



1.覆膜
覆膜过程如图13-15所示,其具体步骤如下:
1)分别裁取四种不同厚度的塑料薄膜,即分别是A膜0.16mm,B膜0.20mm,C膜0.15mm和D膜0.06mm,其尺寸大小约为500mm×500mm。
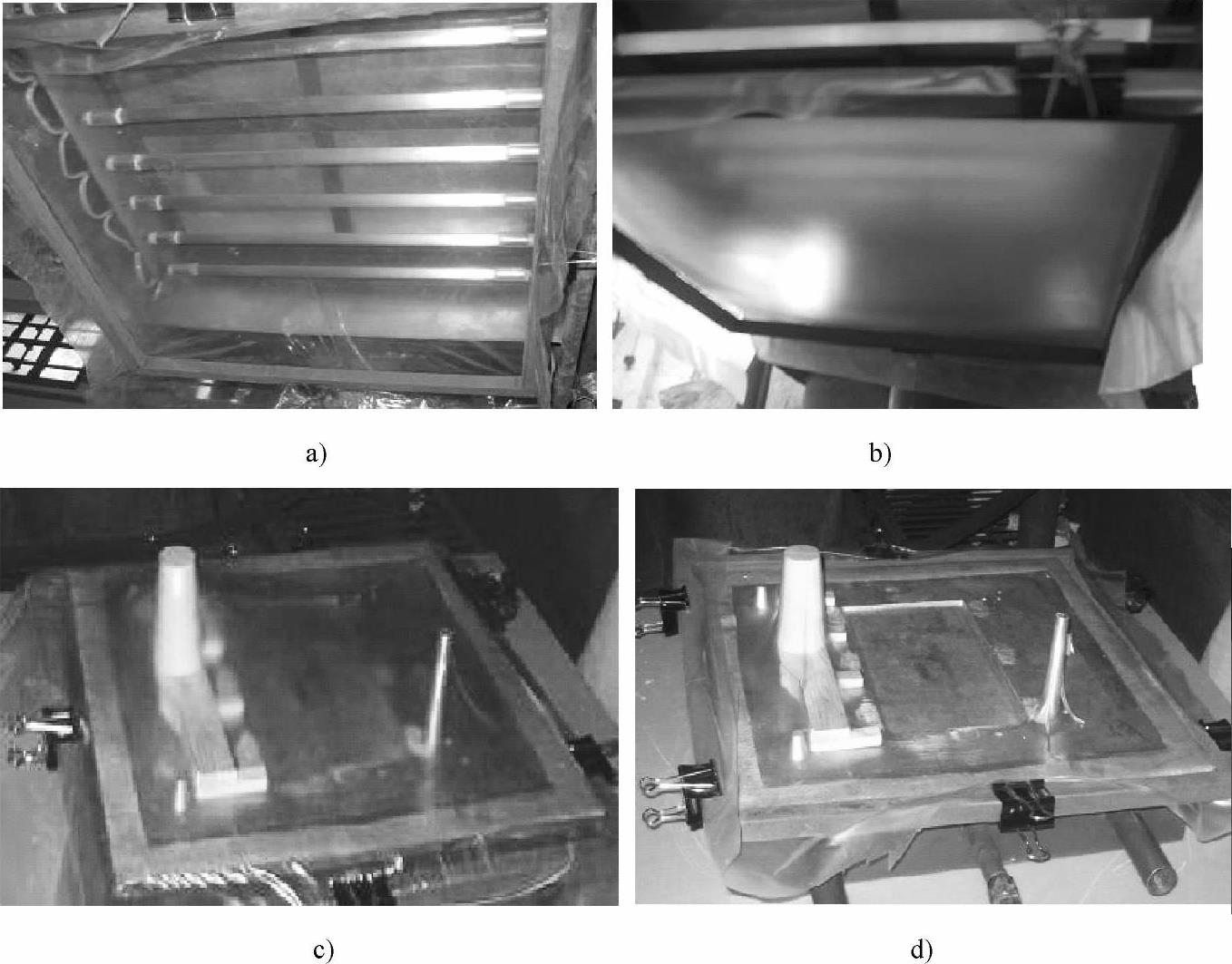
图13-15 覆膜过程
a)裁剪薄膜并夹到烤膜框上 b)烘烤薄膜至镜面 c)开负压及放薄膜到模样上 d)薄膜贴附到模样上冷却成型
2)将真空抽气室摆放在烤膜架正下方,把模样放在抽气室上面定位的位置上放好。
3)将薄膜夹在夹膜框上固定。打开烤膜架的电源,加热功率为4.2kW。将夹膜框举到离加热电阻丝管下方约200mm处,使薄膜受热并逐渐软化。
4)待薄膜加热到镜面状态巨中部微微下垂的时候,打开真空抽气室的负压开关(负压为0.04MPa)。平稳而快速地把薄膜放下来,软化的薄膜受负压被吸附在模样表面。
造型分上下箱,铸件在下箱造型,浇冒口设置在上箱造型。
2.桥接现象
在造上箱时,也就是对浇冒口的模样覆膜时,产生了桥接现象,如图13-16所示。
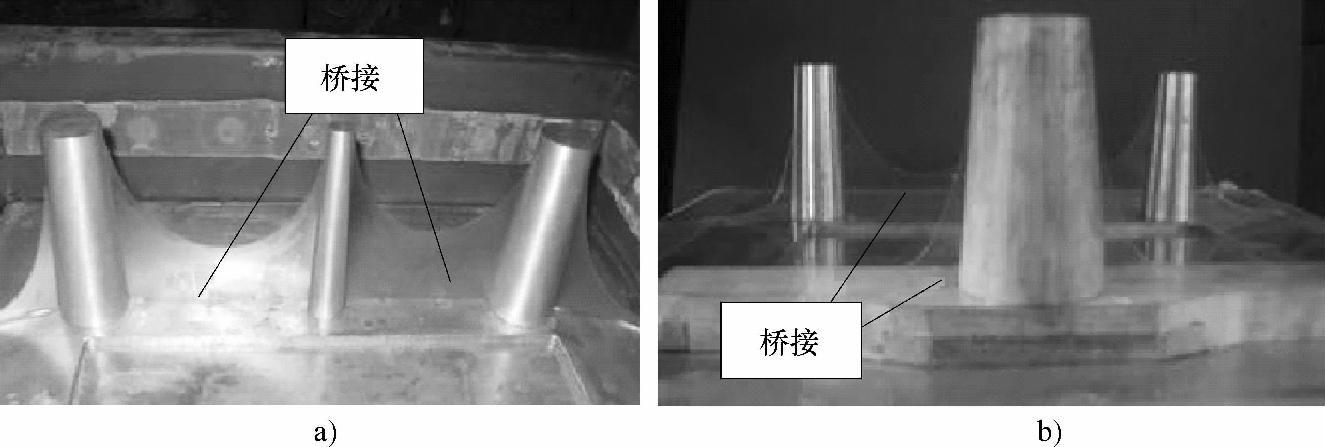
