



1.用于铸造黏结剂的塔油的性质及主要组分
塔油(或塔尔油)即松油,亦称为松浆油或纸浆油,它是一种深褐色的油状液体,是松木类造纸过程中的副产品。木材里的脂肪酸、松香酸等与碱化合形成皂,浮于黑液表面,称为浮皂和皂化物。将浮皂收集和初步脱水后送往塔油加工车间,将浮皂经过酸中和、清洗、静置,便可获得粗制塔油。
塔油黏结剂中主要含有脂肪酸(油酸、亚油酸、亚麻酸和少量的饱和酸)、松香酸(环状结构)及不皂化物。粗制塔油中脂肪酸的质量分数约为50%、松香酸的质量分数约为35%、不皂化物的质量分数约为15%。黏结剂中稀释剂的质量分数一般在20%左右。
塔油中起黏结作用的主要成分是脂肪酸和松香酸(脂化后为甘油松香酸)。前者为链状结构,其硬化特性与植物油相同,主要靠双键间的氧化聚合;后者为环状结构,其硬化过程接近于树脂,主要依靠官能团之间的连接。因此,塔油砂硬化后具有强度高、表面强度好的特点。
福建几大造纸厂所生产的粗制塔油中,脂肪酸的质量分数为35%~50%,松香酸的质量分数为40%~55%,不皂化物的质量分数为5%~10%。塔油中脂肪酸和松香酸的比例因原料(如树木种类、砍伐季节、树龄)和加工工艺不同而在一定范围内波动。粗制塔油必须加入甘油进行脂化,以提高其温度,方可用作铸造黏结剂。
塔油黏结剂的技术指标应符合表8-4的要求。
表8-4 塔油黏结剂的技术指标

塔油黏结剂的性能介于桐油、合脂之间。由于松香酸的存在,油脂稠而不黏,芯砂不易粘模。同时,由于松香酸含碳量较高,高温发气量较低,析出的光亮炭较多,因此铸件内表面较光洁,便于清砂。但随着松香酸含量增多,油膜的脆性也变大。塔油可代替桐油用于制造复杂程度较高的砂芯。
2.塔油砂的主要工艺性能
(1)烘干温度和干拉强度 塔油砂芯最合适的烘干温度在210~230℃之间。当烘干温度为220℃时,塔油砂的强度与桐油砂相近。若烘干温度超过240℃,则强度开始下降。干强度与烘干时间有一定的关系。如在低于最适宜的烘干温度烘干时,时间越长干强度越高;反之,干强度随烘干时间的延长而不断下降。
将塔油砂与桐油砂、合脂砂比较后可知,在砂芯的适用烘干温度区内(210~240℃),塔油的强度与桐油相近,高于合脂。
(2)抗吸湿性 塔油是一种憎水的不可逆反应的有机黏结剂,其吸湿性及吸收水分后强度降低是比较小的。
(3)发气量 油类芯砂的发气量不但与黏结剂的种类、加入量有关,而巨与烘干温度及时间有一定的关系。试验表明,在同样温度下(220℃)分别烘干1g的塔油、桐油、合脂砂试样,在将其在管状高温炉内加热到1000℃时,塔油砂的发气量略低于桐油砂,与合脂砂相近;几种黏结剂的发气速度也都很接近。
(4)湿强度和造型性能 塔油具有合适的黏度与表面张力,因此芯砂流动性及不粘模性优于合脂,如果油的黏度及芯砂配方调配得当,则不粘模性可超过桐油砂。
塔油芯砂的流动性和不粘模性与附加黏结剂有密切的关系。塔油砂也和其他油砂一样,湿强度比较低,因此在手工制芯时,一般都要在芯砂中加入第二种或第三种(亦称附加)黏结剂,以使芯砂在保持良好干强度的同时具有必要的湿强度。(https://www.xing528.com)
(5)退让性和溃散性 塔油和其他有机黏结剂一样,它们所配制的芯砂都具有良好的溃散性。塔油在400℃以后就迅速分解,在700℃以后就完全分解失去强度。塔油砂与合脂砂在不同温度加热15min后强度的变化情况见表8-5。
表8-5 塔油砂与合脂砂在不同温度加热15min后强度的变化

