



配制模料的目的是将组成模料的各种原材料混合成均匀的一体,并使模料的状态符合压制熔模的要求。配制时主要用加热的方法使各种原材料熔化混合成一体,而后在冷却情况下将模料剧烈搅拌,使模料成为糊膏状态供压制熔模用。也有将模料熔化为液体直接浇注熔模的情况。
1.对易熔模料的性能要求
模料必须满足如下的基本性能要求:
1)要求线收缩率小于0.5%,模料的线胀系数为1.5×10-6K-1左右。
2)熔点一般为60~105℃,凝固温度区间则以5~100℃为宜。
3)模料在40~50℃应具有足够的刚度和硬度,在30℃左右应具有足够的强度及较高的热稳定性。抗弯强度一般不低于2.0MPa,最好是5.0~8.0MPa;在35℃以下双支点试样的下垂量不大于2.0mm。
4)熔融状态时黏度小,使其具有良好的流动性及成形性能,通常在90℃附近,模料黏度应为0.03~0.3Pa·s。
5)残留灰分少,要求在900℃左右,灰分的质量分数小于0.05%。
6)模料还应具备较高的化学稳定性和良好的涂挂性。在制备过程中不应产生有毒气体,与各种面层涂料中的黏结剂不发生化学反应,模料的组分来源充足巨价廉。
表11-2是常用蜡基模料的成分和性能,表11-3是国内常用树脂基模料成分和性能,表11-4是国内外部分商品化模料的牌号和性能
