



1.对塑料薄膜的性能要求
从V法铸造的铸型成型特点分析,型面面膜(薄膜)的成型性及模样结构的成型条件是影响V法铸造适应性的主要因素。为了增加面膜的可塑性和消除弹性,应使用热塑性面膜。对热塑性面膜的要求是成型性好,伸长率高,方向性小,加热软化温度范围大,烧失时间长,覆膜效果应匀整服帖、无皱褶、无破损等。
V法铸造对塑料薄膜(即面膜)具体性能的要求包括:
1)铸造膜使用时要先将其预热到近黏流态,然后将之真空吸附在铸件模具上,因此要求铸造膜与铸件模具的吸附性好,即冷却后不能有分层现象。
2)铸造膜在被吸附的同时要受到拉伸,因此要有良好的强度和延伸性,以保证薄膜有良好的成型能力,尤其是用于表面形状复杂的零件时,高拉伸情况下不破裂。
3)因铸造工艺要求,铸造膜在被吸附后其表面需喷涂一层涂料,要求铸造膜与所用极性涂料有很好的附着性,因此铸造膜也要有一定的极性。
4)薄膜内无杂物和气泡,表面无伤痕,尽量避免加热和成型过程中产生破裂。
5)热塑应力小,成型后弹性消失,薄膜保持成型形状,不会缩回原状。
6)不与木模和模板粘连,易于脱模。
7)发气量少,无毒,生成的有害气体少。
8)价格便宜。
2.V法铸造塑料薄膜的延伸性能
可用于V法造型的塑料薄膜按其化学成分不同,一般有聚乙烯薄膜(简称为PE)、聚丙烯薄膜(简称为PP)、聚氯乙烯薄膜(简称为PVC)、聚乙烯醋酸乙烯酯共聚物薄膜(简称为EVA)、聚乙烯醇薄膜(简称为PVA)和聚苯乙烯薄膜(简称为PS)。它们的性能由于原料、配比以及制膜方法的不同而有很大的差别。
V法铸造用塑料薄膜最重要的性能是延伸性能。几种常用的塑料薄膜的拉伸强度、断裂伸长率与温度的关系如图13-2所示。由该图可以看出,聚乙烯薄膜(PE)的延伸能力差,聚丙烯薄膜(PP)只有在较高的温度条件下(约130℃)才具有好的延伸能力,聚苯乙烯薄膜(PS)仅在120℃左右有较好的延伸能力,而聚乙烯醋酸乙烯共聚物薄膜(EVA)在60~80℃就具有比较理想的延伸能力。聚氯乙烯薄膜(PVC)虽然具有比较好的延伸能力,但它在汽化时会分解出氯化氢等有害气体。此外,聚乙烯醇薄膜(PVA)因具有吸湿性,不便于使用。(https://www.xing528.com)

