



正确地选择和应用塑料薄膜,是V法造型的关键技术之一,因此,国外一直在不断地研究适用于V法造型的新型塑料薄膜。
1.低密度聚乙烯薄膜和塞纶薄膜
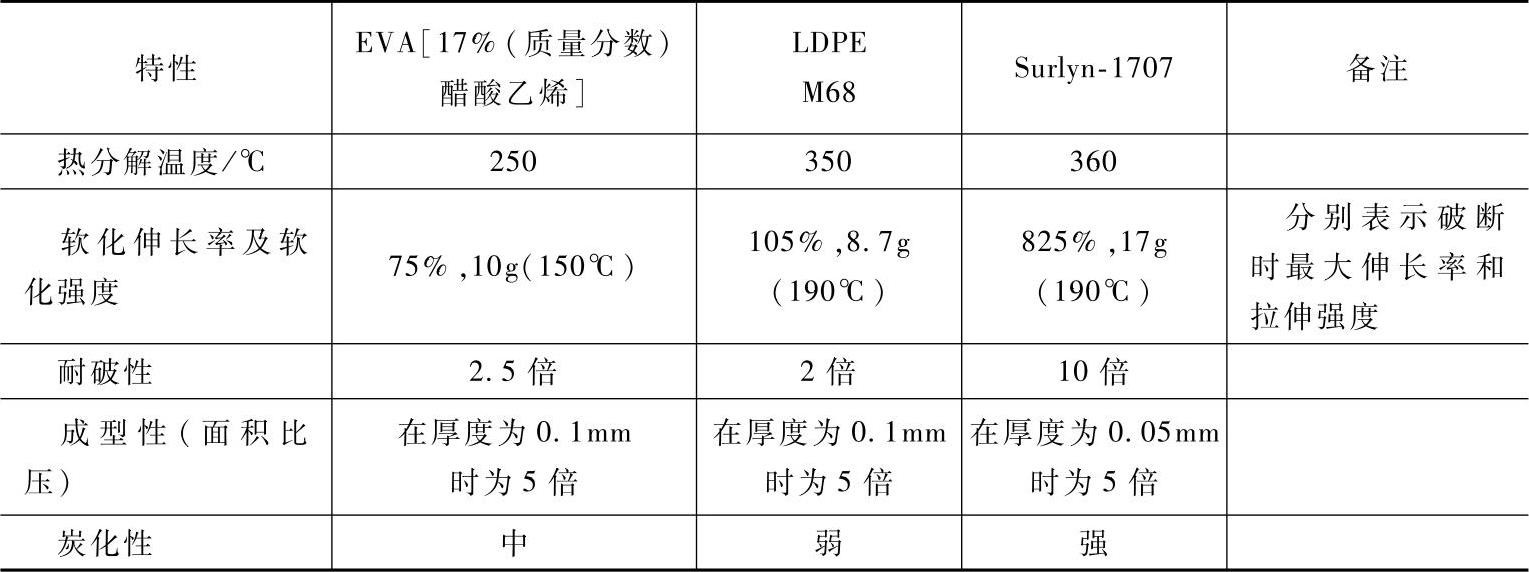
新型塑料薄膜有低密度聚乙烯薄膜(LDPE)和塞纶薄膜。其中,LDPE在V法造型中使用,其性能接近于乙烯醋酸乙烯共聚体薄膜,而用离子聚合树脂吹制成的叫作塞纶(Surlyn)的薄膜,其性能比LDPE薄膜及EVA薄膜更好。表13-2列举了Surlyn、EVA和LDPE三种薄膜的特性比较。
表13-2 三种薄膜的特性比较
为了比较几种塑料薄膜在V法造型中的适用性,国外曾将塞纶等几种薄膜在下列条件下进行试验:在带有浇口的300mm×100mm×150mm的长方形模样上成型后,用粒径约为200μm的硅砂进行V法造型,铸型内压力为360mmHg(1mmHg=133.322Pa),浇入铁液温度约为1400℃。冷却到常温后,观察铸件表面状态以及切削掉2mm后的内部状态,得到的结果见表13-3。
表13-3 几种薄膜对V法造型适用性的试验结果

此外,还对几种薄膜伸长率的热稳定性进行了试验。试验薄膜的宽度为20mm,有效长度为50mm,厚度为100μm。试验时,先将薄膜放在离加热器200mm处,板式加热器的温度为400℃,在按规定时间加热后,将薄膜一端固定,另一端以30mm/s的速度进行拉伸,测定其伸长率随时间变化的关系,如图13-4所示。从图中可以看出,EVA薄膜的伸长率在不同的加热时间变化很大,PE薄膜次之,而以Surlyn薄膜较好。
国外还对这三种薄膜在热辐射下的状态变化进行了观察试验。用1300℃的金属液作为热辐射源,在离开它5mm处放置被试的几种薄膜在规定的最热时间里,观察被试薄膜的状态变化,其结果如图13-5所示。从图中可以看出,使Surlyn薄膜烧失所需的时间较长,故非常适合V法造型用。
2.EVA与LDPE的混合物薄膜
国内有人做了EVA与低密度聚乙烯LDPE的混合物作为V法铸造薄膜的试验。所选择的材料及其规格型号见表13-4。