表11-2 常用蜡基模料的成分和性能

表11-3 国内常用树脂基模料成分和性能

(续)

表11-4 部分商品化模料的牌号和性能

注:表中牌号KC系列模料均为MASTER公司的商品蜡,牌号B系列和Soluble CP2的模料为CA-STYLENE公司商品蜡;牌号WM系列模料为国产商品蜡,表中WM系列模料的软化点实为其熔点。
2.模料用原材料
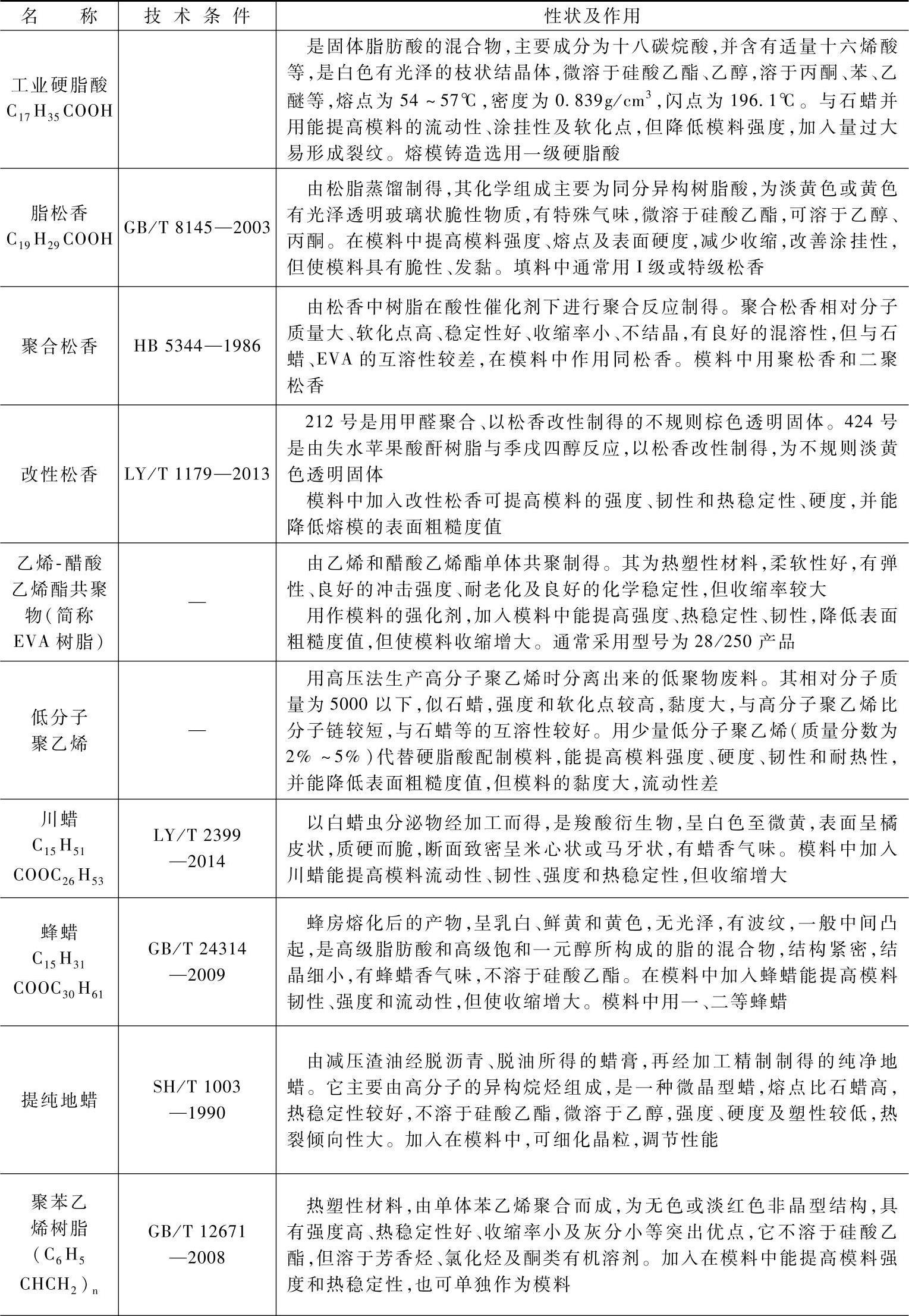
熔模常用原材料的主要性状及作用见表11-5,其主要技术参数见表11-6。
