



1.V法铸造涂料的相关性能指标
随着V法铸造工艺的应用和推广,相关涂料的科研、生产和销售的单位越来越多,而各单位涂料的品质、性能参差不齐,对涂料指标性能的要求也不一样,缺乏行业统一性。从长远来看,这在很大程度上会阻碍其工艺的推广和发展。所以,研究V法铸造用涂料的性能及其检测评价标准,已是铸造工作者亟待解决的课题。
V法铸造是一种特种铸造工艺,其所用涂料与砂型铸造用涂料相比,既有相同之处,也有不同之处。相同之处主要有密度、黏度或波美度,以及悬浮性等物理性能和具有高耐火度、烧结剥离性好、发气量低等使用性能,而不同之处在于其工艺性能,主要有干燥性、附着性、耐磨性等工艺性能,要求涂层干燥后强度高,不分层,不开裂等。
2008年修订公布的JB/T 9226—2008《砂型铸造用涂料》规定了砂型铸造涂料的密度、条件黏度、6h和24h的悬浮率、发气量、涂层耐磨性,以及涂覆、烘干、冷却后涂层外观和高温暴热裂纹等级等指标及其测试方法。其中涂料的密度、条件黏度、6h和24h的悬浮率、发气量和涂层外观的指标及其检测方法可用于V法铸造涂料,而涂层耐磨性和高温暴热裂纹等级两个指标及其测试方法不适用于V法铸造涂料,因为其测试时所用试样是砂型(芯)。
为此,下面重点介绍V法铸造涂料干燥性、附着性和耐磨性等特殊工艺性能指标的检测及其评价方法。
2.干燥性
所谓涂层干燥性,是指在特定条件下,涂覆于塑料薄膜表面的一定厚度的涂层的溶剂载液挥发、干燥的程度,以载液挥发、干燥所需时间(min)来表示。
