



消失模铸型的紧实过程为:加底砂,放置模样束,均匀加砂同时振动紧实,直至加满砂箱,获得一个紧实度很高的铸型。振动紧实过程中,要求砂子进入模样的每一个部位,巨不能损坏模样或引起模样的变形。干砂中的灰尘较大,加砂、紧实时要进行抽风除尘。
1.加砂
消失模铸造紧实时的填砂方式常用的有三种:软管人工加砂、螺旋给料加砂、雨淋式加砂。填砂装置的上方接贮砂斗,砂斗由钢板、角钢、槽钢等焊接而成。
(1)软管人工加砂 采用人工控制的软管加砂,加砂软管装接在贮砂斗的下方,装备简单,灵活方便,但该加砂方式的均匀性和加砂速度受到一定的限制。软管人工加砂常用于生产率要求不高或补充加砂的场合。
(2)螺旋给料加砂 螺旋给料加砂装置如图12-38所示。在砂斗下方安装一台螺旋给料器,驱动螺旋给料器可实现对砂箱的定量加砂。该加砂方式的砂箱无需放置在砂斗的下方,可充分利用砂斗贮砂,螺旋给料器可绕垂直轴360°旋转,适用于自由工位造型,也可用于流水生产线上的定点工位造型。该加砂方式的加砂均匀性和效率都比不上雨淋式加砂。
(3)雨淋式加砂 雨淋式加砂装置的结构如图12-39所示。它由驱动气缸、振动电动机、多孔闸板、雨淋式加砂管等组成。
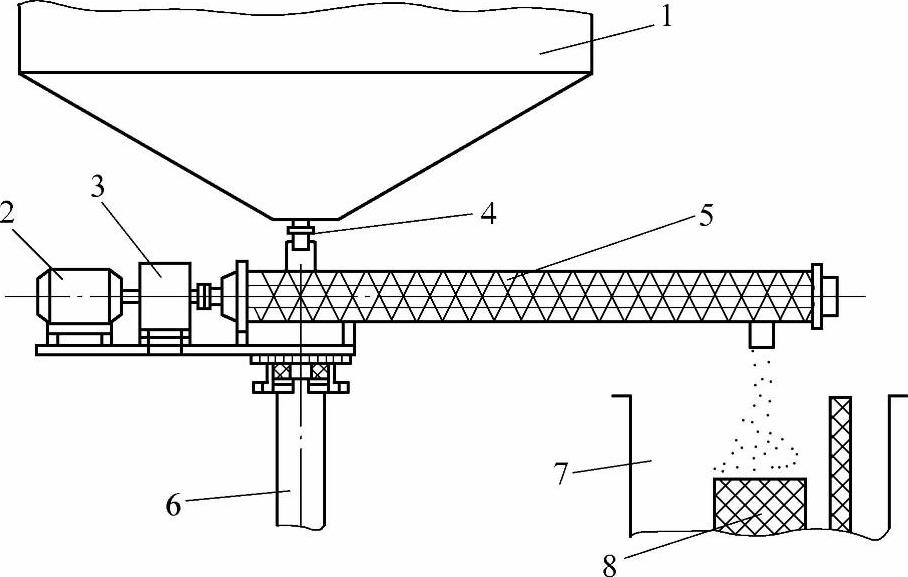
图12-38 螺旋给料加砂装置
1—砂斗 2—电动机 3—减速器 4—闸门 5—螺旋给料机 6—立柱 7—砂箱 8—泡沫塑料模样
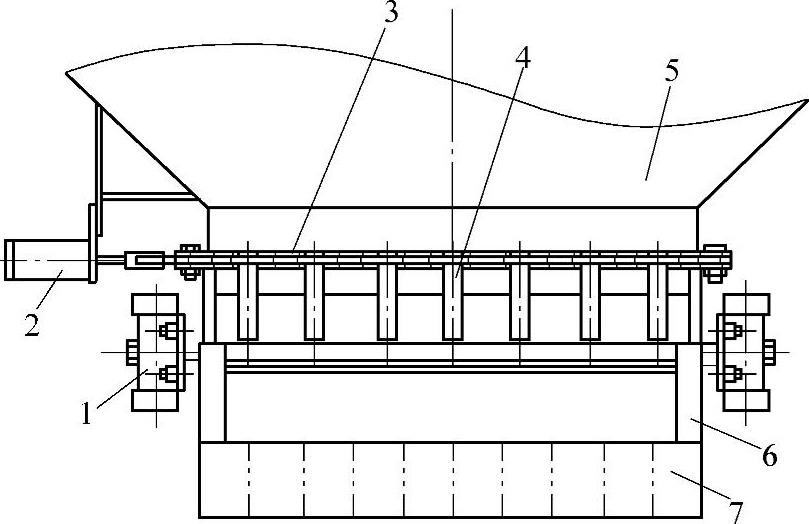
图12-39 雨淋式加砂装置的结构简图
1—振动电动机 2—驱动气缸 3—多孔闸板 4—雨淋式加砂管 5—砂斗 6—除尘室 7—橡胶幕
加砂时,驱动气缸2打开多孔闸板3,砂粒通过多孔闸板3上的孔,在较大的面积内(雨淋式)加入砂箱中。调整多孔闸板中的动板与静板的相对位置,可以改变漏砂孔的横截面面积大小,进而改变“砂雨”的大小(即改变加砂速度)。此种加砂方法加砂均匀,效率高,适用于生产流水线上加砂,也是目前应用最广泛的加砂方法。
