



1.重力及低压金属型铸造涂料
用铸铁、铸钢或其他金属材料制造铸型,并在重力或低压下将熔融金属浇入铸型获得铸件的工艺方法称为重力及低压金属型铸造法。金属型铸造既适用于大批量生产的形状复杂的铝合金、镁合金等非铁合金铸件,也适用于钢铁材料的成型铸件、铸锭及棒材等。由于金属型具有很多优点,故广泛地用于生产发动机、仪表、农机等的零部件。
金属型涂料目前主要是以水为载体,加入高温黏结剂和耐火填料。绝热涂料含有绝热矿物混合料,涂料中的填料在铝合金的正常温度下应有足够的耐火度,以保证其不发生化学变化,基本上只是物理作用。金属型涂料最关键的性能是热导率、粒度和润滑性。金属型涂料应具有良好的性能,以保证铸件易于脱型和表面光洁,并保证涂层有较高的绝热性,以防止铸件浇不足。金属型铸造是通过改变涂料层厚度、孔隙度或其热物理性能来控制铸件凝固时的冷却强度。
(1)耐火骨料及其对涂料导热性的影响 金属型涂料骨料的热物理性能见表10-24。高孔隙率单一骨料涂料的热导率见表10-25。高孔隙率多元骨料涂料的热导率见表10-26。金属型涂料组成见表10-27。
表10-24 金属型涂料骨料的热物理性能

表10-25 高孔隙率单一骨料涂料的热导率

表10-26 高孔隙率多元骨料涂料的热导率

(续)
表10-27 金属型涂料组成
注:其余为水。
(2)蓄热效应型涂料 用不同热导率的耐火基料制得的涂料的热导率见表10-28和表10-29。从上述表中可以看出,各种涂料的热导率最大相差1~2偌,比原材料之间的热导率的差值要小得多。