V法铸造涂料通常采用有机溶剂作为载液,将其涂覆在EVA薄膜表面。由于溶剂的挥发,使涂层的黏度逐渐增加,由流动变成不流动,固化成膜,直至挥发掉最后的溶剂,从而使涂层具有强度。在一定条件下,溶剂载液挥发的速度越快,涂层干燥的速度也就越快。干燥方法一般采用自然干燥或低温烘干。自然干燥即不采用任何措施,依靠涂料溶剂的自然挥发干燥。这种干燥方法在很大程度上取决于外界的自然条件,即如果室内的温度较高,则自然干燥的速度较快,反之亦然。
低温烘干即对涂层进行低温加热,以达到干燥涂层的目的。此种方法干燥速度快,干燥时占用场地和设备比较少,烘干范围广泛,对型腔内部的各个角落都可以进行干燥,从而对烘干的质量进行保证。低温烘干可以使得涂层的物理力学性能得到增强,也可以避免干燥中的涂层沾染杂物,有效减少有害溶剂的挥发。
为提高生产效率,实际生产中绝大多数均采用半封闭或封闭的低温(50~60℃)烘干方式进行干燥。在一定温度下的烘干过程中,如果烘干时间不足,涂层未完全干燥,则涂层发气量大,易造成铸件浇不足、气孔等缺陷;但烘干时间过长,则浪费能源,影响生产效率。好的V法铸造涂料,干燥时间应较短(说明涂料能够在较短的时间内干燥),具有良好的干燥性能。
有人在实验室条件下,采用了一种半封闭式的自制烘干装置和封闭式的烘箱烘干装置对干燥时间进行了测试。半封闭烘干装置由加热元件石英管、控温器、栅格及支架等组成。在支架上下左右和后面围上塑料薄膜,组成一个半封闭的空间,其中控温器置于其上方,通过按不同的按键来控制烘箱的温度。加热元件石英管置于半封闭空间的上方,距石英管30cm处设置一栅格,将喷好涂料的玻璃板放在栅格上,同时在栅格上放一普通玻璃温度计,测定玻璃板上实际的温度。
采用半封闭烘干装置测试的结果表明,在同一设定温度下,半封闭空间栅格板上的温度会随外界环境温度和湿度的变化而变化,故而所测定的涂料干燥时间会变动。因此,在实际干燥性的测试中采用了带有鼓风装置的干燥箱。其测试过程如下:
