



1.原砂
原砂粒度一般采用筛号为50/100的中粗砂,泥分的质量分数在1%以下,粒形最好为圆形或椭圆形,PH值希望为中性或偏酸性(因为热芯盒树脂砂一般为酸固化树脂,故原砂为中性或偏酸性有利于树脂砂的固化)。
原砂应充分干燥,因为砂中的水分在加热时通常会破坏树脂膜而影响黏结强度,同时也影响固化速度。砂温最好为15~30℃。
2.热芯盒砂用树脂
热芯盒砂用黏结剂多为呋喃树脂,大致可分为三种类型,即呋喃Ⅰ型,一般含氮量较高;呋喃Ⅱ型,基本不含氮;还有一类是介于上述两者之间,如ZNR-Ⅰ型中氮树脂。可根据铸件对含氮量的要求进行选择。树脂由于其材料的成分和加入量不同,性能不同,成本也不同。应在保证铸件质量的前提下选用成本较低的树脂。
3.固化剂
热芯盒砂用树脂种类繁多,因而固化剂种类也很多,一般为酸固化剂,在常温下呈中性或偏酸性,在加热时可释放出强酸,使树脂固化。其中几种有代表性的固化剂技术指标见表8-95。
表8-95 几种有代表性的固化剂技术指标

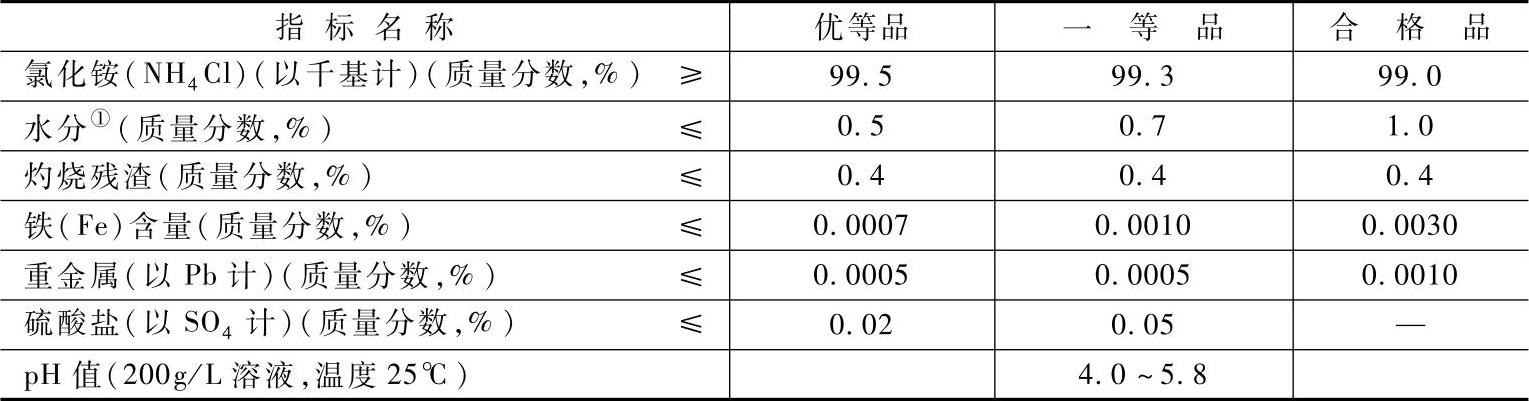
氯化铵为热芯盒砂常用的固化剂,高、中氮树脂均适用,常与尿素一起配制成水溶液,其质量比大致为氯化铵:尿素:水=1:3:3,使用者可自行配制。其中尿素在常温下呈碱性,可中和氯化铵的酸性,有利于延长树脂砂的可使用时间,并能消除游离甲醛的气味。氯化铵的技术指标见表8-96。其他固化剂还有苯磺酸、对甲苯磺酸及铜盐的水溶液等,常用于呋喃Ⅱ型树脂砂的固化。硝酸铵、磷酸铵水溶液也可用作固化剂,但是较少应用。
表8-96 氯化铵的技术指标(GB/T 2946—2008)
 (https://www.xing528.com)
(https://www.xing528.com)
①水平质量分数指出厂检验结果。当需方对水平有特殊要求时,可由供需双方协商确定。
4.添加剂
有时为改变热芯盒砂的某些性能,要加入一些添加剂。常用的几种添加剂见表8-97。
表8-97 热芯盒砂常用添加剂

