



V法铸造是日本于20世纪70年代初发明的一种铸造工艺,也称真空密封造型(Vacuum Sealed Molding Process)或负压造型铸造,或称真空造型法、减压造型法等,它是继机械成型及化学成型之后的新一代物理成型方法。V法铸造的基本原理是,在带抽气室的砂箱内填入单一干砂,稍加微震紧实,然后对型面和砂箱背面覆有塑料薄膜的砂型抽真空,利用砂箱内外的压力差使铸型定型,然后起模、合箱,在保持真空状态下浇注金属液。V法铸造工艺流程见图13-1。
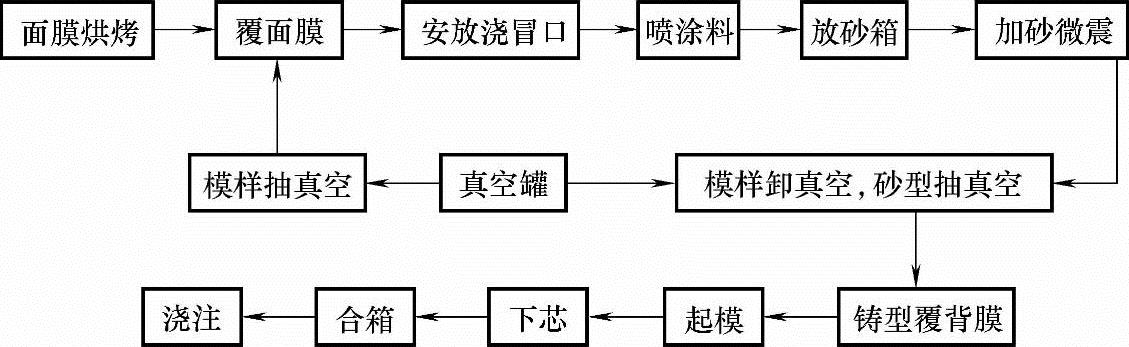
图13-1 V法铸造工艺流程
与传统砂型铸造相比,V法铸造的特点如下:
1)用V法生产的铸件尺寸精度高,表面光洁,起模斜度小或等于零,可与精密铸造相媲美;成型再现性高,可减少加工余量;由于在负压下金属液冷却较慢,有利于金属补缩,所以冒口可以减小,铸造缺陷少,从而可以提高金属利用率。
2)基建设备投资及原材料成本要比一般机器造型低。由于省去黏结剂和型砂处理的配砂混碾工序,因而混制型砂的设备均可节省,可以大幅度降低清理工时,其旧砂可回收95%以上。(https://www.xing528.com)
3)工作环境和劳动条件大为改善。由于造型、浇注过程中一直由真空泵向外抽气,浇注时产生的所有气体均被抽走,故空气污染少;另外无大量废砂处理,充分利用砂子本身的流动性来达到铸型的紧实,不用震实造型机,因而生产车间空气污染少、粉尘低、噪声小,劳动条件可以得到彻底改善。
4)适用范围广。V法造型适用于铸铁、铸钢及非铁金属铸造,可用于单件小批生产,更适用于大、中批量机械化生产。铸件重量可由几千克至十多吨。
V法造型虽有上述的独特优点,但在生产实践中也还存在一些问题:①由于受塑料薄膜延伸性的限制,目前生产模样起伏很大的、特别复杂的铸件还有困难;②型芯问题,目前V法制芯仅能生产较简单的型芯;③与某些可用高效造型机生产的小型铸件相比,其生产率也是较低的;④对V法的基础研究目前尚欠系统深入。
V法铸造经过40年的发展,在我国得到了长足的发展。据不完全统计,我国应用V法铸造工艺正常生产的厂家有200余家、数百条生产线(包括进口、国产、自制设备),生产的品种繁多,如浴缸、平衡重、铁路岔道、琴排、泵体、锅炉片、蓖条、耐磨衬板、汽车前后桥、制动鼓、铝模板、铁艺等,材质有铸钢、铸铁和非铁合金等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。