常用耐火基料的热导率差别较大,选用不同的基料及配比,可使涂料具有不同的热导率。三种金属型涂料的组成、作用及应用见表10-30。
表10-28 单耐火基料制得的涂料的热导率

注:测量温度范围为435~440℃。
表10-29 双耐火基料配制的涂料的热导率
注:测量温度范围为430~435℃。
表10-30 三种金属型涂料的组成、作用及应用
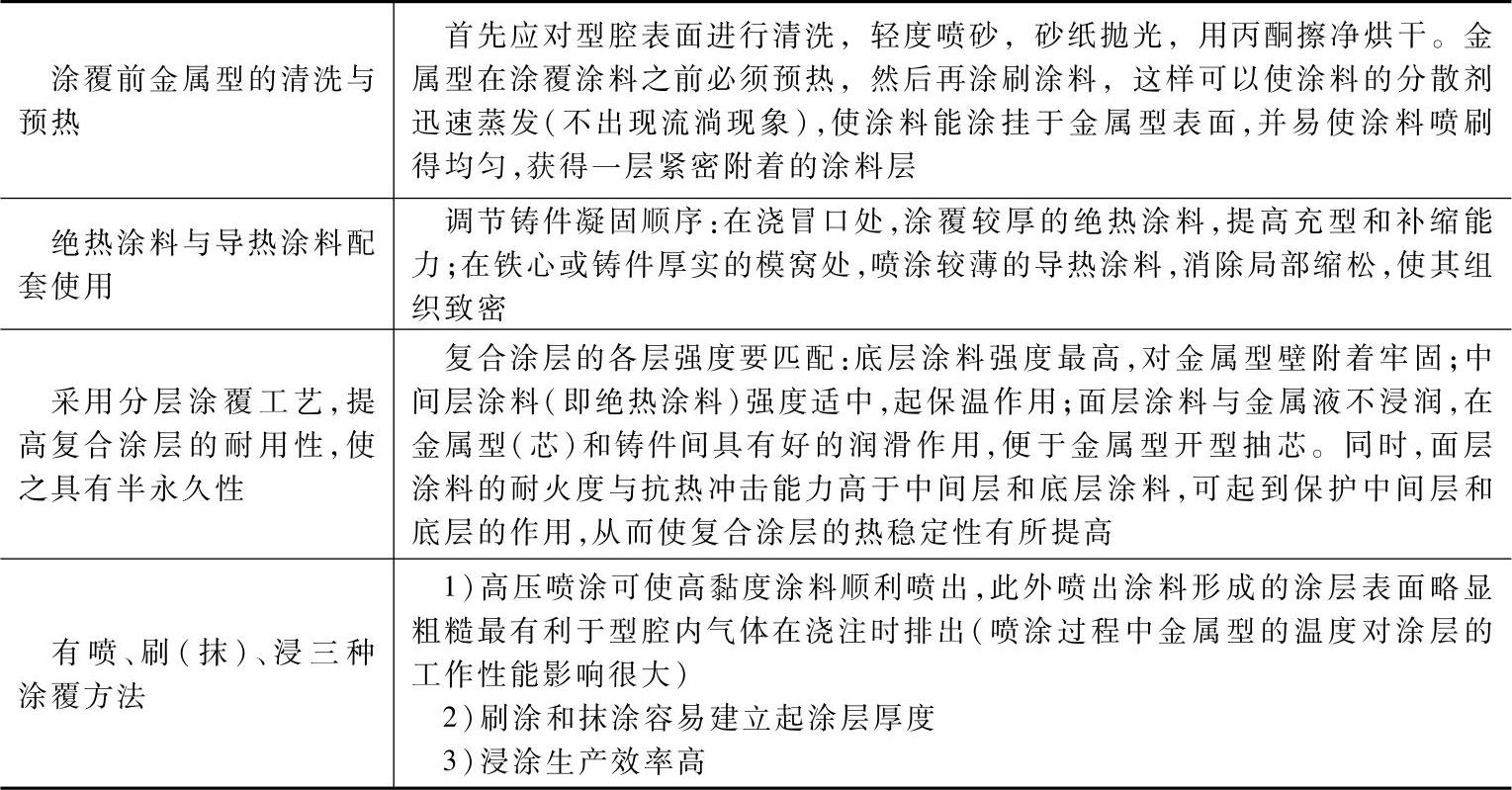
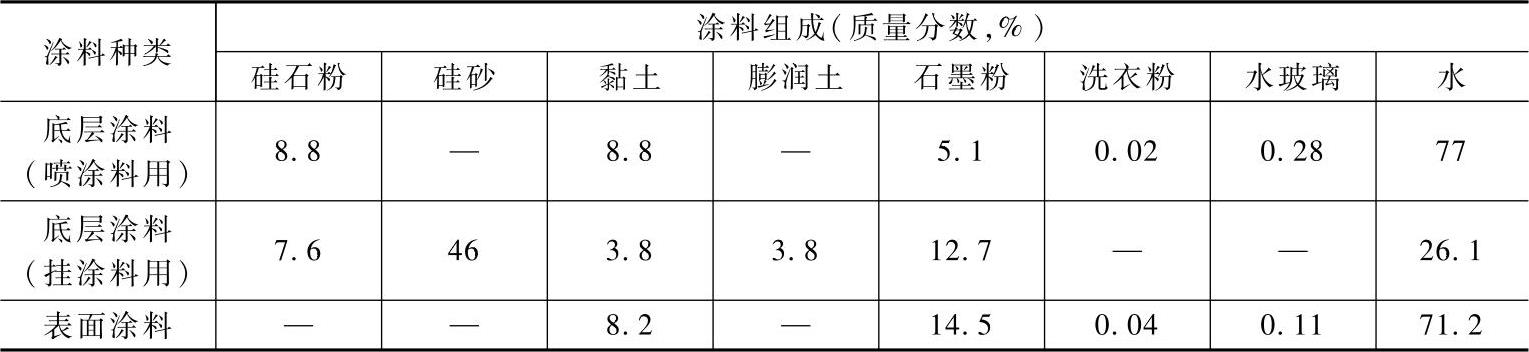
(3)金属型涂料的涂覆 金属型涂料的涂覆及其要点见表10-31。
表10-31 金属型涂料的涂覆及其要点
2.离心铸造金属型涂料
离心铸造金属型涂料分为铸钢、铸铁辊类离心铸造金属型涂料、气缸套离心铸造金属型涂料和金属型离心铸管专用涂料等。