表11-5 熔模常用原材料的性状及作用

(续)
(续)

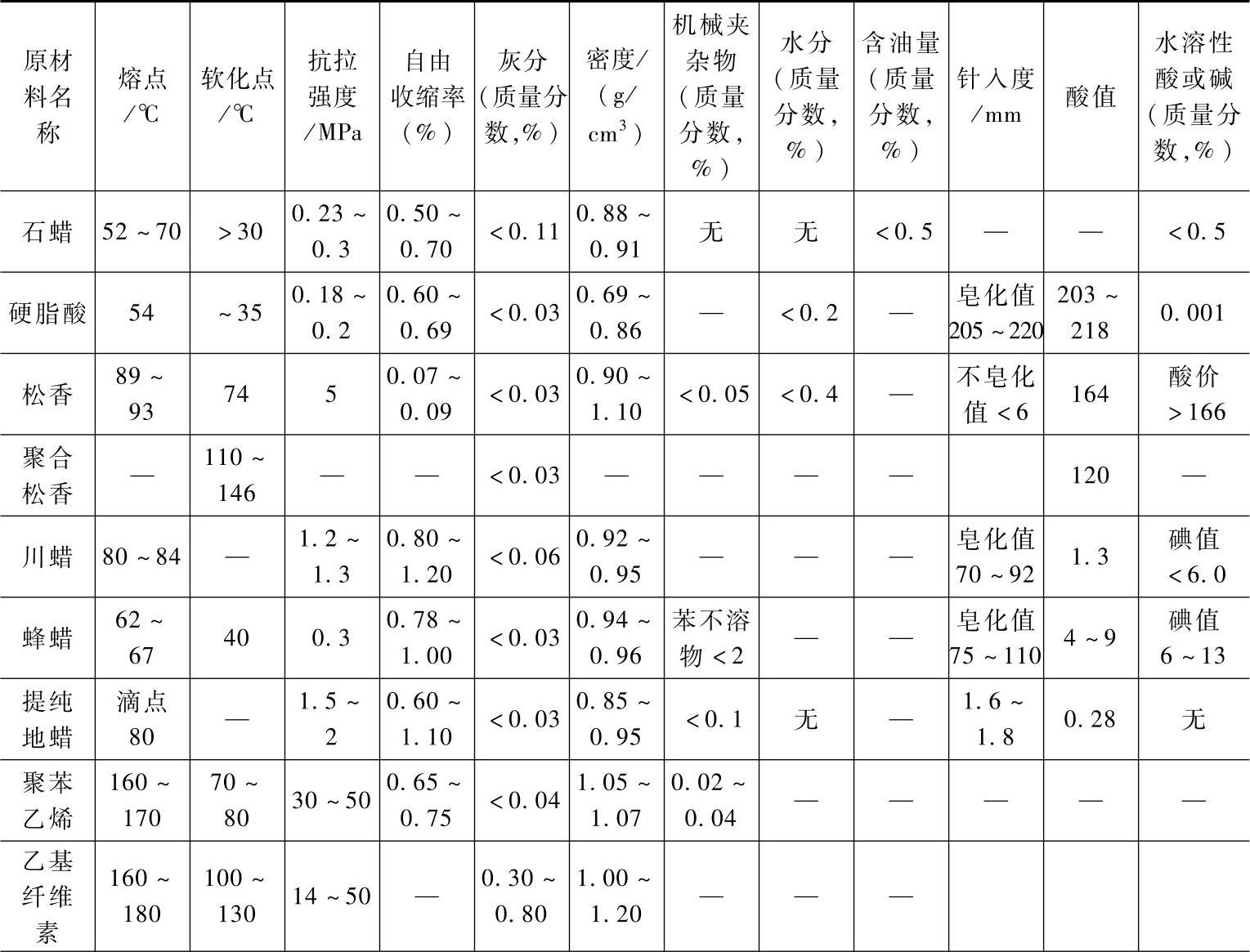
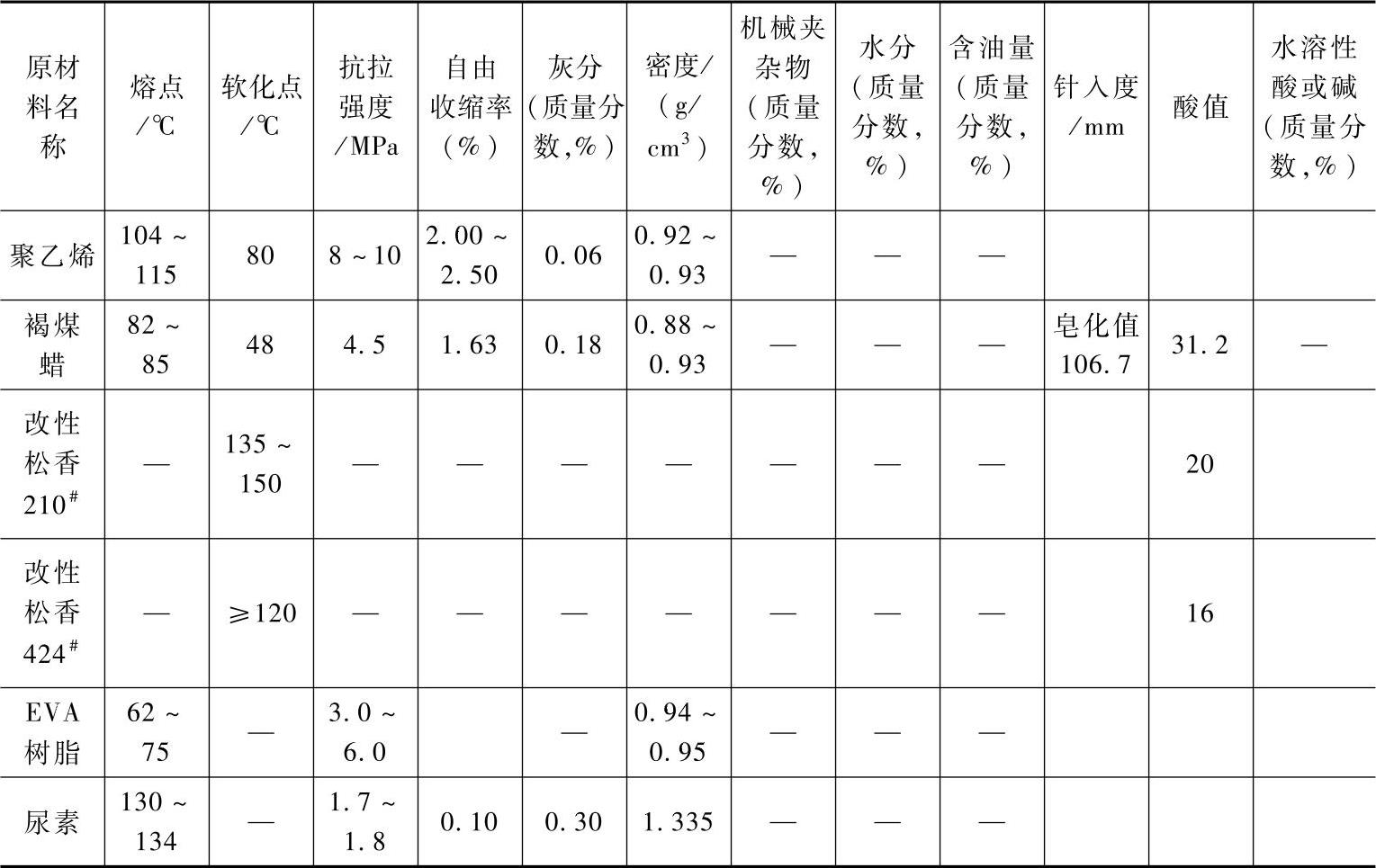
表11-6 熔模原材料的主要技术参数(https://www.xing528.com)
(续)
3.熔模模料的配比及其技术特性
(1)低温模料 常用低温模料成分见表11-7,其技术特性见表11-8。
表11-7 常用低温模料成分
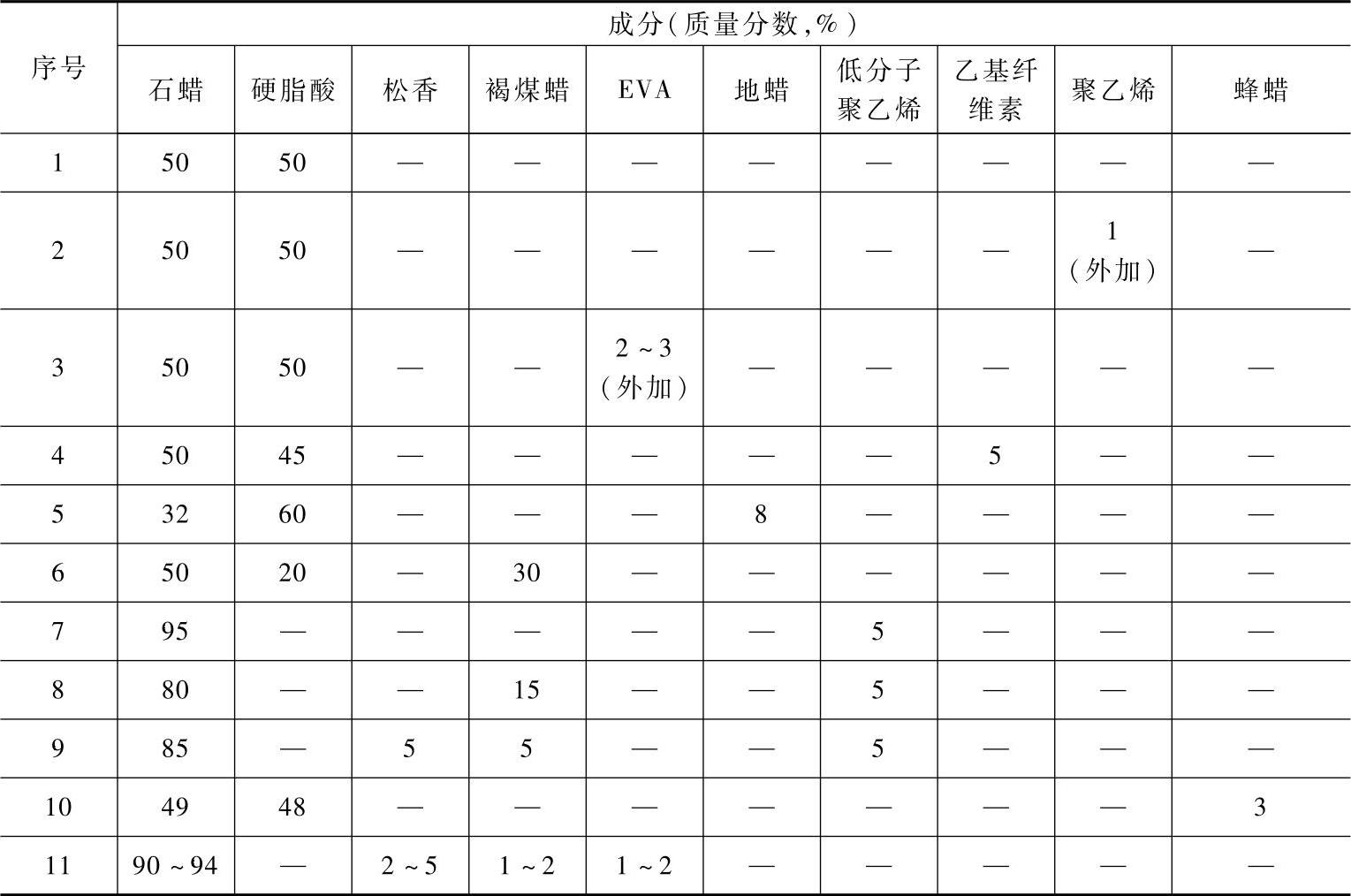