1)首先制作具有一定厚度的湿态涂层:①将EVA薄膜展平于玻璃片上,然后放上矩形不锈钢框片;②取一定黏度的浆状涂料试样,用羊毛刷涂刷或用喷枪喷涂于矩形不锈钢框片内(见图13-39),使其厚度稍超过矩形不锈钢框片的厚度,然后用不锈钢尺将其沿着不锈钢框片刮平。多次试验结果表明,湿态涂层约0.8mm,干态涂层约0.5mm。

图13-39 涂层制备
a)制备涂层 b)制备好的涂层
2)测定干燥性:①将鼓风干燥箱箱内升温至60℃左右,并用水银温度计校正温度,使其保持在60℃±2℃。②将涂有涂层的玻璃片放入鼓风干燥箱中,开始用秒表计时。③经过4min后每隔1min从干燥箱中取出涂有涂层的玻璃片,采用手搔法评定涂层的干燥性:用手指抚摸或蹭涂层就掉粉末,则说明涂层尚未干燥透彻;用手指甲划涂层才掉粉末,则表明干燥程度达到要求。记下干燥程度达到要求的时间(精确至min),即为涂层的干燥性。
在手搔法评定涂层干燥性的基础上,本研究还发明了一种毛刷划痕法,即在干燥的过程中,取代人手,而采用一种毛刷(汉江998猪鬃64mm油漆刷,见图13-40),取一定时间间隔轻刷涂层表面,当发现涂层由划痕量大、明显,划痕量少、较明显,划痕量少、不太明显直至划痕不明显(见图13-41)时,即评定涂层为干燥。记下此时的时间(精确至min),即为涂层的干燥性。

图13-40 实验所用的油漆刷
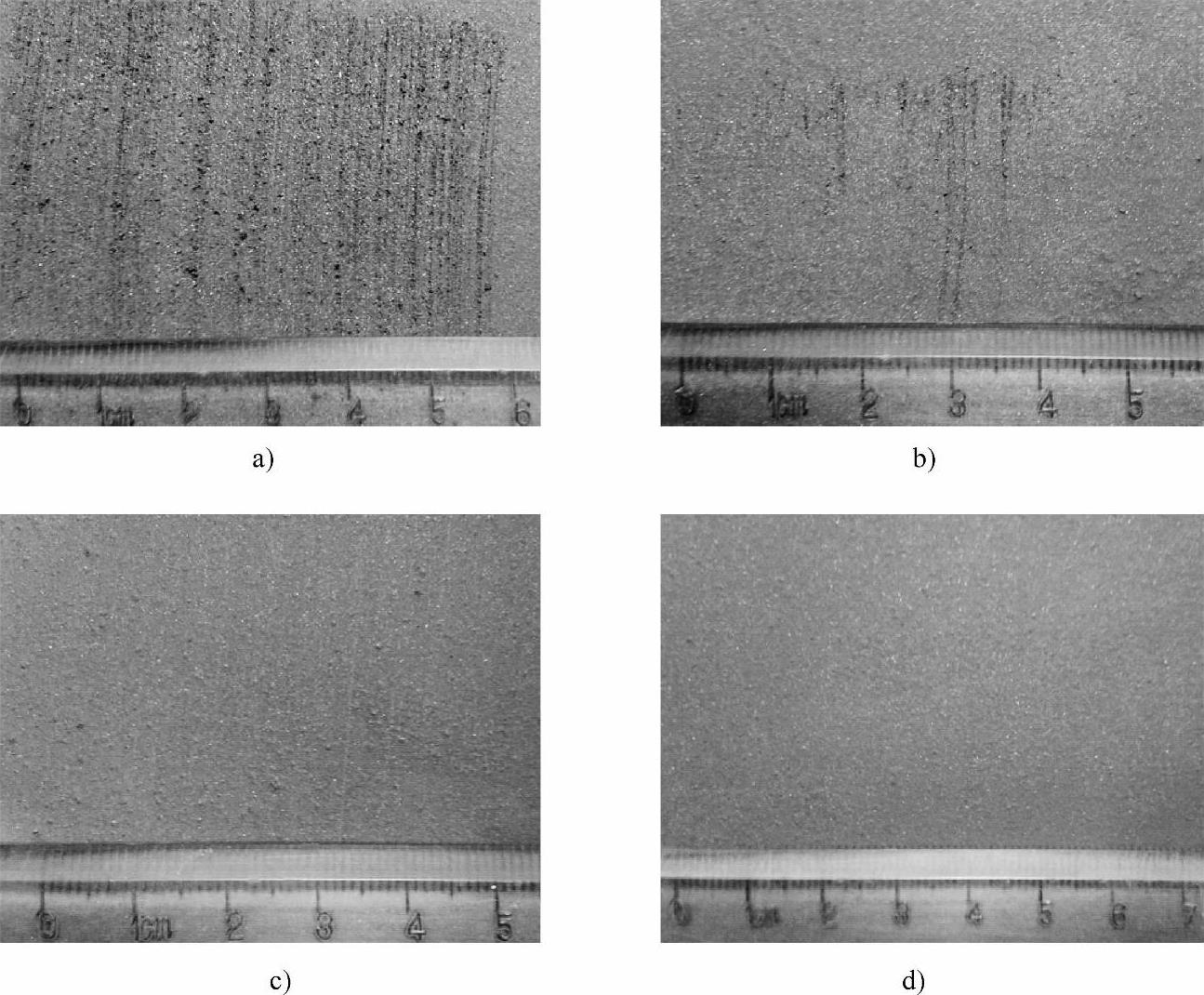
图13-41 毛刷划痕法判定涂层干燥
a)划痕量大、明显 b)划痕量少、较明显 c)划痕量少、不太明显 d)划痕不明显
3.附着性
所谓附着性,即在特定条件下,涂料载液溶剂挥发干燥后,其涂层在塑料薄膜上的附着力。其以附着性点数来表示。
