



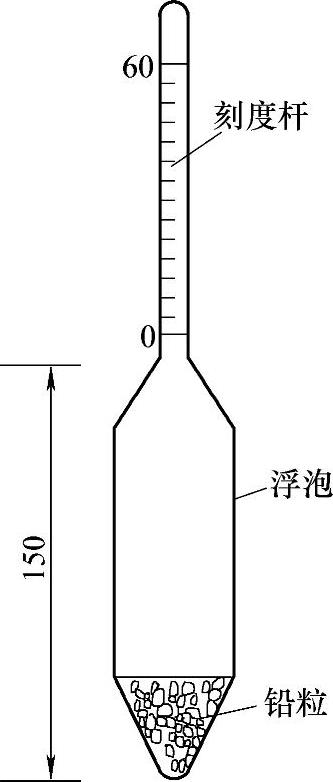
图10-10 波美密度计
1.密度和浓度
涂料的密度反映了涂料中固体颗粒含量的多少。如果涂料密度过小,则每次涂刷时,在砂型或砂芯表面上所形成的涂料层厚度不够;如果密度过大,则涂料层就会过厚,使得涂刷困难,表面不平,形成局部堆积。
对一种类型的涂料来说,涂料的密度和浓度间存在着一定的关系。涂料浓度可以利用波美密度计测量,用波美度(°Be′)表示。波美密度计如图10-10所示。波美密度计有两种:重表,用于测量密度大于水的涂料,或用于刷涂的涂料;轻表,用于测量密度小于水的涂料,或非锆石粉系的各种涂料。波美度(°Be′)与密度ρ(g/cm3)的换算公式如下:
波美度=145-145/ρ (适用于ρ>1g/cm3的涂料)
波美度=140/ρ-130 (适用于ρ<1g/cm3的涂料)
测定涂料浓度最好直接采用称量法,即称量定体积的涂料质量,得到密度,再根据一般换算公式换算成波美度,以适应习惯上用波美度来表示涂料的浓度。
测量密度简便而可靠的方法是量筒称量法。量筒称量法的过程是:将涂料仔细倒入容积为100mL的量筒中,用药物天平称出100mL涂料的质量(从盛有100mL涂料的量筒总质量中减去量筒质量即得),再除以涂料的体积(100mL)即得涂料的密度。该法操作简便,精度足够,适合在工厂实验室条件下使用。
2.条件黏度
测定黏度的目的在于控制涂料的涂刷性,以及渗入砂型或砂芯表面的深度和涂层厚度。
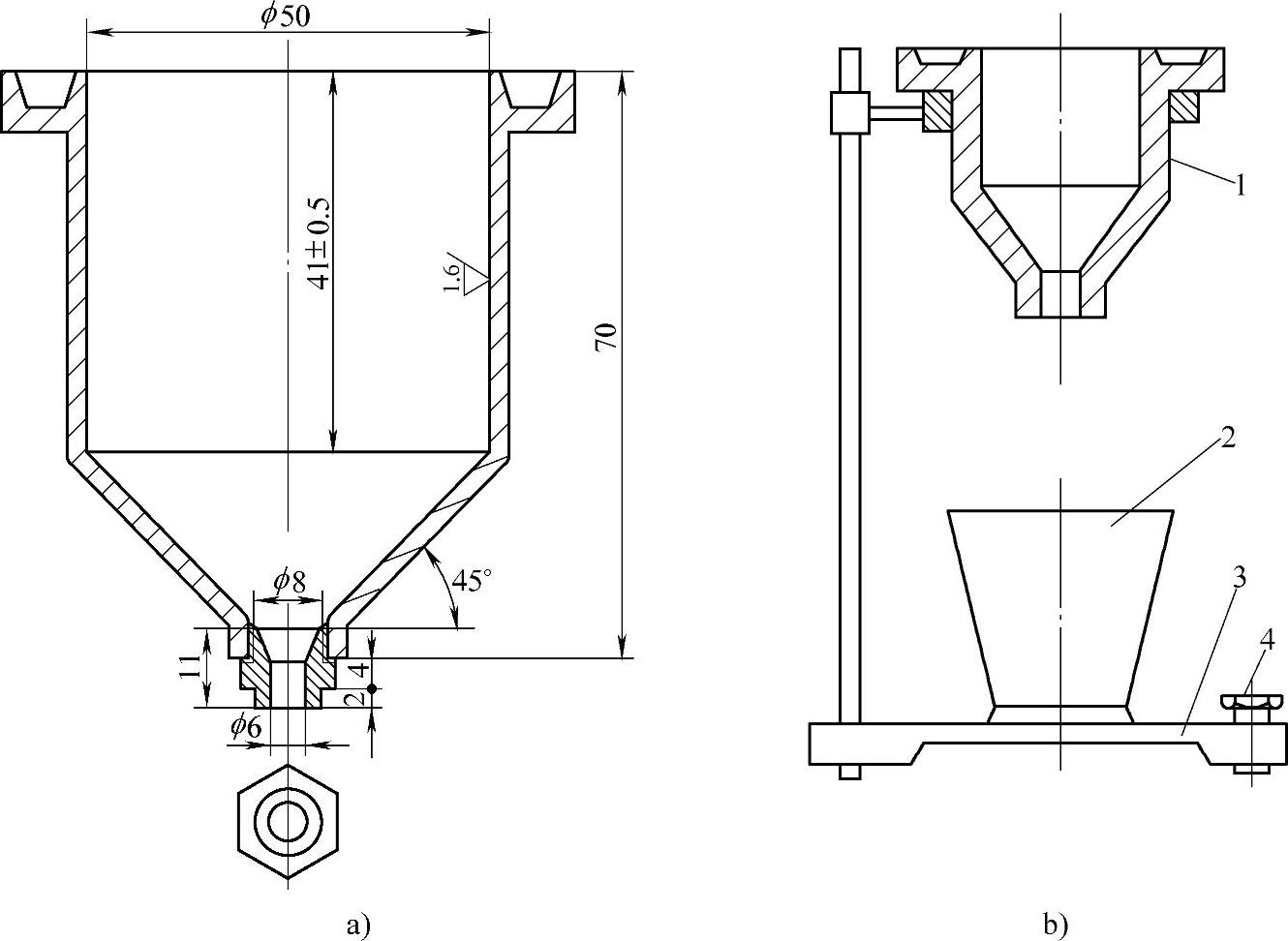
图10-11 涂料黏度测定装置
a)流杯 b)黏度测定装置 1—流杯 2—容器 3—支架 4—调节螺钉
铸造生产中常用4号和1号黏度杯测定涂料的条件黏度。这是一种用定量涂料从容器底部小孔流完所需时间来测量涂料黏度的方法,流完所需时间越长,黏度越高。流杯是一个上部为圆柱形、下部过渡到锥形,底部有直径为ф4mm(4号)或ф6mm(1号)孔嘴的圆锥形漏杯(见图10-11a)。杯内容积为(100±2)mL,杯锥安放在专用的架子上(见图10-11b)。试验时用塞杆堵塞住漏嘴,将涂料倒入杯中,用玻璃棒刮平杯锥顶部以保证涂料体积一定。一定时间后拔起塞杆,用秒表记录从起漏到细流终断时的全部时间,读出的秒数就是该涂料的黏度值(取三次试验平均值),单位为s。