表11-8 低温模料的技术特性

①涂挂性表示熔模吸附涂料的厚度。
(2)中温模料 常用松香-蜡基模料配方见表11-9,其工艺性能见表11-10,充填模料配方见表11-11,国外常用中温模料配方及其主要工艺性能见表11-12。
表11-9 常用松香-蜡基模料配方
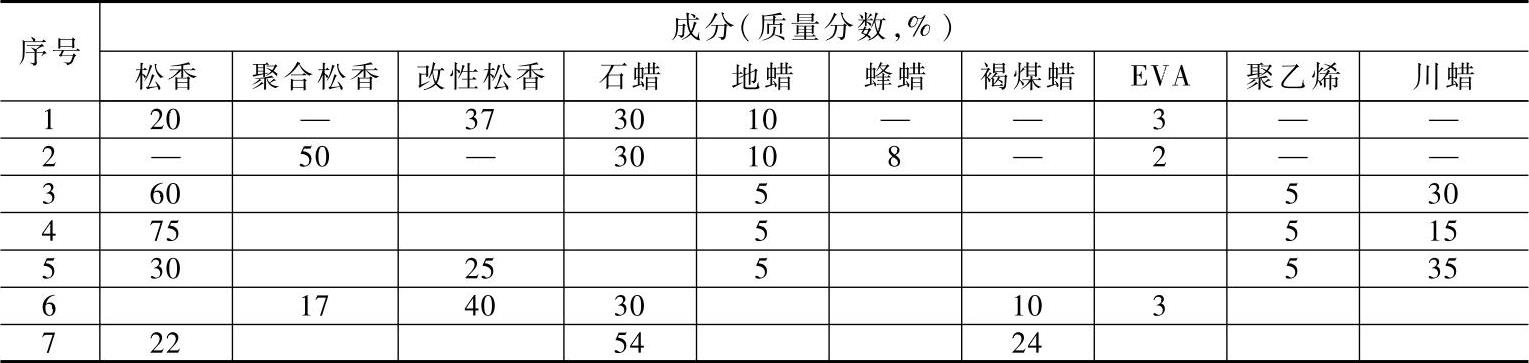
表11-10 常用松香-蜡基模料工艺性能
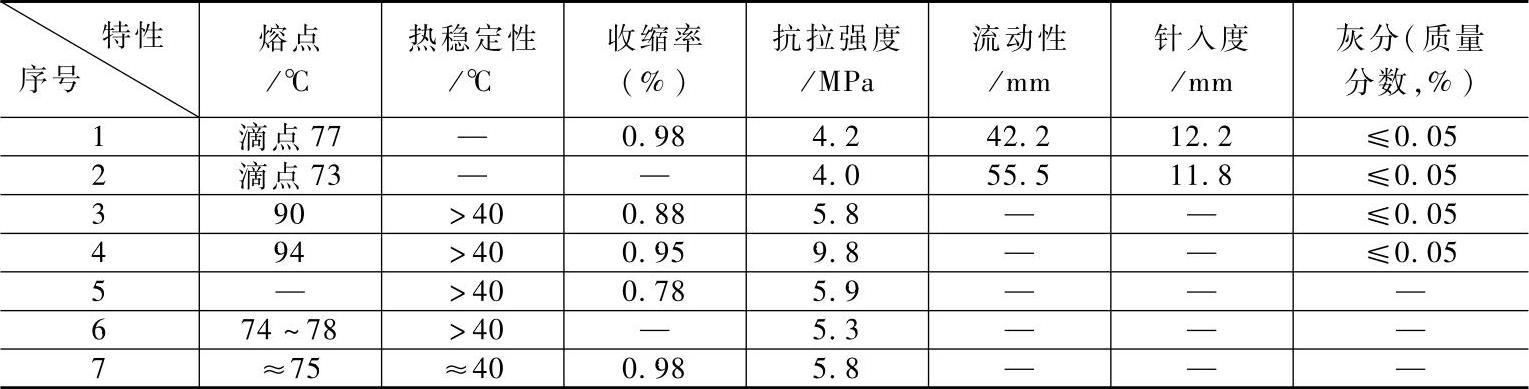
表11-11 充填模料配方(质量分数,%)