图13-2 拉伸强度、断裂伸长率与温度的关系
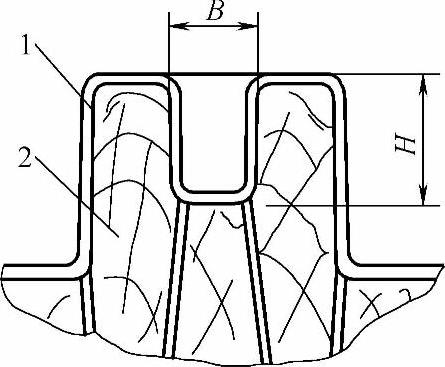
图13-3 面膜成型原理图 1—面膜 2—模样
3.V法铸造塑料薄膜的成型性能
不同成分及不同厚度的面膜,其成型性有很大差别。所谓成型性,是指面膜加热烘烤到一定温度时,面膜在模样上吸覆而不发生破裂时所具有的成型能力,其指标K=H/B,其中H为面膜所吸覆的凹面深度,B为凹面宽度(见图13-3)。模样结构的H/B必须小于面膜K值。面膜覆膜成型所需真空度视模样复杂程度而定,一般为0.03~0.05MPa。
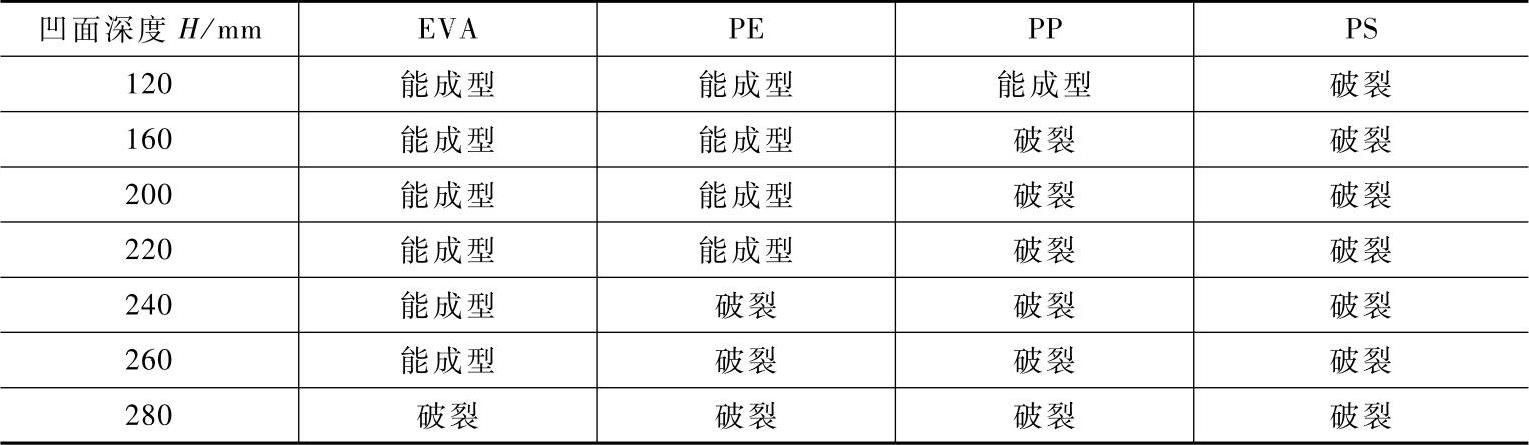
几种薄膜的成型性能见表13-1。由该表可以看出,以乙烯醋酸乙烯共聚体(EVA)薄膜的延伸性能最好。
表13-1 几种薄膜的成型性能
聚乙烯薄膜及聚氯乙烯薄膜是国内在农业上广泛采用的塑料薄膜,其由于材料来源广、价格低廉,并巨具有—定的成型性,故适用于形状不太复杂的铸件成型。虽然聚氯乙烯薄膜在高温下会裂解出氯化氢等有害气体,可能污染环境,腐蚀真空泵等设备。但是这种薄膜的厚度比较薄(一般只有0.05~0.08mm),每1g聚氯乙烯薄膜裂解时的发气量也比其他薄膜少(<0.0032mol/g),而巨所形成的气体绝大部分或溶于水或被真空泵抽走,所以只要注意搞好车间的通风和进行废气处理,所产生气体的危害即可控制到最低限度。另外,聚氯乙烯薄膜的强度比乙烯醋酸乙烯共聚体薄膜好,即使反复多次加热成型也不易发生破裂。
密封砂箱背面可以用成型性差—些、价格低廉的薄膜,如聚乙烯薄膜。
4.塑料薄膜厚度
在V法造型的材料费中,薄膜费占的比例最大。同样材料的薄膜,其厚度越厚,消耗量就越大,成本也就越高。此外,采用较薄的薄膜可减少发气量,这对于防止铸件产生呛火和气孔等都是有利的。因此,应尽可能使用薄的薄膜,仅在凹凸度较大、形状复杂的模样上覆膜时,才可适当采用厚一点的薄膜,以利延伸成型。目前在V法造型中,多采用厚度为0.005~0.10mm的薄膜,个别情况下,最厚的也可达到0.15mm,视具体生产条件而定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。