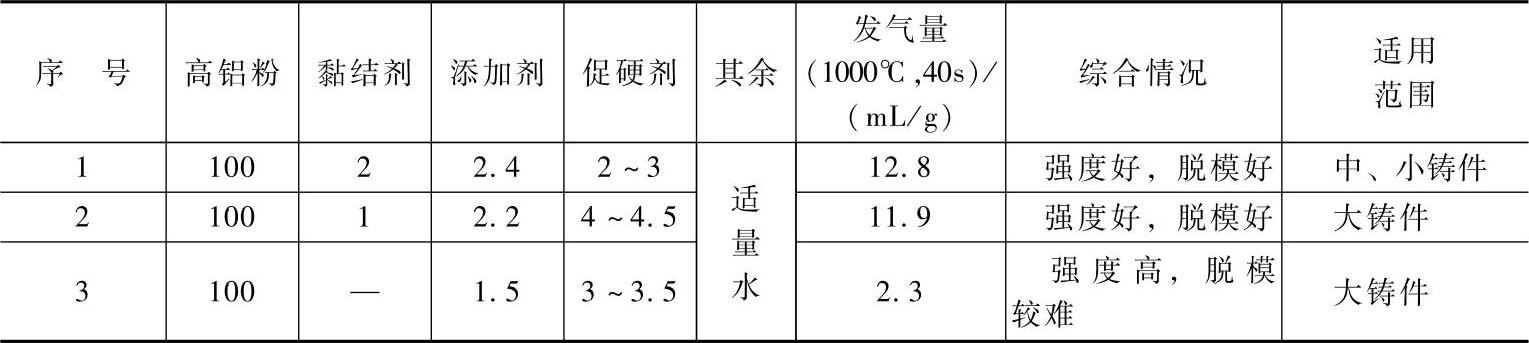
(1)铸钢、铸铁辊类离心铸造金属型涂料 铸钢、铸铁辊类离心铸造金属型涂料多用高铝粉作耐火骨料,其配方见表10-32。
表10-32 铸钢、铸铁辊类离心铸造金属型涂料配方(质量份)(https://www.xing528.com)
(2)气缸套离心铸造金属型涂料 表10-33和表10-34分别为中小型和大型铸铁气缸套金属型离心铸造涂料配方。
表10-33 中小型铸铁气缸套金属型离心铸造涂料配方
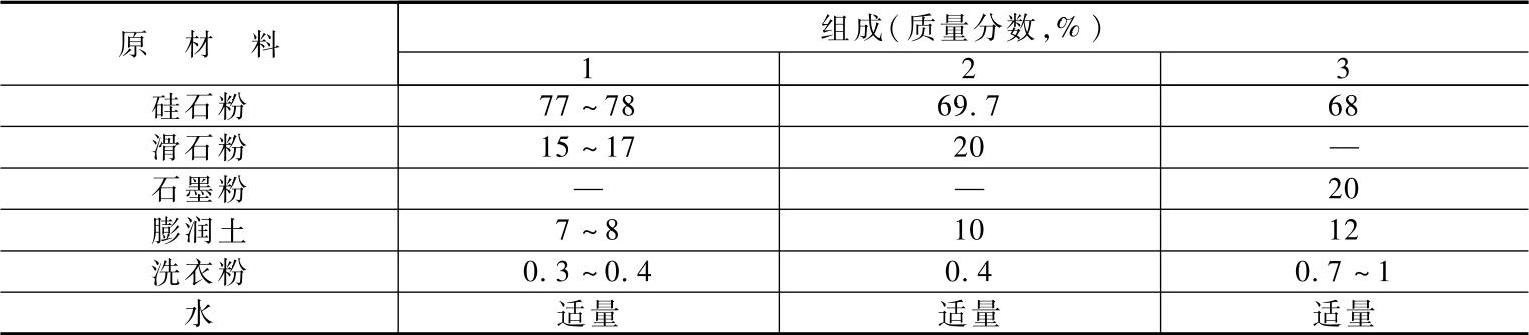
表10-34 大型铸铁气缸套金属型离心铸造涂料配方
