



【摘要】:生产中大多采用通过压力把糊状模料压入压型的方法制造熔模。表11-20 典型制模工艺参数表11-21 浇口棒制作工艺机械组装法 在大量生产小型熔模铸件时,国外已广泛采用机械组装法组合模组。为了清除熔模表面附着的蜡屑、分型剂等,提高涂料对模组的润湿性,熔模在组合后必须进行清洗。
生产中大多采用通过压力把糊状模料压入压型的方法制造熔模。压制熔模之前,需先在压型表面涂薄层分型剂,以便从压型中取出熔模。压制蜡基模料时,分型剂可为全损耗系统用油、松节油等;压制树脂基模料时,常用蓖麻油和乙醇的混合液或硅油作分型剂。分型剂层越薄越好,以便使熔模能更好地复制压型的表面,降低熔模的表面粗糙度值。
1.制模工艺
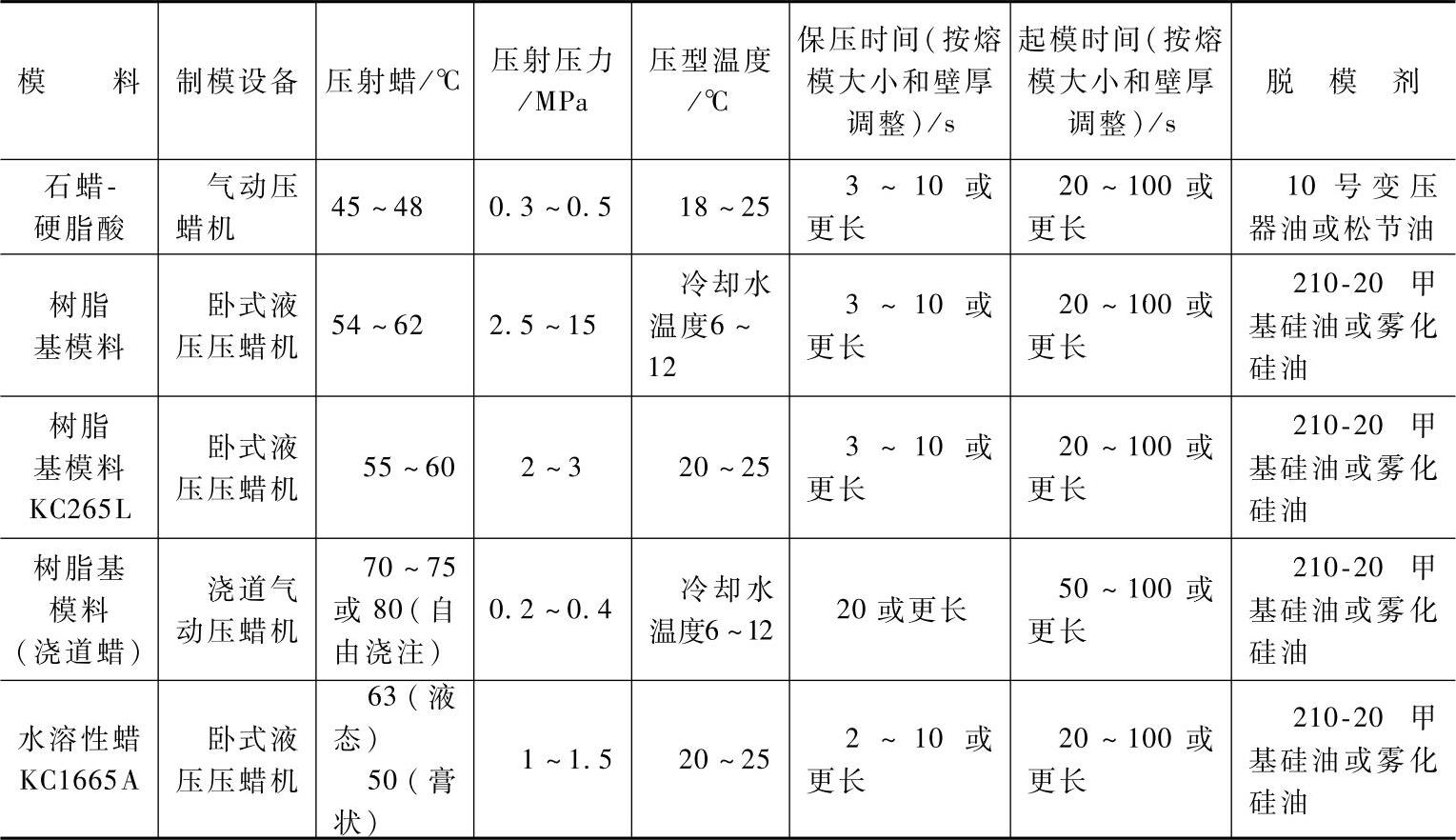
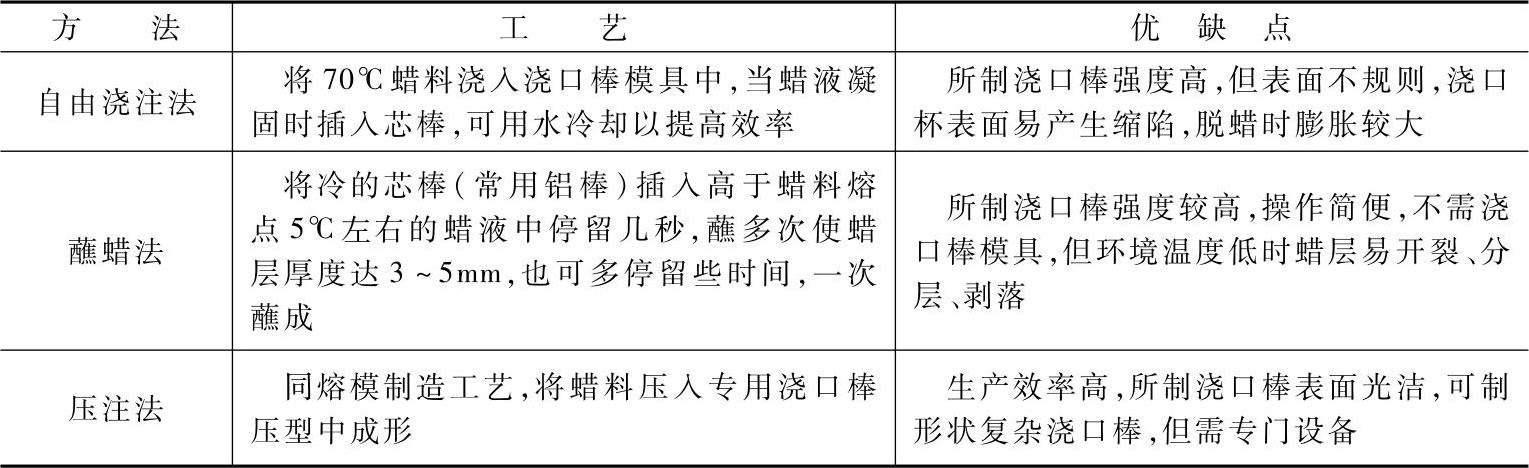
制造熔模时,应该按照工艺规范,合理地选择好设备、分型剂以及其他制模工艺参数,如模料温度、压型温度、压射压力和保压时间等。表11-20是典型的制模工艺参数,表11-21是浇口棒的制作工艺。