图13-16 桥接现象
a)A膜0.16mm b)C膜0.30mm
从图13-16可看到,A膜和C膜均发生桥接,巨桥接明显。D膜也有类似桥接,但桥接没有这么明显。这些桥接对铸件性能基本上没有影响,但是会影响铸件表面质量,尤其当金属液流动能力很强,或者薄膜本身比较厚烧蚀后会留下缝隙时,容易形成一道道金属“线”。
测定薄膜的成型性采用长×宽为200mm×200mm,深50mm、100mm、200mm的砂箱,并在其底部(100mm×100mm)设置10mm、20mm、30mm、40mm的凸起物。结果表明,方向性强、伸长率低的薄膜易在砂箱的内壁和凸起物之间形成搭桥(棚)。桥接程度如图13-17所示。(https://www.xing528.com)
3.吸破
这里说的吸破不是因为薄膜的延伸性不够被负压拉破的情况,而是指薄膜拉伸并已与模样表面贴合后变得很薄,在排气塞或抽气孔的位置经不起负压的作用而破坏的现象,如图13-18所示。
这种吸破现象一般不会影响到造型,因为破孔的地方比较小,可以用型砂堵住,对铸型的负压度影响不大。但是该处在浇注过程中必定会引起粘砂或者金属
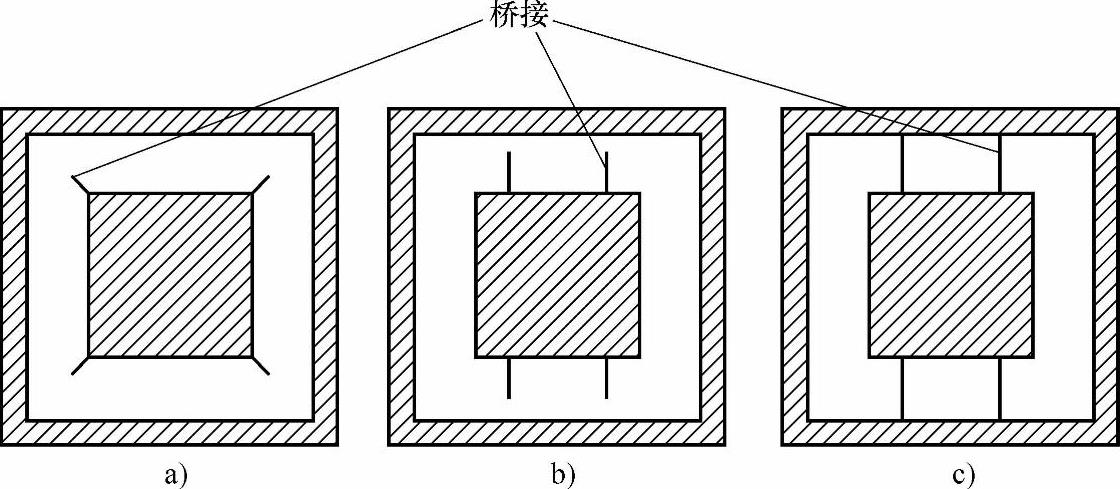
图13-17 桥(接)程度
a)桥接程度小 b)桥接程度中等 c)桥接程度大
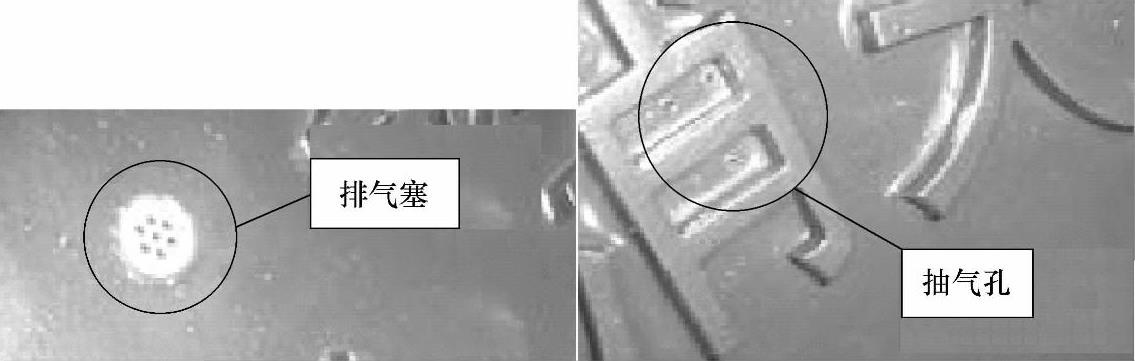
图13-18 排气塞和抽气孔处薄膜易被吸破
液渗入,影响铸件表面质量。
对A、C、D三种薄膜进行覆膜试验发现,厚度为0.08mm、0.16mm和0.22mm的三种A膜以及D膜在覆膜时都没有发生吸破的现象,而厚度为0.06mm、0.15mm和0.30mm的C膜则普遍存在被吸破的问题。
综上所述,A膜和C膜的桥接现象比较明显,C膜还存在吸破的问题,而D膜则不存在桥接和吸破缺陷。
三种膜实际应用(包括浇注铝合金的效果)的比较见表13-20。
表13-20 三种膜实际应用的比较
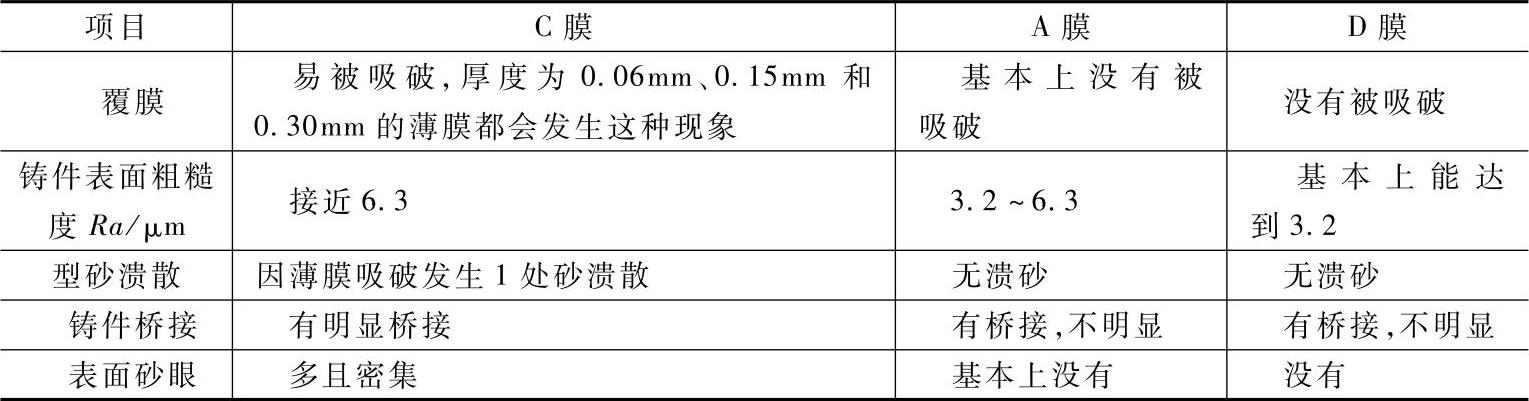
通过上述内容,可以看出,采用C膜的铸件在表面粗糙度和铸件质量上都不如采用A膜和D膜的铸件,D膜在各方面都非常好,基本上没有质量问题。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。