3.悬浮性
悬浮性是涂料的重要工作性能,也是涂料流变性能的重要参数,一般具有好的悬浮性的涂料均具有屈服值和触变性。涂料悬浮性的测定方法有相对高度沉降法(又称量筒法)、沉降仪法以及沉降率法等。其中,沉降仪法(见图10-12)又称沉降柱法,其测量过程为:向仪器中注入经过仔细混制的涂料,经过一定的时间静置后,开始自上而下选取涂料试样,用密度计测定其密度。分层系数KP可以用来比较各种成分涂料的悬浮稳定性,KP由下式计算:
KP=Δρ/(ρ初始ht)
式中 Δρ——两层涂料密度的差值(g/cm3);
ρ初始——涂料在制备时的密度(g/cm3);
h——沉降柱高度(cm);
t——沉降柱中涂料静置时间(s)。
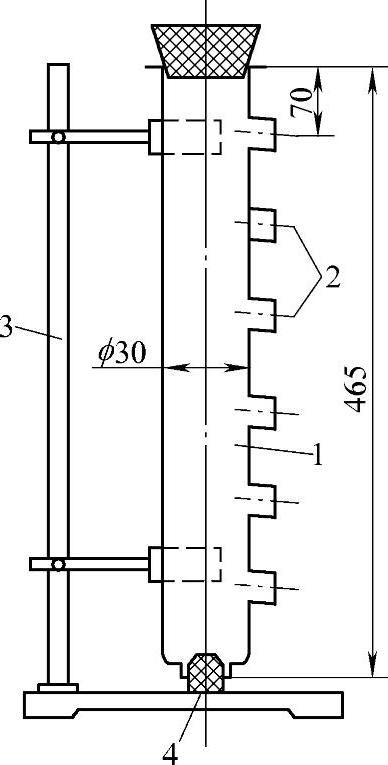
图10-12 沉降仪法
1—玻璃沉降柱 2—分层开口 3—支架 4—橡胶塞
在测定涂料悬浮性的方法中,目前最简单实用的方法是相对高度沉降法。它是将涂料倒入ф25mm,100mL的具塞量筒中,使其达到100mL标高处,静置一段时间(通常水基涂料静置时间长些,醇基涂料静置时间短些,但大多以24h为测试标准),再测量其澄清层体积,悬浮性Φ(%)可按下式计算:
Φ=[(100-V)/100]×100%
式中 V——量筒中涂料上部澄清液的体积(mL)。
国外商品涂料的悬浮性也大多由此法测定,不过其计算公式有的与上式稍不同,其计算公式为
f=(V/100)×100%
即所计算的f值为上部澄清液的体积占100mL体积分数(%)。
此法的最大优点是操作方便易行,读数比较精确。
4.涂刷性(https://www.xing528.com)
涂刷性是涂料的一项重要指标,但不容易用仪器进行测定。在一般涂刷情况下,涂料涂刷性的好坏主要是涂料黏度对刷子运动是否能及时调整。涂料涂刷过程示意图如图10-13所示。