涂料喷涂于塑料薄膜上干燥后,涂层即对塑料薄膜产生了附着力(其附着力分为机械附着力和化学附着力),而涂料对塑料薄膜的附着力主要是机械附着力,它取决于涂料成膜后形成的涂层机械强度。
一般认为涂层的附着性是因为成膜物质中聚合物极性基团—OH、—COOH与被涂表面极性基间相结合。当涂层表面有污染或水分时,会降低塑料表面极性,从而使得附着力降低。所以,在涂料喷涂前,一定要确定被喷涂塑料表面是清洁的,有较高的附着力。V法涂料对塑料薄膜附着性的好坏对铸件质量有着重要的影响。
其他涂料行业对涂层附着性的测试方法有三种,即棋盘格胶粘带法、划格法和划圈法。
(1)棋盘格胶粘带法 涂层干燥后放置1h,在涂层的中央部位,用刀刃在与涂层表面成45°左右的角度贯穿划割涂层,在涂层上的棋盘格部位粘上长约50mm的玻璃纸胶粘带,用橡皮按压使得胶带与涂层完全黏附,1~2min后,持胶带的一端使胶带与涂层表面呈直角瞬间剥离。观察被剥离的格数来判断涂料附着性的好坏。(https://www.xing528.com)
(2)划格法 同样是在涂料喷涂干燥后放置1h,用笔尖在与涂层表面成45°左右的涂层表面上划定格数,划割的深度同样要贯穿涂层,划出一组相互平行的、相同间距的50个交叉(约90°)方格(根据具体条件可划100个、20个不等),以此来观察涂层的附着力,即从没有剥落的格数占总格数的百分比来评价涂膜的附着力。
(3)划圈法 将样板放在画圈式附着力测定仪上,在一定负荷下划圆滚曲线,并巨测量圆滚曲线中格子面积的大小。划圈后若在某一等级部位的格子超过70%是完好的,那么认为该部位是完好,否则认为被损坏。凡第一部位内涂层完好者,则此涂层的附着力最佳,定为一级,依此类推。