图13-4 几种薄膜伸长率的热稳定性
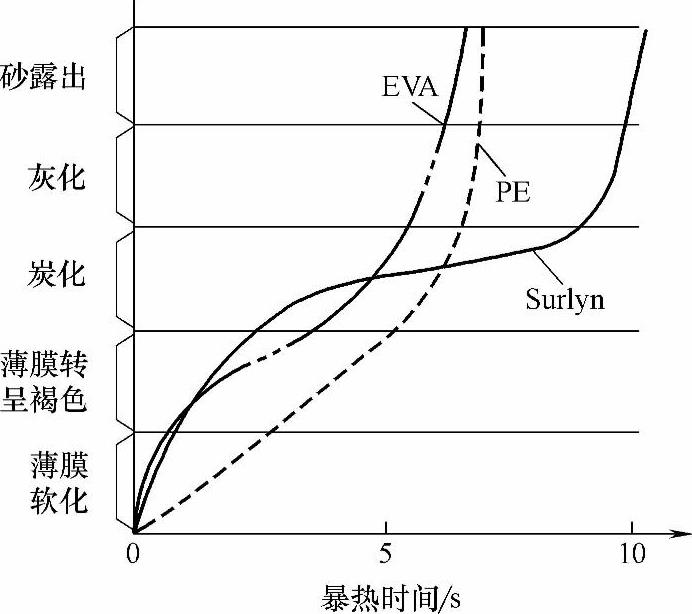
图13-5 薄膜状态变化与暴热时间的关系
表13-4 EVA与LDPE的规格型号及产地
 (https://www.xing528.com)
(https://www.xing528.com)
试验以EVA为基础原料,再添加其他改性材料进行不同的对比试验,最后筛选出实际应用较为理想、价格合适的1#配方,见表13-5。
表13-5 铸造膜用1#配方

V法铸造膜的制备工艺条件见表13-6,生产工艺流程见图13-6。
表13-6 铸造膜制备工艺条件

①在螺杆与机头之间设置了一层过滤网。

图13-6 铸造膜生产工艺流程图
在上述工艺条件下,试产了厚度为0.18mm的薄膜。经测试,其横向拉伸强度为44.44MPa,横向断裂伸长率为580%;纵向拉伸强度为51.28MPa,纵向断裂伸长率为593%。试产的铸造膜由北京某铸造模具公司铸造厂进行了应用试验,结果如下:①预热后真空吸附速度较慢;②吸附后在边缘处有离层现象;③涂料吸附性良好。
针对上述试用结果,研究人员从不同角度进行了改进,又试验、筛选出2个配方(即2#、3#配方),见表13-7。用2#配方生产了厚度为0.14mm和0.18mm两种规格的铸造膜;3#配方由于成本较高,加工时熔体黏度大,故只生产了厚度为0.18mm的铸造膜。表13-8列出了用2#、3#配方生产的几种铸造膜的性能。
表13-7 改进的铸造膜配方

表13-8 用2#、3#配方生产的几种铸造膜的性能
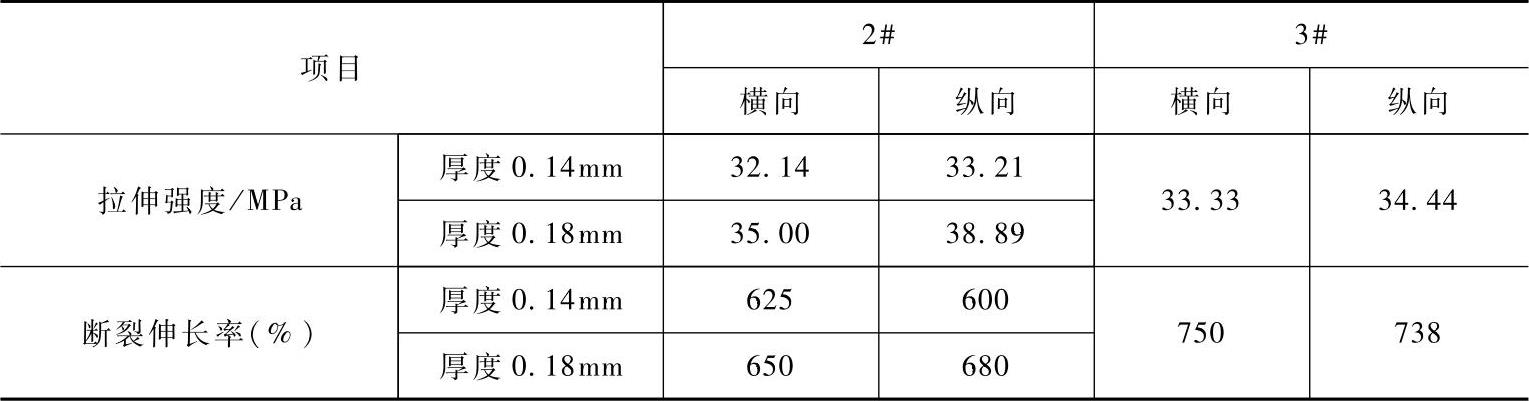
用改进配方生产的铸造膜,由北京某铸造厂进行了试用。结果表明,虽然2#、3#配方产品的拉伸强度比1#配方产品有所降低,但断裂伸长率即延伸性有明显提高,这正是实际应用中预热后拉伸所需要的特性。实际应用证明,这两种薄膜均能满足铸件生产中预热后拉伸和吸附的要求。
从实用效果来看,用2#配方生产的厚度为0.14mm的铸造膜适用于中小型铸件的生产,用2#配方生产的厚度为0.18mm的铸造膜可用于大型铸件的生产,但由于此种铸造膜的吸附速度稍慢,冬季应用较困难。用3#配方生产的厚度为0.18mm的铸造膜适用于大型铸件的生产,其拉伸性能、吸附速度及与涂料的吸附性均良好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。