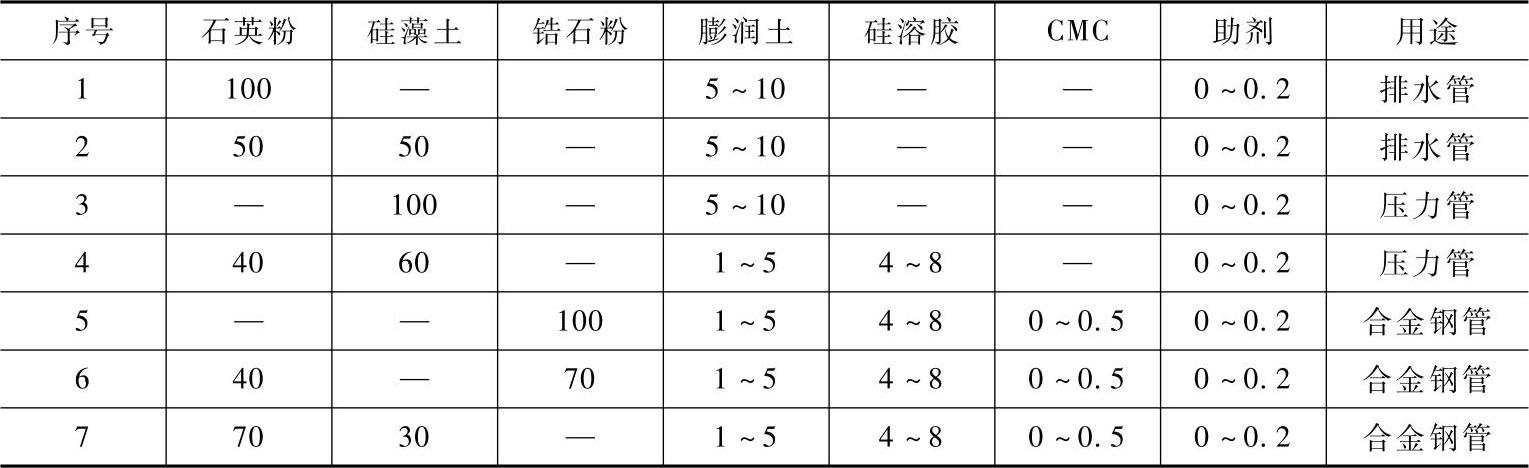
(3)金属型离心铸管专用涂料 分别采用石英粉、硅藻土和锆石粉等所配制的涂料,离心铸造铸铁排水管、压力管及合金钢管时,其性能均能很好地满足不同铸管的生产要求。其配方见表10-35。
表10-35 几种涂料的配方(质量份)
作为离心铸管用的铸型绝热涂料,实际上是离心铸造铸态球墨铸铁管铸型涂料。优选确定的球墨铸铁管离心铸造绝热涂料的配方(质量分数)为:长白山硅藻土16%~22%,钠基膨润土6%~8%,水70%~75%,其他添加剂1%~3%。其性能测试结果见表10-36。其中黏结剂和悬浮剂从降低涂料的发气性考虑,选择膨润土而未选择有机物;采用水作为涂料的载液,以保证在喷涂时涂料雾化良好,涂层均匀。这部分水可以在金属型温度的作用下蒸发和排除。
