



下面以环状铸钢件为例,介绍V法工艺生产过程,如图13-48所示。
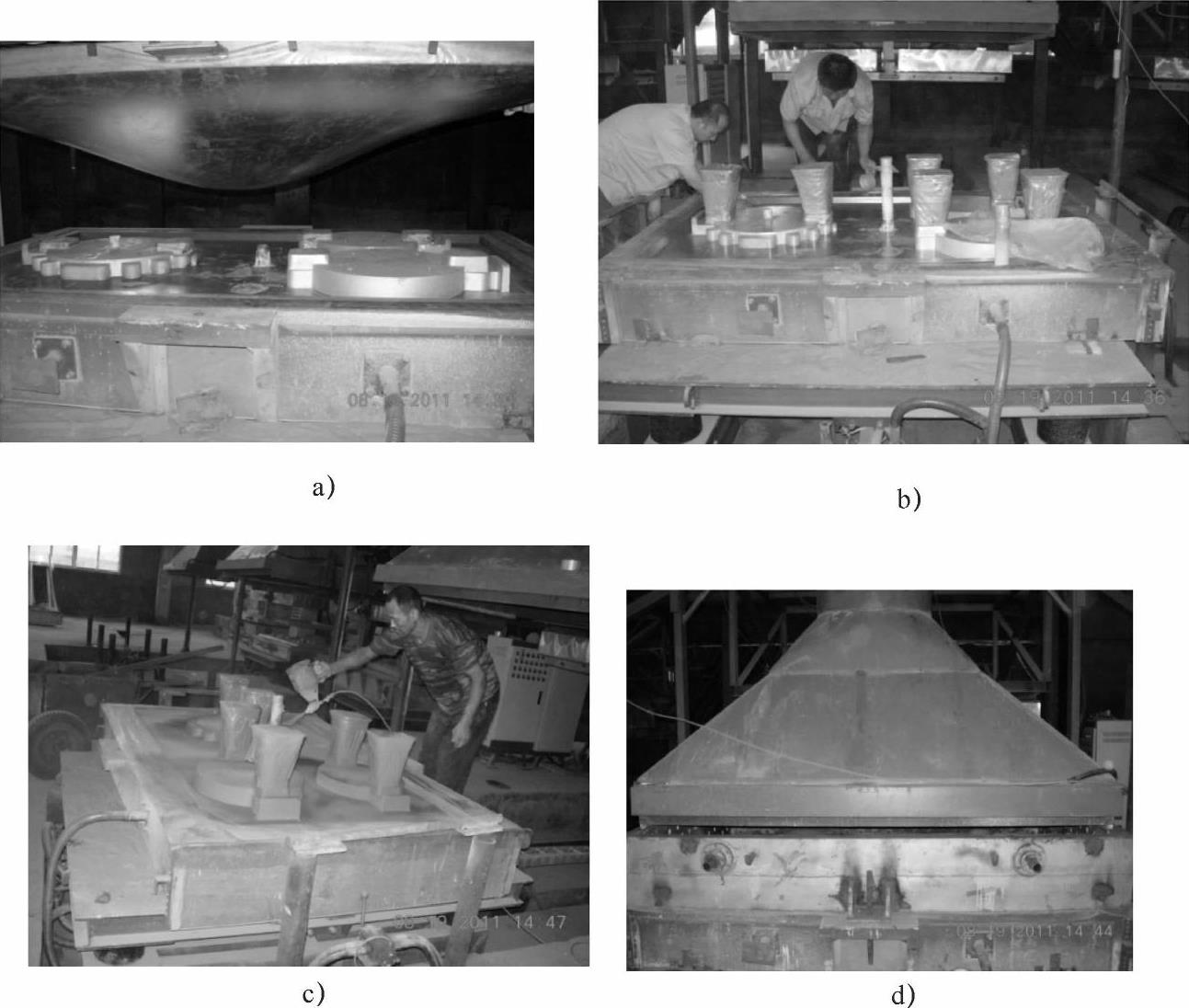
图13-48 V法铸钢件生产过程
a)烘烤薄膜,开始覆膜 b)覆膜完毕 c)喷涂料 d)涂料层干燥