2.熔模的组装
熔模的组装是把形成铸件的熔模和形成浇冒口系统的熔模组合在一起,主要有两种方法。
(1)焊接法 用薄片状的烙铁将熔模的连接部位熔化,使熔模焊在一起。此法较普遍。
表11-20 典型制模工艺参数
 (https://www.xing528.com)
(https://www.xing528.com)
表11-21 浇口棒制作工艺
(2)机械组装法 在大量生产小型熔模铸件时,国外已广泛采用机械组装法组合模组。采用此种模组可使模组组合效率大大提高,工作条件也得到了改善。
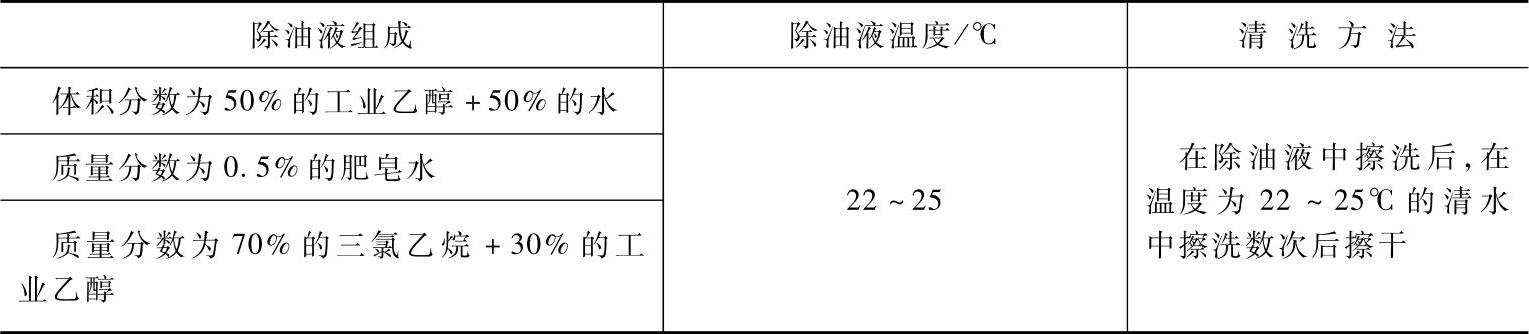
为了清除熔模表面附着的蜡屑、分型剂等,提高涂料对模组的润湿性,熔模在组合后必须进行清洗。模组常用的除油液和清洗方法见表11-22。
表11-22 模组常用除油液和清洗方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。