综上所述,对于棋盘格胶粘带法,主要是针对附着力较强的涂层或者是多层涂覆的涂层,而V法铸造涂料只进行一次喷涂,涂料对塑料膜的附着力不需要如此大的黏附力来测量。划圈法的测定需要测量附着性的仪器,没有划格法测量方便、简捷,在实际生产中并不实用。划格法操作简捷、快速,在具体的实际生产中是一种对涂料进行粗略检验的好方法,因此选择划格法。
采用划格法评价涂层的附着性的过程如下:①在干燥后的带有玻璃板及EVA薄膜的涂层上,用圆珠笔尖与涂层表面成45°左右划定格数,划割的深度要贯穿涂层,划出一组相互平行的、相同间距(5mm)的50个交叉(约90°)方格;②计数剥落的格数。
实际测量涂料的附着性点数如图13-42所示。采用附着点数来表示涂层的附着性,其标准见表13-32。其中等级Ⅰ、Ⅱ为好,等级Ⅲ、Ⅳ为一般,等级V、Ⅵ为差。
表13-32 涂料附着性点数的标准
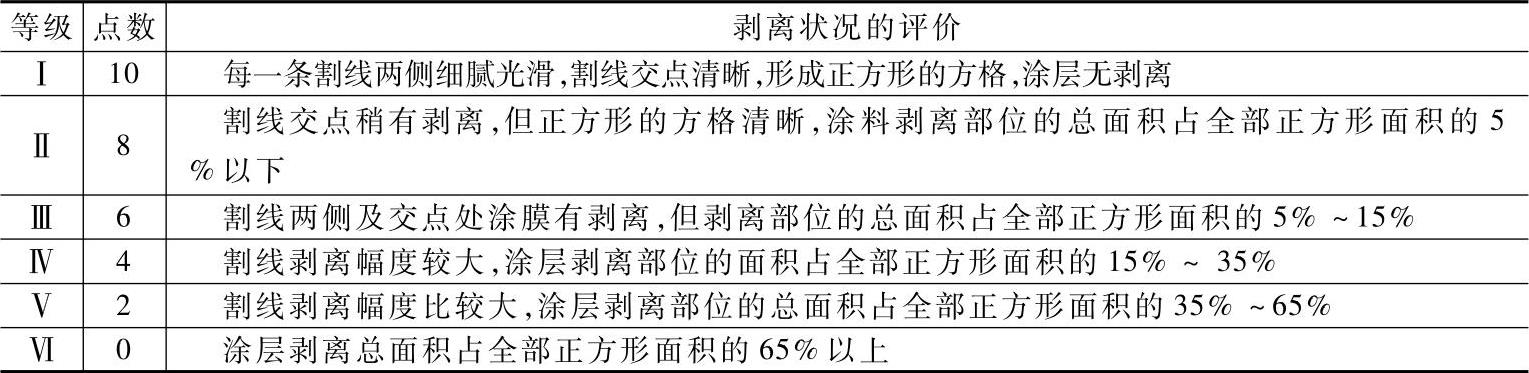
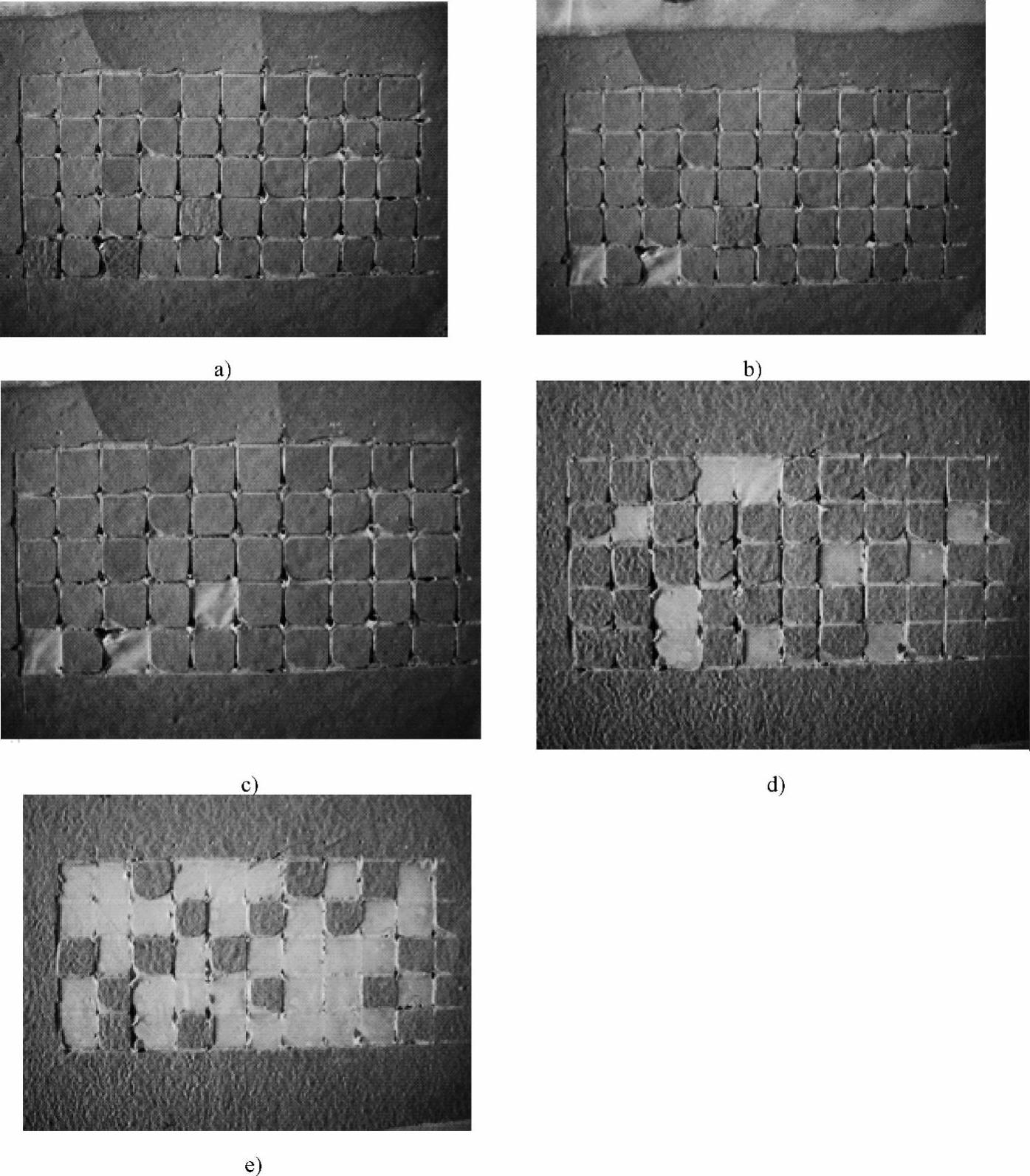
图13-42 附着性实际测量示意图
a)附着性点数为10 b)附着性点数为8 c)附着性点数为6 d)附着性点数为4 e)附着性点数为2
4.耐磨性
所谓耐磨性,即在特定条件下,涂覆于塑料薄膜表面的涂层抵抗外力冲击磨损的能力,用耐磨性指数表示。
V法铸造需要在塑料薄膜上喷涂涂料,并巨待其干燥后往砂箱中大量填砂,在填砂的过程中会有砂子不断地冲击涂料表面,若是没有好的耐磨性,在填砂和震实过程中就会破坏涂层,或使涂层减薄,甚至冲掉涂层,浇注后会使得铸件出现大量粘砂或粘涂现象。为此有必要模拟铸造过程测量涂料的耐磨性。