注:改性尿素粉是将尿素和二缩尿在170℃加热生成三聚异氰酸和三聚氰酸,经破碎成为不溶于水的粉料。
表11-12 国外常用中温模料配方及其主要工艺性能

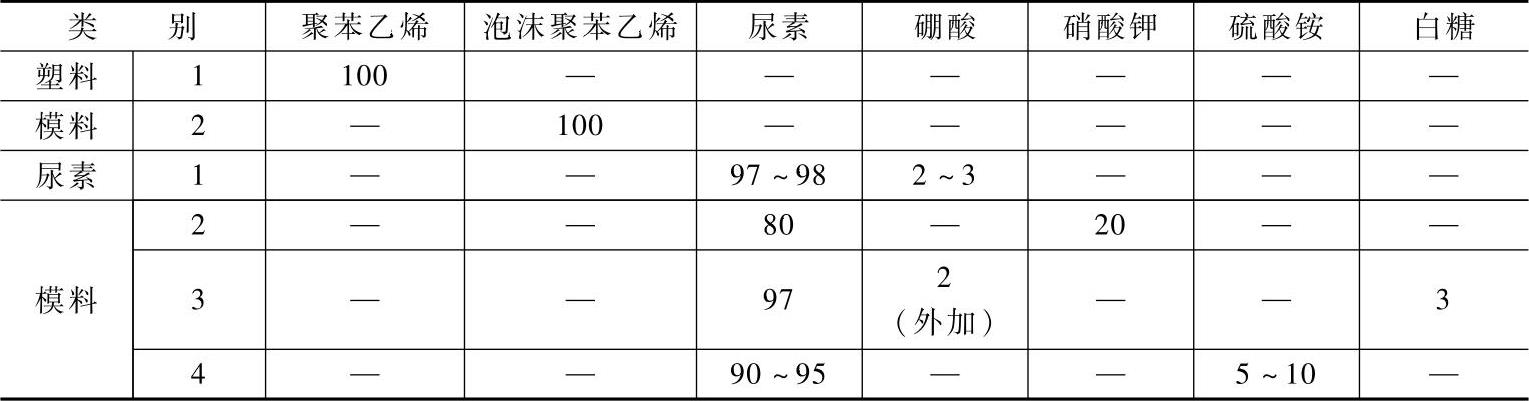
(3)高温模料 目前国内使用的高温模料主要是塑料模料、尿素模料。高温模料只在特殊要求时使用。高温模料配方见表11-13。
表11-13 高温模料配方(质量分数,%)
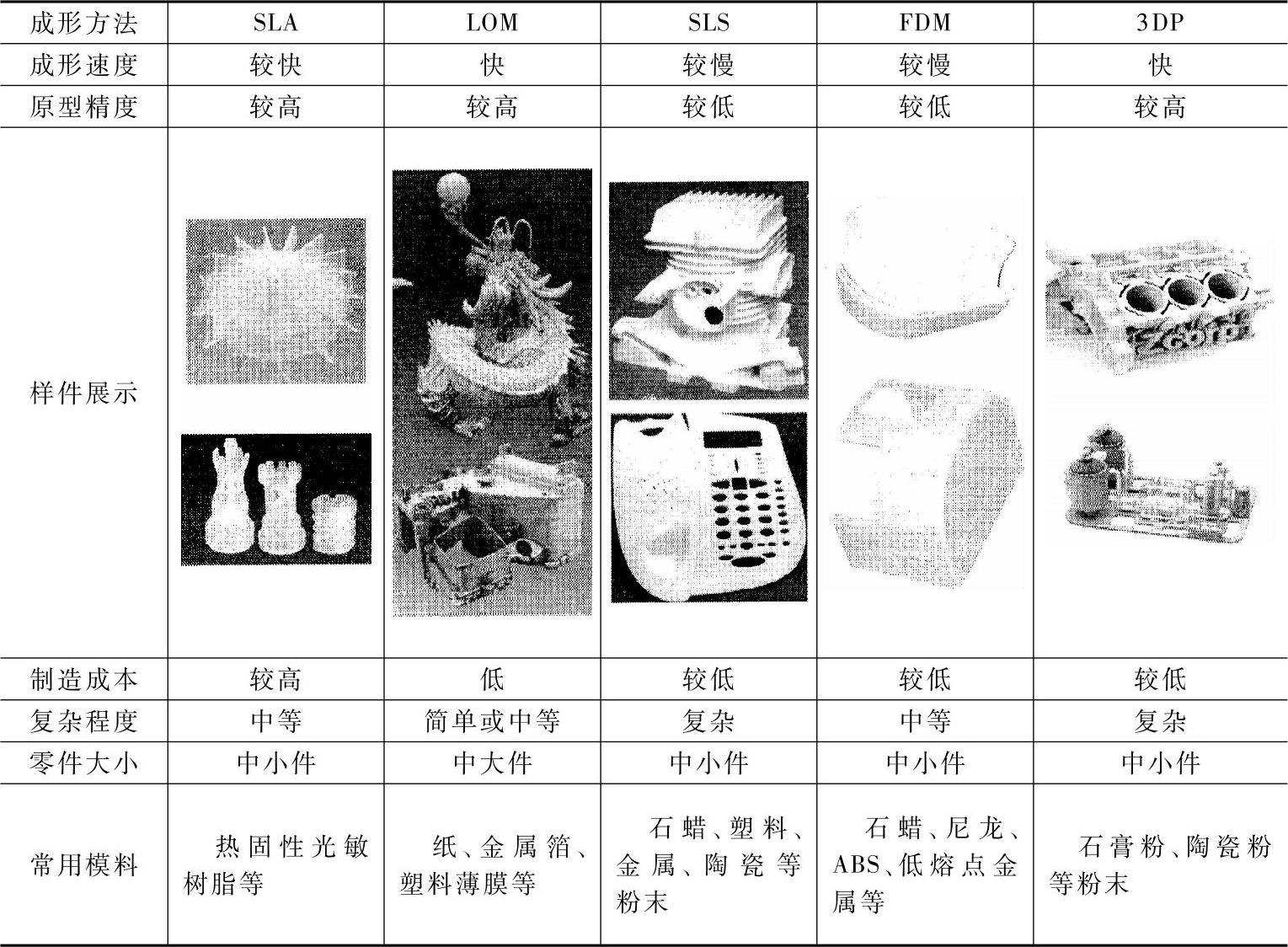
(4)快速成形用模料 熔模精密铸造技术作为一种主要的间接快速制造工艺,非常适用于配合快速成形技术进行金属零件(模具)的快速制造。熔模精密铸造技术与快速成形技术二者的结合可以在某些方面克服快速成形技术本身的弱点,不仅能够快速制造出与实际需要十分接近的金属制件,而巨从快速原型到实际零件(模具)的转换迅速有效,使得快速成形技术更具有实用性。几乎所有的快速成形技术制作的原型都可以作为熔模铸造的熔模。各种快速成形用模料用于铸造的优缺点比较见表11-14。
表11-14 各种快速成形用模料用于铸造的优缺点比较
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。