5.热芯盒树脂砂配比及混制工艺
热芯盒砂典型配比见表8-98。
表8-98 热芯盒砂典型配比
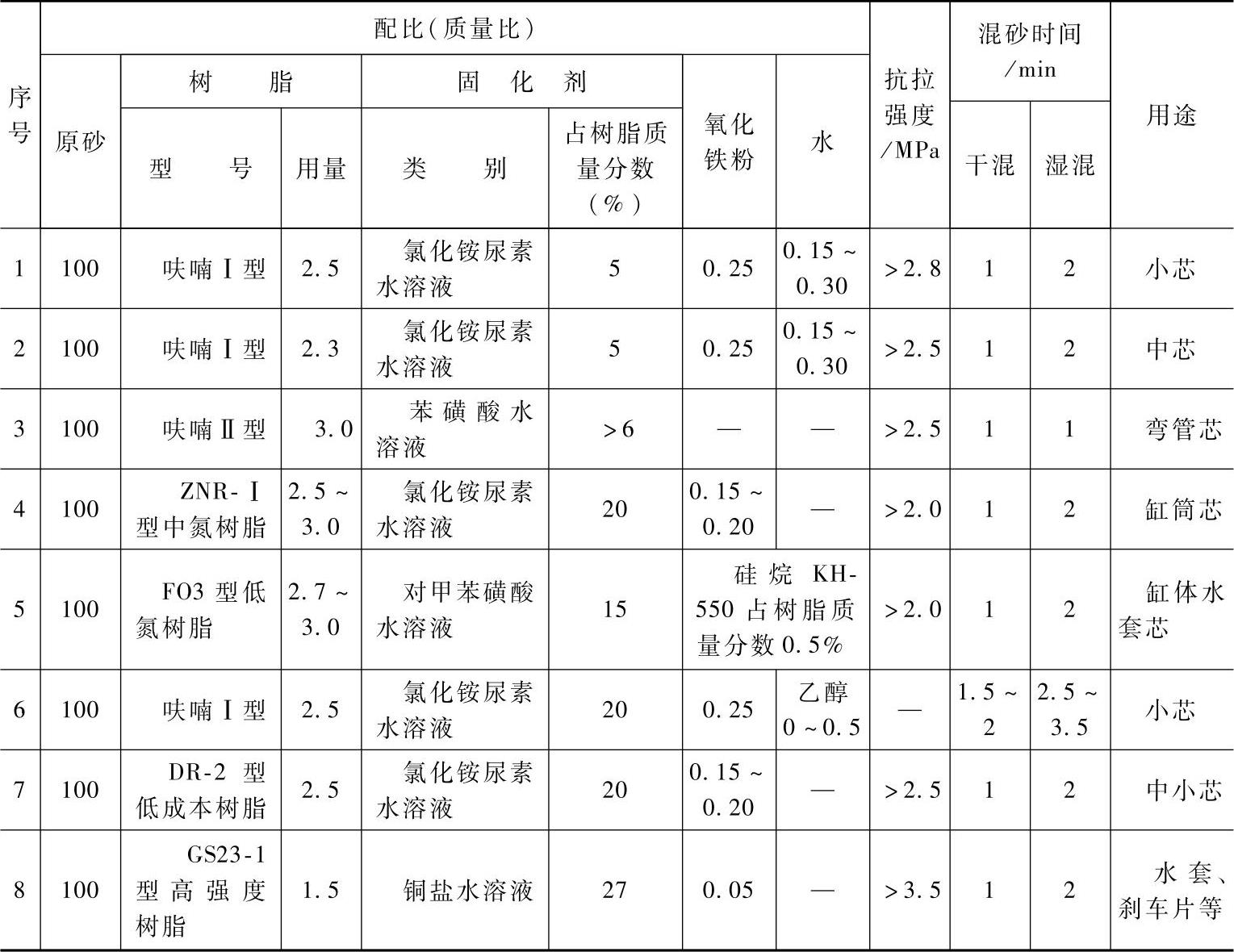
由于热芯盒砂所用树脂及大部分固化剂均为液体,混砂时只要使固化剂及树脂能均匀地黏附在砂粒上即可,因此各类混砂机均可使用。混砂程序一般是先将砂子与干料混匀,再加固化剂混匀,最后加入树脂,混匀后卸砂。混制热芯盒砂的工艺实例如下:

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。