.2%,含泥量(质量分数)不得大于0.2%。
(2)涂料 采用醇基锆英粉涂料(与塑料薄膜要有良好的附着性),涂料密度1.65~1.75g/cm3,ZrO2含量(质量分数)≥65%,发气量<17mL/g。
(3)塑料薄膜 薄膜密度0.93~0.94g/cm3,软化点80℃,断裂点强度≥18MPa,断裂伸长率≥650%,面膜厚度0.12mm,背膜厚度0.08mm。
4.浇注系统设计
设计明冒口作为补缩和V法造型浇注时真空连接通道,采用底注式钢包对铸件进行浇注,钢液包浇注口选择ф60mm,以利于浇注时钢液快速充满型腔,减少铸型长时间处于钢液辐射热的作用而导致各种缺陷。
按照浇注孔截面积确定内浇道、横浇道和直浇道的总截面积,比例关系为F孔:F内:F横:F直=1:2:1.8:2。按照上述比例设计各浇道结构和尺寸。
5.主要工艺参数
为获得较好的砂型紧实度,砂型真空度设为6kPa以内(有的厂家设为4~4.5kPa)。为使铸件得到良好补缩,减轻铸件热裂纹倾向性,改善铸型的散热条件和收缩阻碍,减轻铸件热裂纹倾向性,浇注温度控制在1570~1590℃。浇注时间:侧架小于25s,摇枕小于30s。有的厂家在浇注后10min撤除真空,浇注后4h落砂。
6.工艺过程和铸件质量评价
实践表明,V法造型生产的摇枕、侧架表面质量较高,铸件轮廓清晰,铸件尺寸精度高(公差等级可以达到CT7~CT8),表面光洁(铸件表面粗糙度可以达到12.5~50μm),铸件的内在质量、理化性能和致密度等能够满足铁道部的各项技术标准。
铸件表面未发现肉眼可见裂纹,经整体荧光探伤机检查,铸件表面毛细裂纹缺陷较少,证明该工艺方法热裂纹倾向性较低。经解剖和X射线探伤检查,铸件密实度优良,远远优于普通砂型铸造生产的铸件。由于型砂无任何黏结剂,浇注后解除真空后型砂自行散落,铸件落砂、清理简单。造型过程由于没有配砂、硬化等普通砂型铸造的过程,覆膜和紧实依靠工装设备完成,因此造型方法简便,容易掌握。
7.经济分析
某公司对已应用过的几种工艺的造型辅料消耗成本、电能消耗成本及冷铁消耗成本所形成的总成本进行了比较分析,结果见表13-40。由表13-40可见,V法工艺成本较低。
表13-40 每吨铸件综合变动成本 (单位:元)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。