自制的落砂耐磨试验装置包括漏斗、支架、导管及45°平面的落砂装置(见图13-43)。其测试方法如下:①在落砂装置45°平面板上固定干燥后的带有玻璃板及EVA薄膜的涂层;②在漏斗中加入标准砂(落砂总装入量以漏斗容量的90%~93%为宜),然后控制开关,使得标准砂从漏斗顺着导管匀速流出(标准砂从漏斗流出2L所花的时间为16~18s),落在放置在45°平面上的涂层上(漏斗到45°平面的高度为100cm)。随着砂子的不断滑落,涂层表面的磨耗不断增加,并巨在落砂点附近形成了磨耗区。最终磨耗露出直径为4mm圆点的底材,整个磨耗区域大概是一个宽为25mm、长约30mm的椭圆形。
测量耐磨性的工作原理为:初始磨损时,涂层的磨耗量较大,但随着掉落的砂子不断地增加,涂层磨耗量逐渐减缓,而耐火骨料的颗粒会越来越凸出,与涂料基体的接触面积逐渐缩小,使得黏结力下降,当连接面积小到一定程度后,在落砂不断掉落冲刷的作用下,耐火骨料颗粒发生松动,并最终从基体上脱落下来。随着负载的增加,耐火骨料的破损趋于严重,凸出减少,以至于耐火骨料和黏结剂的结合起不到耐磨的作用,涂层耐磨性下降,宏观上表现为涂层破损。实验结果如图13-44所示。
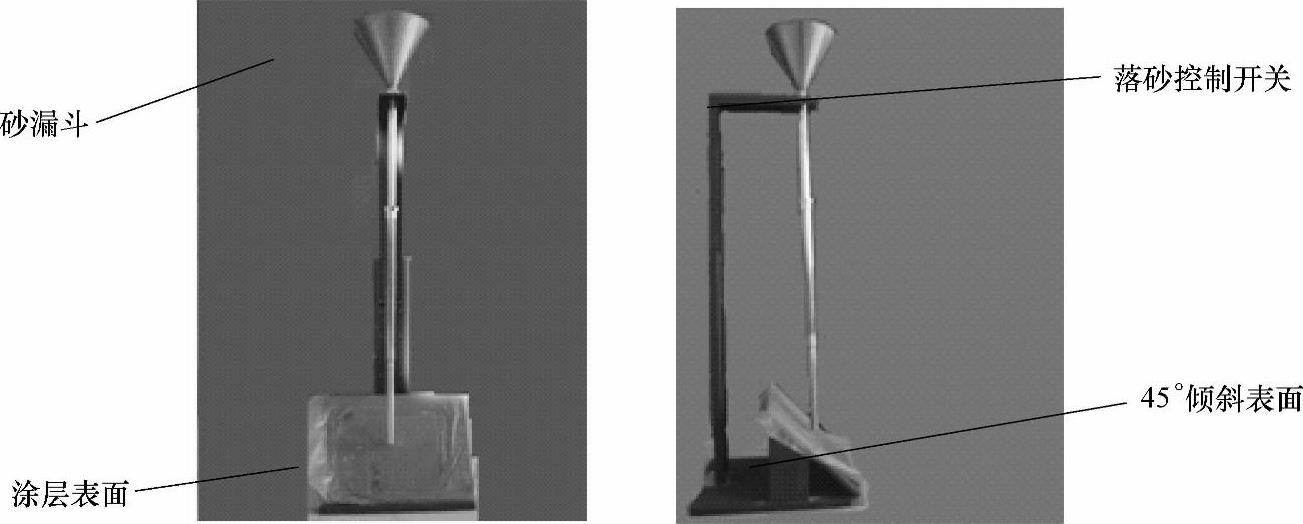
图13-43 测量耐磨性所用的实验设备
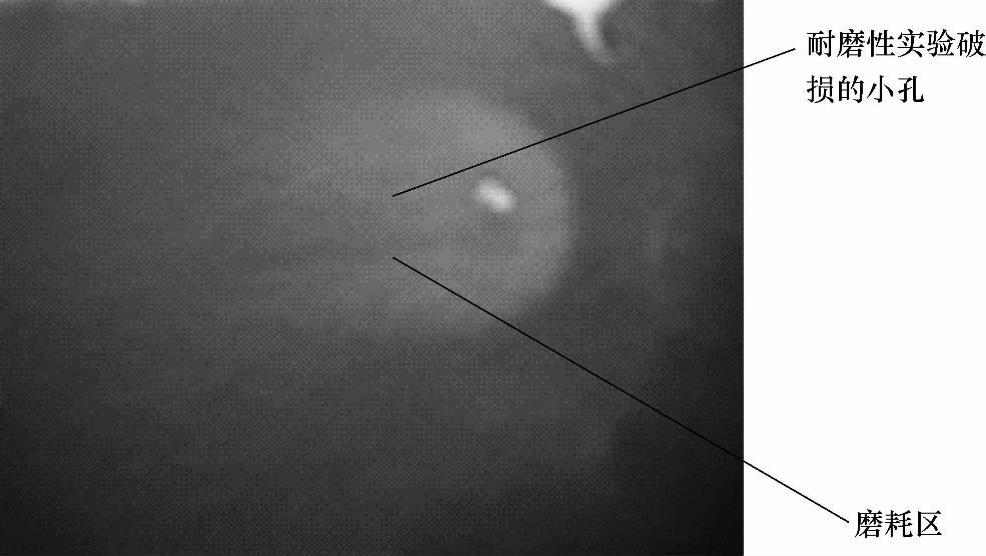
图13-44 耐磨性测量的结果
计算将涂料磨出小孔的标准砂用量,然后通过下式计算涂料的耐磨性:
A=V/T
式中 A——耐磨性(L/μm);
V——磨料使用量(L);
T——涂层厚度(μm)。
将A乘以100,定义为耐磨性指数,其分级见表13-33。其中,等级Ⅰ为好,等级Ⅱ为较好,等级Ⅲ为一般,等级Ⅳ为差。
表13-33 耐磨性指数的分级

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。