



SO2法是继三乙胺法之后开发的一种新型吹气冷芯盒制芯和造型方法,用于铸造生产始于1978年,近些年来又开发了一些新型SO2法。
1.呋喃树脂-SO2法
呋喃树脂-SO2法于1971年由法国SaPic公司取得专利权,称为SaPic法,直到1978年才开始用于生产,欧洲大陆称为hardox法,英国称为So-Fast法,美国称为Insta-Draw法。它是基于酸催化呋喃树脂硬化的原理而研制成的一种新型的制芯方法。它不像自硬法常用的在砂中直接加入酸催化剂,而只加入含过氧化物的活化剂。当吹SO2气体通过芯砂时就与过氧化物释放出来的新生态氧反应生成SO3,SO3溶于黏结剂的水分之中生成硫酸,催化树脂迅速发生放热缩聚反应,导致砂芯瞬时硬化。其制芯工艺流程类似图8-40所示的三乙胺法。
采用的含过氧化物的活化剂有无机和有机两大类。无机的主要采用过氧化氢(其质量分数为35%,国外为50%),加入量为树脂质量分数的25%~50%。由于砂中含有多种重金属元素,加速过氧化氢的分解,使其迅速失效,可使用时间太短,可以采取对过氧化氢改性或对砂子进行钝化处理,以确保树脂砂的可使用时间达3h左右。有机活化剂通常使用的过氧化物为过氧化丁酮(MEKP)、过氧化叔丁基(BHP)等,加入量为树脂质量分数的40%~60%,芯砂可使用时间可达8h以上。尽管有机活化剂比无机活化剂贵,但其适用于复杂砂芯,应用广。