表10-36 球墨铸铁管离心铸造涂料的性能

3.压力铸造金属型涂料
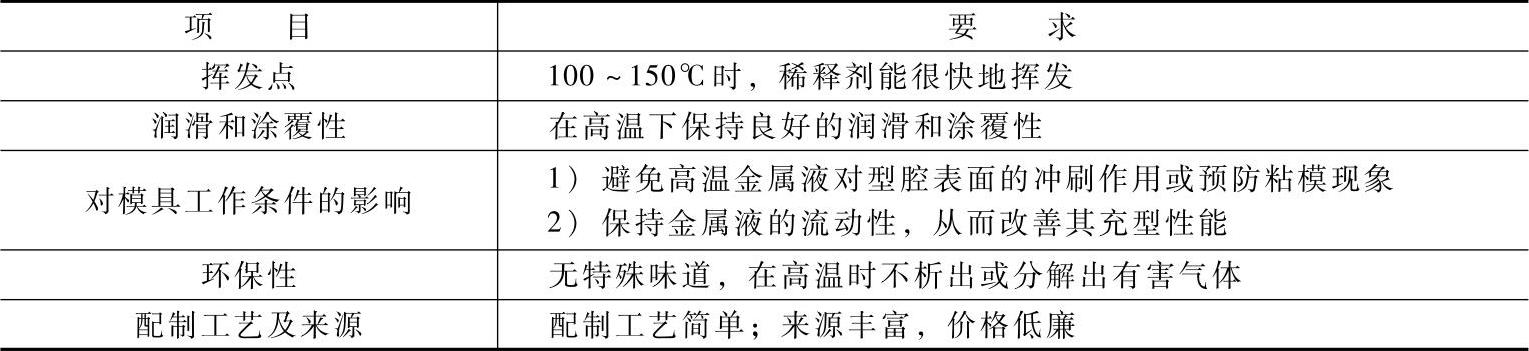
为了保护压铸型及改善铸件的表面质量,以保证冲头和压室在高温下能正常工作,在型腔、冲头和压室的工作表面上均需喷涂一层涂料。对压铸涂料的要求见表10-37。
(1)常用压铸涂料 压铸涂料包括脱模剂和润滑剂两种,按涂料的种类又可分为油性涂料、水基涂料和粉体涂料等。
表10-37 对压铸涂料的要求
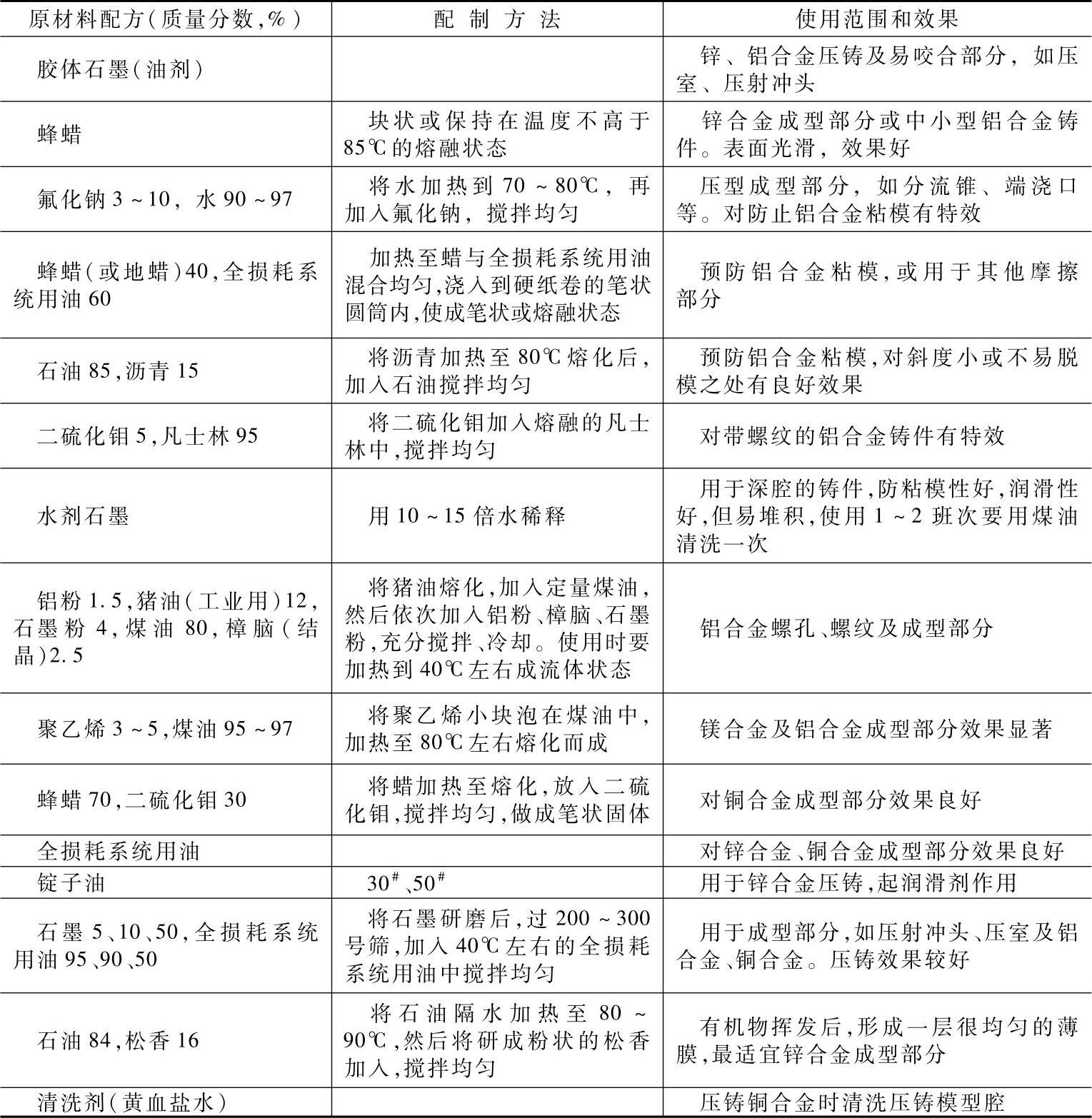
由于成分、脱模的特性不同,价格也有所差别,因此每一种涂料都有其最适用的范围和对象。可根据压铸件档次和质量要求,是否需要表面处理,来选用相应的涂料。常用压铸涂料参见表10-38。