加砂方式应根据不同的需要而选取。在消失模铸造生产流水线上常采用两工位加砂(造型),加底砂工位可用软管加砂或雨淋式加砂,紧实工位常使用雨淋式加砂。(https://www.xing528.com)
加砂和紧实过程中,砂粒的流动会伴随较大的灰尘的扬起,必须在加砂、造型工位加强通风除尘。常见的做法是,将除尘室(或除尘罩)连接在雨淋式加砂器下方,在雨淋加砂过程中实现除尘。为了尽量减少灰尘的逸出,还常在除尘室四周安放一卷橡胶皮,形成橡胶幕,将砂箱罩在橡胶幕内。这种除尘方式效率高,效果好,灰尘的逸出少。
2.振动紧实台
振动紧实台是消失模铸造的关键设备之一。它的作用是使无黏结剂干砂充满模样并达到一定的紧实度。在振动紧实过程中,若振击力过大,砂箱中的砂粒将会对模样造成较大的冲击,有可能使模样变形甚至断裂;若振击力太小,又会导致紧实不足,达不到支撑涂料和抵抗金属液压头冲击的作用,在浇注时会产生渗漏、夹砂等缺陷。因此,工艺上对振动紧实台的性能有如下要求:
1)高效振动充填和紧实型砂,但不能损害模样。通常采用高频率、低振幅的振动,振动频率为30~80Hz,并能根据不同形状的零件及整个造型过程调整振动频率,振幅一般为0.5~1.5mm,振动加速度为1~2g。
2)振动台具有不同的振动模式。可根据不同形状的零件,采用不同的振动模式。普通结构的消失模铸件采用垂直一维振动即可满足要求;对于结构复杂的零件,要考虑采用二维或三维振动,并结合振动频率的变化,以获取理想的效果。
3)振动台必须有足够的弹性支撑能力。振动台的弹性支撑力应大于“砂箱+型砂+台面”重量之和。
4)振动台的激振器(即振动电动机)要有足够的振动力,以使其能达到所要求的振动幅度和振动加速度。激振力F激为
F激=ma
式中 m——“砂箱+型砂+台面”质量之和(kg);
a——振动加速度(m/s2)。
5)合适的振动台面尺寸,振动台面上要有砂箱的定位、夹紧装置或功能。
6)振动台要有足够的机械强度、刚度和抗振动疲劳能力,配有防止振动引起的连接件松动等结构与措施。
7)振动台工作平稳,噪声小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。