SO2法可用任何一种混砂机混制。混砂时加料顺序是砂加树脂再加活化剂。树脂占砂质量分数的0.9%~1.5%。
SO2法制芯和造型可以采用吹射、震压、机械振动和手工紧实。由于芯(型)砂流动性好,采用吹射法时用较低的压力(304~412kPa)就可紧实。紧实的砂芯吹入SO2气体,用空气净洗后即可起模。SO2气体从砂芯或砂型中清除出来,被抽入洗涤塔,塔中的洗涤液通常是质量分数为5%~10%的氢氧化钠溶液,塔内装有聚丙烯填料或湍球。1kgSO2要用约4kgNaOH,并生成8kg的硫酸盐和亚硫酸盐。
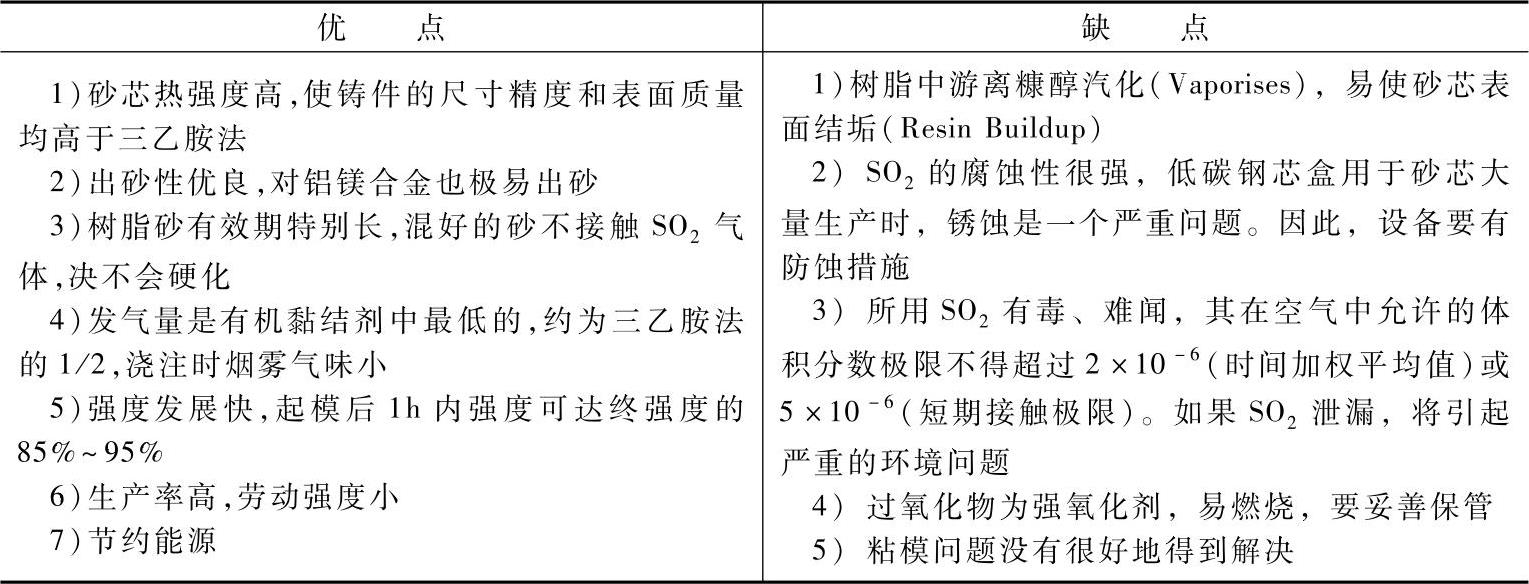
我国已成功地将SO2法用于泵类、液压件、汽油机及柴油机等铸铁、铸钢及非铁合金铸件的生产。目前此法应用不太广泛。其主要优缺点见表8-112。
表8-112 SO2法主要优缺点(https://www.xing528.com)
2.其他SO2法
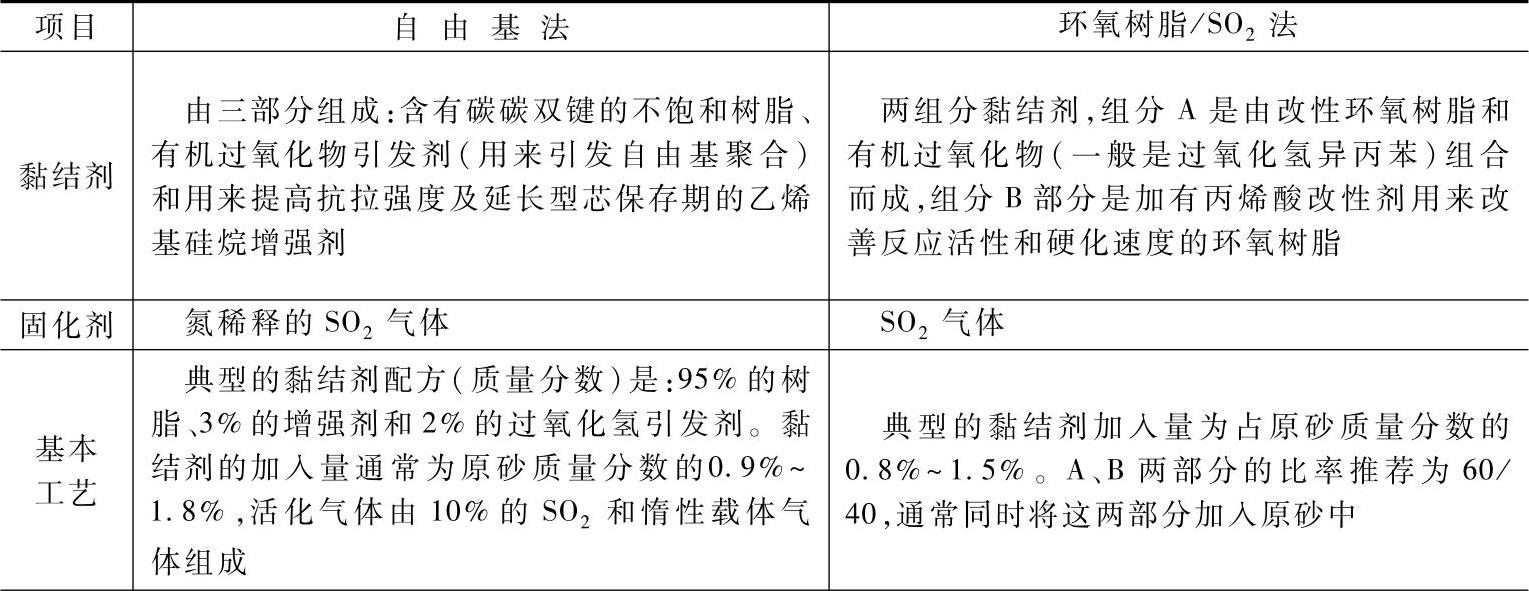
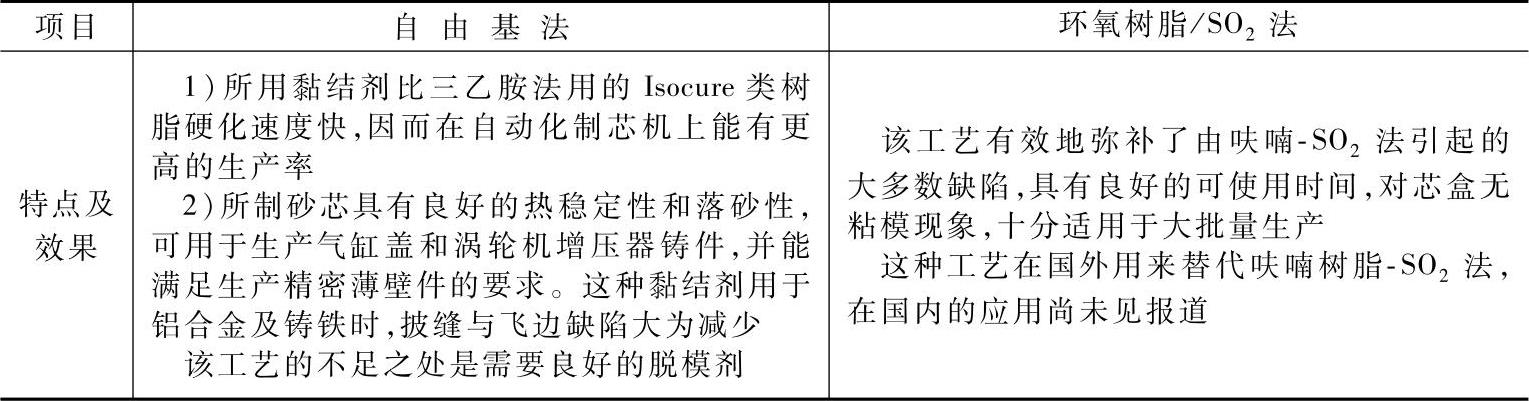
其他SO2法的特点及工艺见表8-113。
表8-113 其他SO2法的特点及工艺
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。