涂料黏度作用有两方面:一方面是涂料较稠时(黏度大),容易建立起厚的涂层,在同样刷子的线速度运动下,涂层越厚,剪切速率越小,剪切应力也较小。另一方面,剪切应力与黏度成正比关系,当剪切速率增加时,如果黏度不及时减小,推刷子就很费劲。从涂料黏度作用相互矛盾的两方面看,涂料在剪切率小时或不加剪切力时,黏度应尽可能大,但在剪切率较大时,表观黏度越小越好。上述两种情况下的黏度值差越大,其涂刷性就越好。它可用两者的比值来表示,即称为涂刷指数(M)。在旋转黏度计低转速(6r/min)和高转速(60r/min)测定出表观黏度的比值分别为η6及η60,则有
M=η6/η60
测定在NDJ-1型旋转黏度计上进行,测定时需使待测涂料的搅拌与静置时间相等,在预定的转速下,转动一定时间后读出稳定的读数,再将其乘上规定系数即得相应的η值。一般涂料的M值应为5~6.5。
5.流平性
在砂型或砂芯的表面涂刷或流涂涂料时,其表面往往出现沟槽或刷痕,这些沟槽或刷痕可能在短时间内消失。这种使湿涂料层表面刷痕或流痕自动消失的性能称为流平性。流平性的测定方法有以下两种:
1)将涂料调至涂覆时的黏度,并在玻璃板上均匀涂布平滑涂层,然后在涂层中部用刷子纵向拉出刷痕(凹槽),观察经多长时间刷痕消失。一般水基涂料达到均匀平滑表面所需时间应不超过5min。
2)在一用铁皮围成的容积为50mL、直径为ф50mm的圆筒中,满盛涂料置于玻璃板上,倒涂料入圆筒与筒壁沿齐平,垂直提升圆筒,用涂料放开流出后覆盖面来衡量流平性的好坏。覆盖面的半径越大,其流平性越好。
实践经验告诉我们,水基涂料比溶剂基涂料的表面张力大,流平时间短,流平性较好。而非水基涂料溶剂挥发快,渗入砂型快,黏度增加,厚度减薄,流平时间较长,甚至在流平前涂层已干燥,故溶剂基涂料常出现较多刷痕。上述测定方法均是在光滑的玻璃板上进行的,未考虑砂型(芯)是多空隙这一因素,因而其测定结果与实际条件有一定的距离。
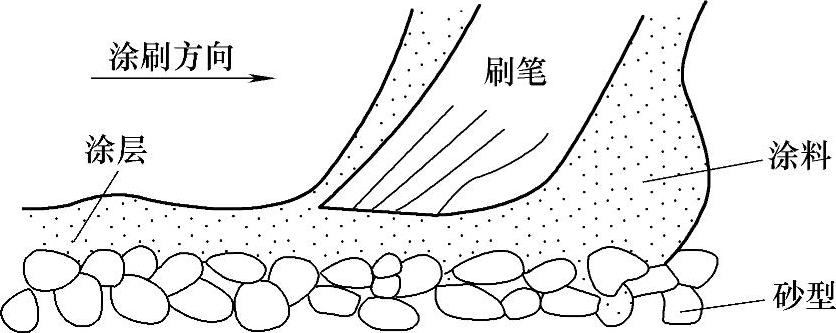
图10-13 涂料涂刷过程示意图
6.流淌性
由于重力的影响,涂料在型(芯)垂直面上有下流趋势,并造成下部涂层厚度大于上部涂层,甚至在型(芯)底部形成堆积的现象,这种性质称为流淌性。