图13-48 V法铸钢件生产过程(续)
e)干燥后的涂层 f)填干砂 g)震实 h)起模 i)下芯 j)合箱 k)浇注 l)落砂清理后的铸件
1.在模样上覆膜
由于V法造型的特点,模样表面质量的好坏直接反映在铸件表面,特别是表面粗糙度。因此,要求模样表面质量比普通模样表面高,而巨将模样固定在底板上组装成模板刷银粉涂料,并在模样上设置数个0.5~1mm的通气孔,孔的位置和间距要适当,不易贴覆好薄膜的凹凸、折边、拐角处要特别注意开设通气孔。孔的总面积也要注意,因为它影响吸膜速度。孔的总面积太小,吸膜速度慢,往往成型不良。
EVA塑料薄膜的软化温度为90℃。将EVA塑料薄膜均匀加热,出现镜面,开始下垂时(镜面下垂250~300mm),在抽真空的作用下覆于模板上,吸膜真空度为0.04~0.08MPa。对于破损处可用厚0.1mm薄膜贴覆,不平及未帖服处吹热风帖服,局部折皱处剪开贴平。
实践证明,EVA塑料膜在60s左右被加热到60~80℃时成型最理想。
2.施涂涂料
施涂涂料最好是喷涂,在条件不具备的情况下也可涂刷,但必须要做到均匀涂刷。涂料厚度为0.5~1mm,自然干燥或吹热风干燥。干燥设备及其方式对其干燥效果影响较大。图13-49a所示为石英电热管加热,其在烘烤带有浇冒口棒的铸型时,为兼顾到烘烤浇冒口棒和铸件铸型,石英电热管加热罩下降高度不能太低,以免干燥效率低和干燥不均匀;而图13-49a所示为带热风管的干燥器,其可通过增减热风的风量和压力,尽量使热风吹到铸型的每一角落,因而干燥效率高,干燥均匀。

图13-49 V法涂料层加热干燥方式
a)石英电热管加热干燥 b)吹热风干燥(https://www.xing528.com)
3.加砂
V法砂箱比一般砂箱要复杂,成本较高,主要的区别是设置了过滤抽气装置。砂箱四壁要密封,周边的结构要有利于覆盖薄膜后的密封,减少漏气。将砂箱放在模板上,然后加砂子,砂子要高出砂箱的高度。
4.震实
上一步骤完成后,将装满砂子的砂箱连同模板放到震实台上进行震实。震实台的振幅不能过大,频率不能过低,否则达不到紧实的目的。
在加砂量达1/3左右时开始微震,震实时间根据砂的多少及工件大小来选择,一般为30~60s,型砂容积紧实率[(V堆-V紧)/V堆]为11%~13%。时间的调整由控制装置完成。
5.起模
震实后,砂箱上面同样盖一层塑料薄膜(不需加热),在抽真空的作用下不起模。要注意砂箱的平衡,否则,塑料、涂料层破损,型腔尺寸发生变化,铸件质量得不到保证。
6.下芯
下芯不能损坏塑料薄膜和涂料层。
7.合箱及浇注
合箱时要确保合箱后型腔与大气相连通。
浇注温度比砂型浇注温度要低,浇注速度要快,绝对禁止中间停流。
8.铸件冷却
由于铸型的保持必须消耗大量动力,其保压释压时间应根据铸件结构和大小来确定。实际生产中,通常大件浇注后保持真空1.5~2.5h,再减压1.5h,然后解除真空。也有人认为,砂箱一般在金属液凝固10~20min后即卸压。此时应注意对铸件进行保温,尤其对壳类、长条类等易变形的铸件,必要时应采用补强等工艺措施。另外,冷却和保温时间由材料和铸件尺寸决定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。