3.塔油芯砂配方及工艺操作过程
塔油芯砂的配砂、制芯以及砂芯烘干、铸件落砂等工艺操作基本上和桐油砂、合脂砂相同(塔油砂生产配方及性能见表8-6)。
表8-6 塔油砂生产配方及性能
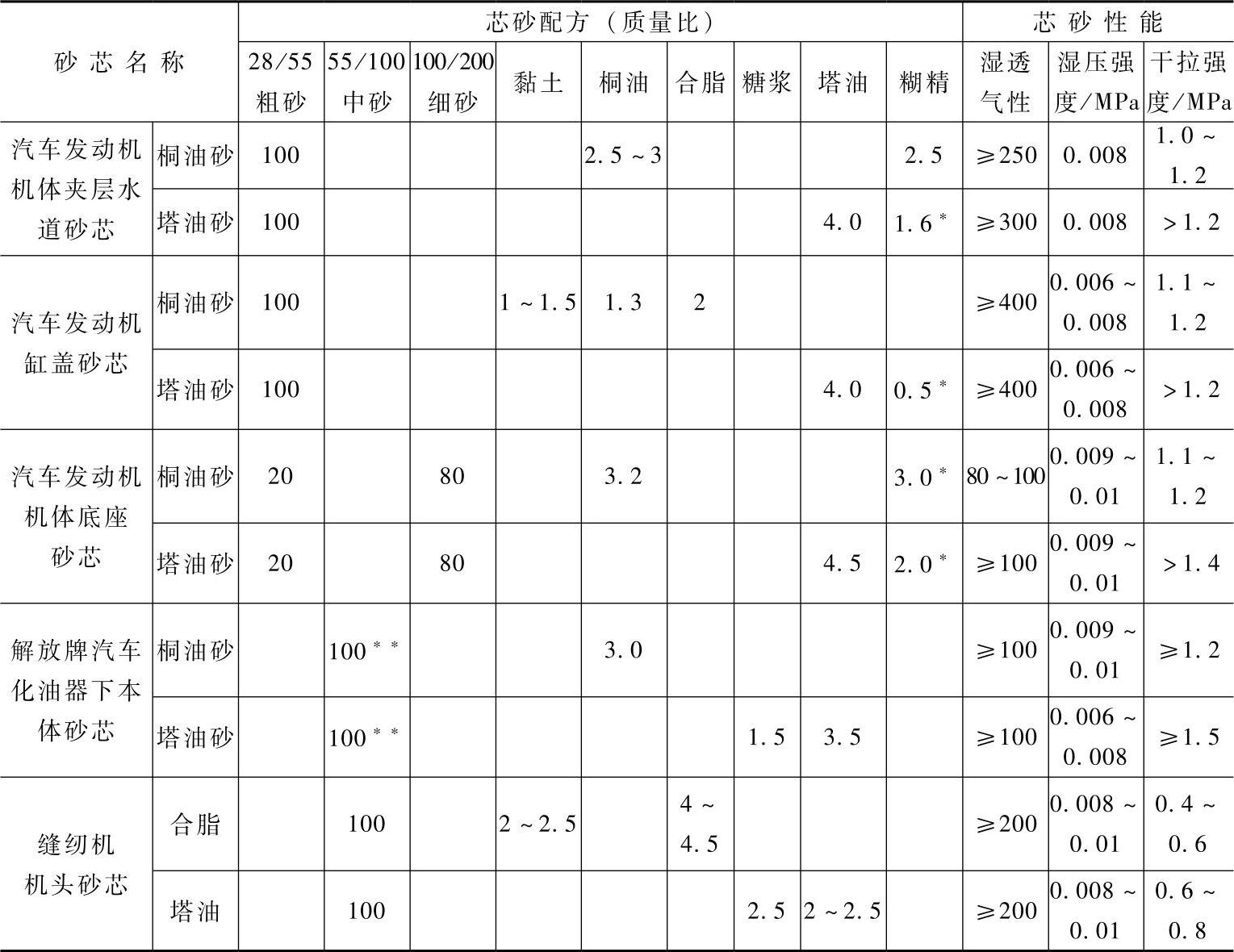
注:1.*为面粉糊,**为晋江深沪海砂,其他为江田砂。
2.干拉强度值皆根据各厂仪器实测。
塔油砂芯具有较好的强度和硬度,芯子能够保持清晰的棱角。其砂芯在浇注过程中,在砂芯和铸件的界面有一层光亮的炭膜,因此铸件内腔表面光洁度好,容易清砂。可以用塔油黏结剂代替桐油、合脂等制作Ⅱ、Ⅲ级或部分Ⅰ级砂芯。塔油砂工艺应注意以下几点:
1)配砂时先加入干料稍经混合,然后加入水溶性有机黏结剂,最后加入塔油。混砂时间不宜过长,辗轮不要压得太紧,轮子与底盘间隙调至轮子能够转动即可。过分的辗压会破坏各种黏结剂均匀和合理的分布,使黏结剂被挤压,积聚在混砂机的底盘上,造成强度的下降。
2)砂芯薄弱部位,如气缸盖砂芯中部细薄处,芯骨(铁丝)可适当加粗或增加一根铁丝,也可在薄弱部刷一些经过稀释的桐油或塔油,以进行“加固”。
3)塔油砂芯的烘干温度要比桐油砂芯高10~20℃,保温时间视砂芯大小来定,一些较厚大的芯子保温时间应稍长一些。
4)砂芯尽量烘干、烘透,并在浇注时注意引燃,以使气体充分燃烧,否则芯子会因硬化不足容易断裂,或是在浇注过程中形成炭烟。
5)塔油砂芯虽然强度、硬度较好,但黏结剂薄膜弹性不如桐油油膜,因此芯子稍脆。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。