



由于V法铸造的涂料是在填砂之前涂挂在成型面膜上的,为使其满足与面膜间有足够的附着力、较快的干燥速度、一定的常温及高温涂层强度的要求,通常选用醇基涂料。涂料的主要组分与砂型(芯)醇基涂料没有大的差异,有耐火粉料、悬浮剂、黏结剂和其他助剂等。
1.V法造型用铸铁涂料
国内用V法生产的铸铁件多数为叉车、装载机等工程机械平衡配重灰铸铁件、铁浴盆、制动鼓、水泵叶轮等,近年也有球墨铸铁车桥、变速器箱体等汽车用零件。日本已在对机床铸件、汽车铸件的V法造型工艺进行研究。
表13-30是铸铁件V法铸造涂料的几个配方。
2.V法铸造用铸钢涂料
铸钢件的冒口较多,可充分发挥通气孔的作用,较好地维持型腔与大气之间的压差,对铸件成型有利。可用V法生产的铸钢件有:高合金钢耐磨件,典型铸钢件有锤头、锤头轴保护器、钩头、连接器、桥梁支座、齿根以及铁矿16m3电铲上的齿座和齿尖,铁路辙岔、颚板、轧臼壁、破碎壁;中小型普通碳钢件,如下芯盘、承载鞍。
表13-30 铸铁件V法铸造涂料配方
 (https://www.xing528.com)
(https://www.xing528.com)
日本铸造企业用V法成功铸造出了多种铸钢件,如大型球阀端盖,材质为低合金钢,浇注重量3t,铸件毛重1.7t;车辆用缓冲器铸钢件,铸件毛重有37kg、39kg两种。这些小件原来采用湿型铸造,改用V法铸造工艺后,铸件尺寸的离散程度减小了一半,铸件表面质量有明显改观。
近年国内将V法铸造工艺用于铸钢后桥壳、摇枕侧架的生产获得成功。V法造型的涂料的作用不仅在于防止粘砂,而巨可以提高铸型的气密性,防止冲砂和塌箱等缺陷产生。V法涂料的基本要求应是:无水或少水、快干,并能很好地黏附在薄膜上,如硅酸乙酯水解液、松香酒精液等都有较好黏附在薄膜上的作用。涂料层厚度可为0.5~3mm。涂料小于0.5mm,壳层的形成几乎与无涂料的一样。苏联学者则认为,上二次涂料可使铸型的气密性增加一偌。选择涂料主要以抗粘砂涂料为基础。
表13-31为V法铸造用于铸钢件生产的快干涂料配方。
表13-31 V法铸造用于铸钢件生产的快干涂料配方
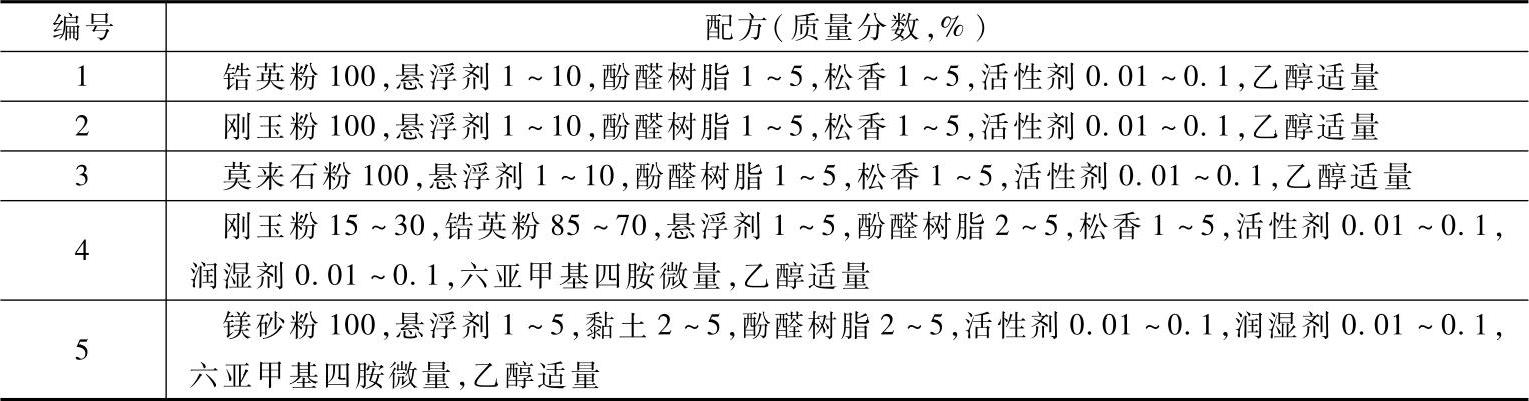
表13-31中的部分涂料在某些企业V法生产线上得到应用,其效果尚好。经生产验证,这些涂料悬浮性好,对塑料薄膜附着力大,干燥速度快,抗粘砂性强,明显地降低了铸件表面粗糙度,铸件表面质量接近或相当于熔模精铸件水平。
国内现有V法铸造涂料厂家十数家,巨进口涂料和国产涂料并存。有一定实力的V法铸造涂料厂家仅两三家。总的评价是,涂料基本能满足生产合格铸件的要求,但质量不稳定,其研发、生产及应用等水平有待提升。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。