测定流淌性可采用单位面积质量法,即采用长80mm、宽20mm的玻璃板,沿长度25mm有一刻度,使刻度下10cm2面积的板面浸入涂料中,然后垂直取出,任其流淌,取玻璃板上均厚涂料层质量表示其流淌性。涂料层薄,流淌性高。
与测流平性一样,测定流淌性也未考虑砂型(芯)是多空隙这一因素,因而其测定结果与实际条件有一定的距离。
7.涂层厚度
使用涂料时,涂层厚度是需要加以控制的。测定涂层厚度有浸涂标准型砂试块(ф50mm×50mm)法。其方法是,在测量涂层时,将浸有涂料的烘干标准试样二等分只锯到轴心,然后掰开,将半个试样放在双筒立体显微镜的平台上,放大35~60倍,在掰开部分的圆周上,而不是在锯开的截面部分测量涂层厚度。浸涂标准型砂试块法检测涂层厚度的重现性好。
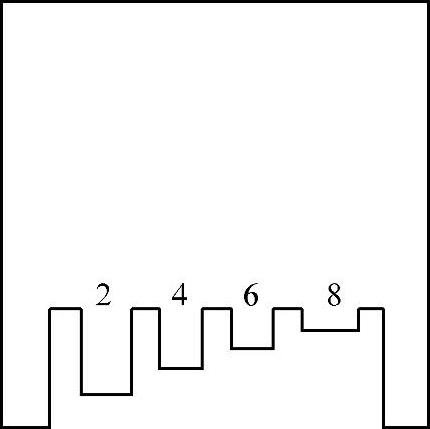
图10-14 湿涂层测厚板
对于具体型(芯)的涂层厚度或在现场检查操作工人是否达到了规定的涂层厚度,须用测厚板(湿涂层,见图10-14)和千分尺(干涂层)来进行测定。其中湿涂层的检测原理是:板的两端底面在同一直线上,板中部有多个触面,当外侧两个面压着湿涂层下面的型(芯)表面时,其中有一触面可能刚好与涂层表面吻合,这个面与外侧两个面的高度差(可从板上读出)即为涂层厚度。试验时,首先在砂型表面涂覆涂料,然后立即将测厚板朝向有涂料的砂型表面,从垂直方向压入湿涂层上。取出测厚板,直接观察被涂层浸湿的最短叉股和未被浸湿的最长叉股的尺寸。如果被浸湿的叉股2是0.15mm,未被浸湿的叉股4是0.2mm,则涂层厚度为0.15~0.20mm。
8.涂料渗透性
涂料渗透性是指涂料渗入到砂型孔隙中的能力,理论上求得砂型的孔隙率为45%左右。涂料渗入量大,可增强涂料对于砂型的附着力,同时可加固砂型,提高砂型的抗粘砂能力。