表10-38 常用压铸涂料
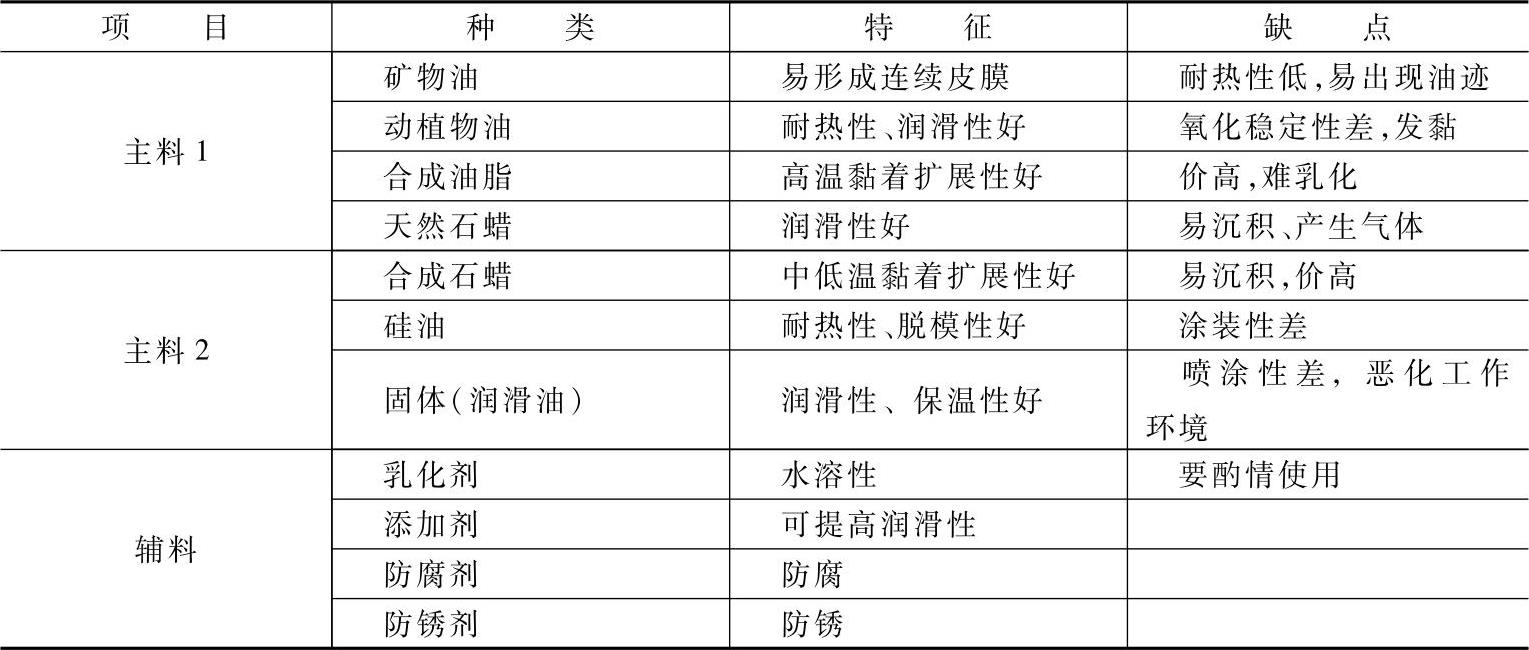
(2)水基压铸涂料及性能 水基涂料因其具有脱模性好、冷却效果强、无污染、铸件表面光洁、无气孔等许多优点,应用较为广泛。它的基本成分是矿物油、石蜡,再加上添加剂等十几种原料经乳化制成。表10-39列出了压铸用水基涂料主要成分的特征。
表10-39 压铸用水基涂料的主要成分特征
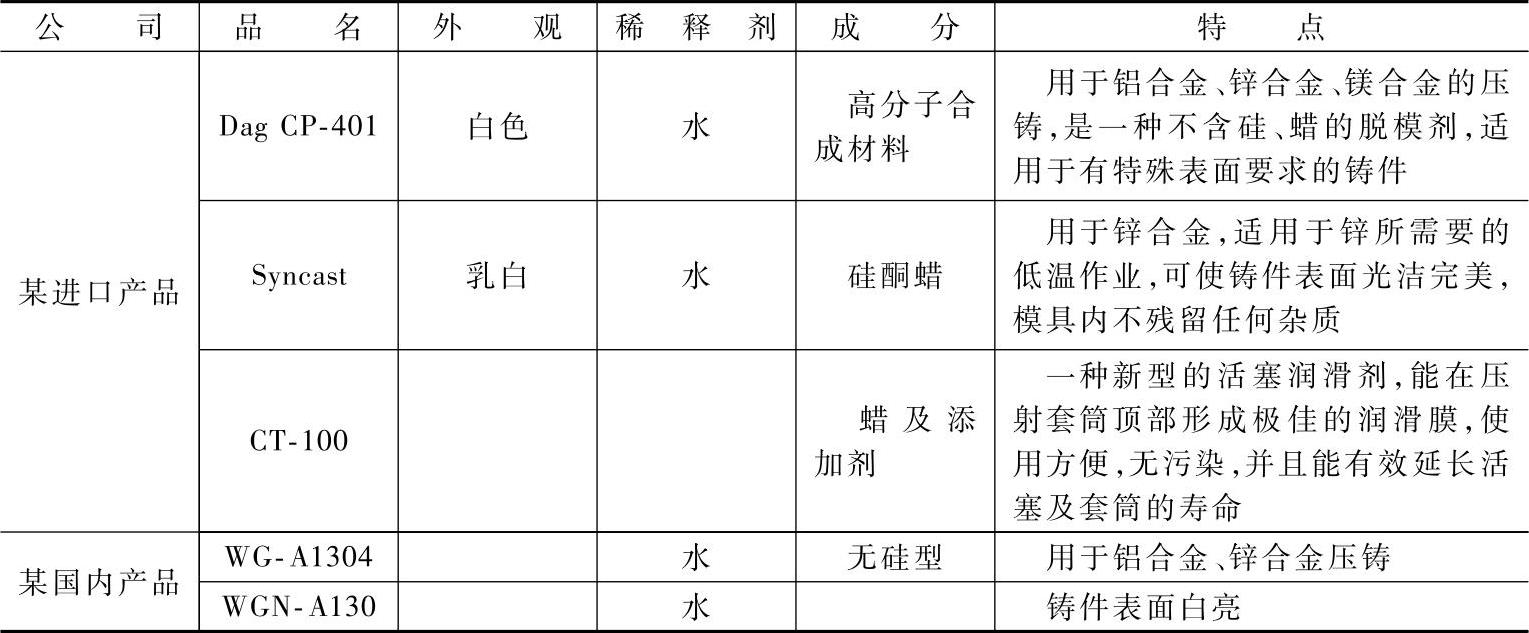
(3)压铸涂料的选用 压铸件的一些缺陷,如气孔、气泡、起皱、夹杂、粘膜、变形等都与涂料的选择与使用不当有着直接或间接的密切关系。