



1.真空度
为了保证工艺要求的抽气速度及铸型硬度,真空度应控制在0.04~0.08MPa。影响真空度的主要因素有真空泵的抽气能力、负载砂箱的大小、数量及真空管道的漏气情况。特别应注意,在起模时真空度应小于0.05MPa,否则容易塌箱。另外,浇注时真空度过小会出现机械粘砂现象。
2.铸型负压度的控制
铸型负压度的控制包括真空度和抽气速度两个方面。V法铸造在浇注和冷却期间,铸型必须保持一定的真空度,其主要作用如下:
1)固定松散的干砂如果保持铸型有足够的强度和刚度,则在浇注时可防止铸型坍塌和铸件变形。
2)能消除浇注时涂料、薄膜汽化产物对现场的污染。
铸型的强度与负压度的大小密切相关,浇注时铸型内负压度的变化如图13-50所示。
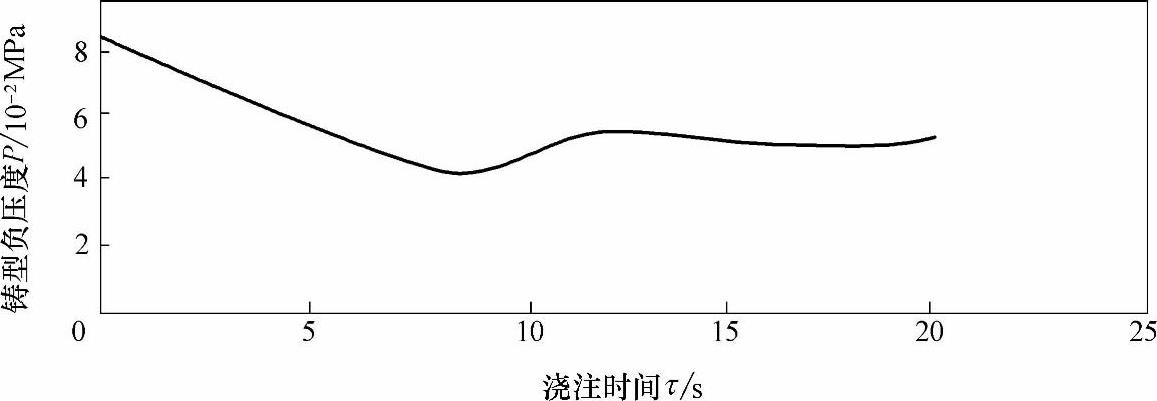
图13-50 浇注时铸型内负压度的变化
生产实际表明,铸型内负度大于0.044MPa时,铸型就可以保持足够的强度和稳定性,而当型内负压度小于0.038MPa时,铸型发生胀箱、变形及座箱的倾向增大。
在实际生产中,一般依据真空罐上的真空表及型箱的桩头真空表反映出的负压度来调节生产。但是由于真空罐容积大,浇注时真空罐上的负压表显示的负压度变化不是十分明显,而实际上,浇注时随着薄膜的汽化和密封涂料层受到破坏,铸型内的实际负压度却发生了很大变化,按浇注条件的不同,负压度将减小0.01~0.03MPa,因此必须不断地抽气,才能维持铸型内一定的负压度。正确选择真空泵是保证V法铸型维持合适负压度的前提。
真空泵动力消耗可按下式计算:(https://www.xing528.com)
W=Kn(V1+βmQ+B)
式中 W——真空泵电机功率(kW);
K——系数,此处K=2~6kW/m3;
n——砂箱个数;
V1——砂箱体积m3;
β——安全系数,取β=3~10;
m——每个砂箱内EVA薄膜重量(kg);
Q——EVA薄膜发气量,取Q=0.2~0.3m3/kg;
B——冒口的出气量,取B=0.2~0.3kW/m3。
此外,浇注时还必须保护密封塑料薄膜不被烧失,否则,将显著降低铸型的负压度及强度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。