涂料渗透性的测定方法有玻璃珠测定法,图10-15所示为其测定装置。盛涂料的料斗1的容积约为15mL,渗透性测定管2的内径为ф10mm。测定时,测定管2内充满粒径为50~90目的玻璃珠。装入玻璃珠时轻轻敲动,使其充填匀实。排气管3的内径为ф0.5mm,当涂料渗透玻璃珠时,排气管起排除玻璃珠间空气的作用。测定管侧有刻度尺,表示渗透性的大小,1mm为一格,共100格,玻璃珠顶面为零。测定时从料斗1内加入涂料量10mL,放入后用秒表测定时间与渗透深度之间的关系,所测涂料黏度范围为0.04~0.07Pa·s(40~70cP)。在玻璃珠中的渗透性是铸型中的5~10倍。
值得指出的是,过去的生产经验认为,载液与粉料等组成的涂料是一种非牛顿流体,它是一种具有触变性质的塑性流,黏度高,很难流入砂粒孔隙中去。它在砂型表面形成的涂层,一般都渗入砂型深度只及半粒砂子大小(0.1~0.15mm),这一深度足够涂层挂附于砂型之上,所以要求涂料渗透性高是不必要的,而巨涂料渗透性高,烘干时间就需要延长。在细粉料的条件下,渗透深度也不宜超过砂子平均粒径的1.6偌。由于渗透深度浅,用切开试样实际度量的方法不易观测,故采用玻璃珠测定法。但随着树脂砂的广泛应用,对涂层渗透深度要求更大,一般渗透深度达0.3~0.5mm,有的甚至达1mm以上,乃至数毫米,因此与测定涂层厚度一样,采用浸涂标准型砂试块法检测涂层渗透深度是准确可靠的。
9.涂料PH值
PH值可用来代表涂料的酸碱性,涂料呈中性时其pH=7。通常涂料PH在4~11变动,以碱性的(pH>7)涂料较常采用,通常PH为8~10。PH值不仅用作涂料性能的一项指标,在使用与储存期间,pH值还可作为监测涂料性能有无变动的一种方法,故pH值是涂料的质量指标,也是生产与使用涂料过程控制指标。
pH值的测量有比色法和电位计法。比色法是将特殊的液体指示剂或试纸滴入或浸入涂料,随着涂料PH值的改变而变换其颜色。这种方法简便,但因涂料原有颜色会妨碍变化后颜色的比较和识别,涂料较稠时也不宜使用。
为了测定涂料的pH值,也可采用标准酸度计进行测定。
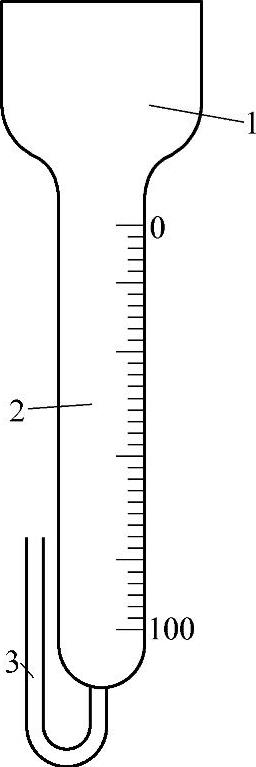
图10-15 涂料渗透性玻璃珠法测定装置
1—料斗 2—渗透性测定管 3—排气管
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。