目前市场上压铸涂料的种类很多,既有进口的,也有国产的,为了得到高质量的压铸件,要选择与产品要求、压铸模形态、模温、喷涂系统等相适应的涂料。表10-40列出了常用的几种压铸涂料产品介绍。
表10-40 常用的几种压铸涂料产品介绍
(4)涂料涂覆工艺 一般铸件的压铸工艺过程是:清扫型腔和喷涂→安装镶件→插入动模型芯(可能多个)→合模→浇注→压射→开模→抽出型芯(可能多个)→顶出铸件→取出铸件→切边。
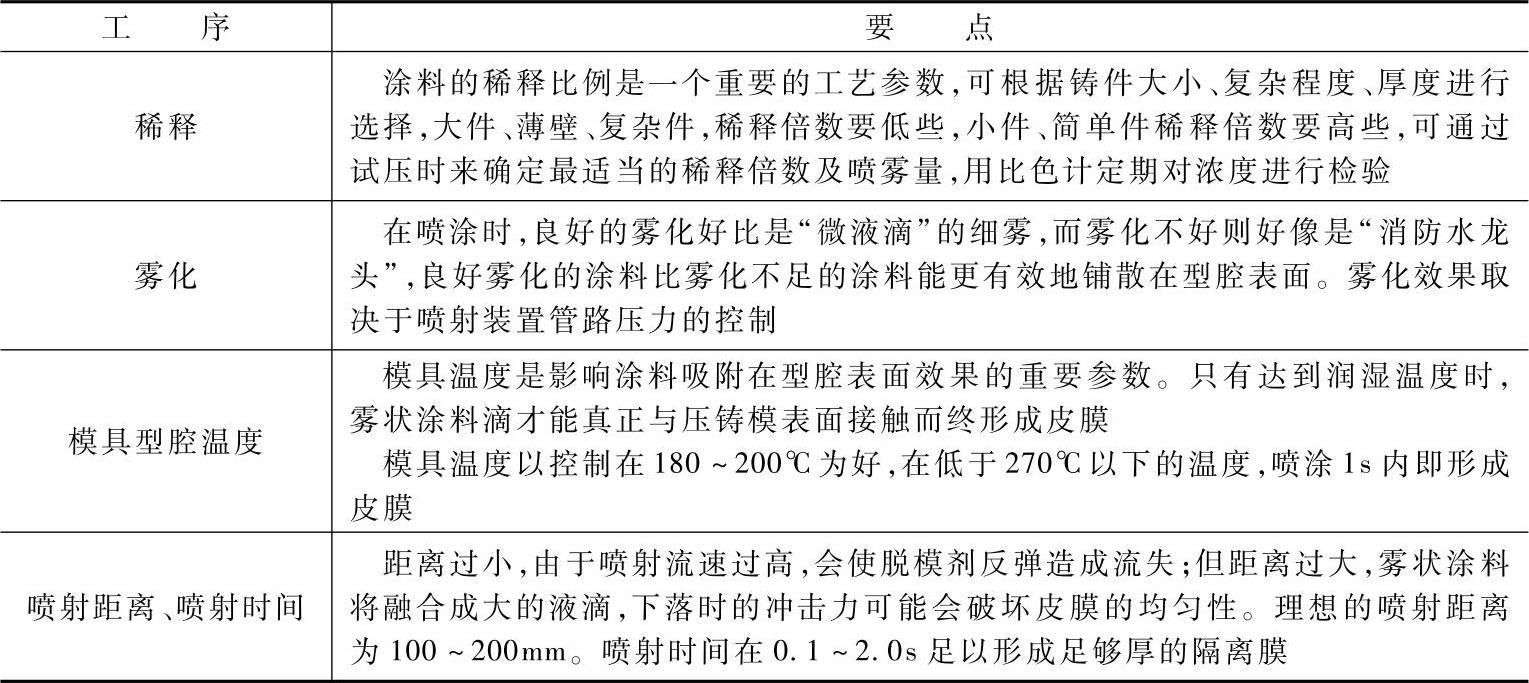
压铸涂料的涂覆及其要点见表10-41。
表10-41 压铸涂料的涂覆及其要点
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。