



1.选择过滤网的主要原则
在选用过滤网时,要依据铸件的材质和金属液中夹杂物的数量来确定过滤网的种类和孔径,依据浇注速度、浇注重量、浇注温度和浇注系统的布置来确定过滤网的材质、尺寸和片数。
(1)种类的选择 目前过滤网的种类依其耐火骨料以及骨架结构等分为很多种。各种过滤网的具体适用范围见表6-105。
表6-105 各种过滤网的具体适用范围
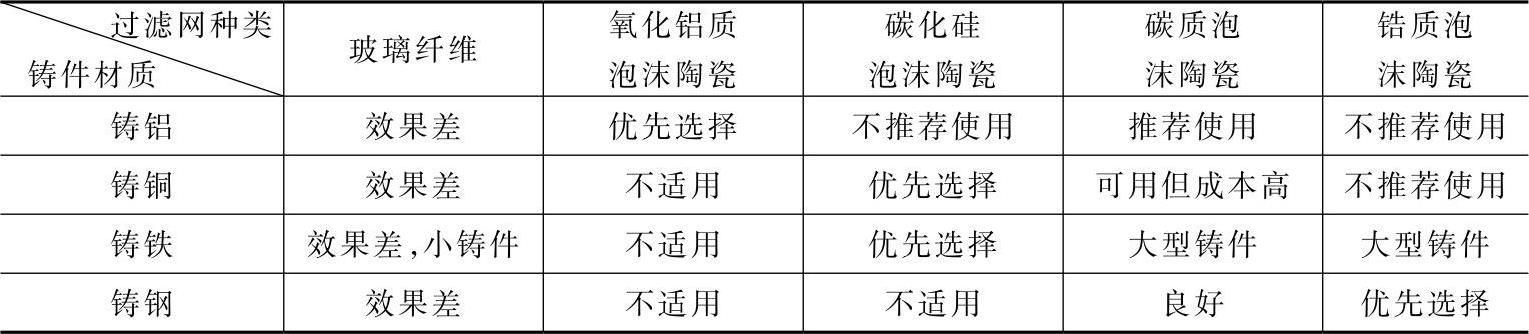
泡沫陶瓷过滤网和直孔过滤网过滤效果好,尽量选用这两种类型,对要求不高的小件可以选用纤维过滤网。
(2)过滤网孔径的选择 一般与金属熔液的流动性、夹杂数量、铸件品质要求等因素有关。孔径越小,过滤效果越好,但对流动的阻碍也越大,需要更大的过滤面积。
1)泡沫陶瓷过滤网。灰铸铁一般选用30ppi、20ppi、15ppi、10ppi,球墨铸铁一般选择10ppi或15ppi,铸钢选用6ppi、10ppi、15ppi,铸铝件一般选择20ppi、30ppi、40ppi,铸铜一般选择20ppi、15ppi。
2)直孔过滤网。孔径一般在1~4mm之间,铸件重量越大,孔径应越大。
(3)安放位置的选择 原则上过滤网可以安放在浇注系统的所有位置,越靠近铸件,过滤效果越好,所以过滤网最好放在内浇口位置;其次可选择放在横浇道中;如果空间不够可放于浇口杯或直浇道底部,但这时过滤网承受金属液的直接冲击,被冲穿的风险最大。应尽量避免金属液直接冲击过滤网,若直接冲击过滤网时浇注高度最好不要超过300mm,同时可考虑适当倾斜安放过滤网,以分解正面冲击力。图6-18所示为过滤网的几种放置位置。
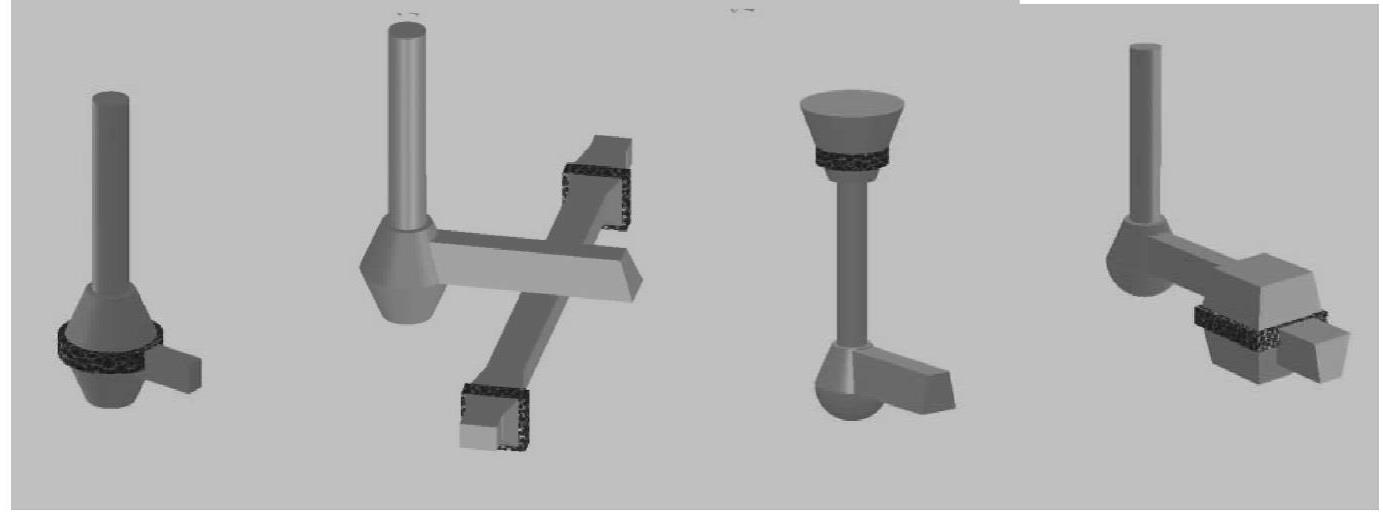
图6-18 过滤网的几种放置位置
(4)过滤网的尺寸及片数确定 为了减小过滤网对金属液流速的影响,过滤网的过流面积应远大于浇注系统的控流面积。过滤网不应成为浇注系统的控流截面,因此推荐过滤网的面积至少4~6偌于控流面积。过滤网的有效过滤面积S可通过下式计算:
S=G/R
式中 G——需过滤的金属液的总量(kg);
R——过滤网的单位面积过滤能力(kg/cm2),R一般取中下限,以保证过滤网有一定的安全系数,根据浇注系统的布置情况把S转换成过滤网的尺寸。
高温下过滤网能承受的金属液冲刷的时间是有限的,通常对过滤网单位面积过滤的金属液量加以限制,每平方厘米最大可过滤的金属液为:铸钢1.4~4.0kg,球墨铸铁1.0~2.02kg,灰铸铁2.0~4.0kg。
过滤网厚度越大,过滤网的强度越好,过滤网的深层过滤效率也越高,但其使用成本也越高。
一般情况下,对泡沫陶瓷过滤网,其厚度应满足:当外形尺寸<60mm时,其厚度为10~15mm;当外形尺寸>60mm,厚度为15~40mm。
对直孔过滤网,其厚度应满足:当外形尺寸<60mm时,其厚度为10~15mm;当外形尺寸>60mm时,其厚度为15~25mm。
过滤网的片数一般根据浇注系统情况而确定,但是不建议连续平放三片以上的过滤网,最大尺寸尽量不超过150mm×150mm,尽量分散放置在内浇口。
(5)过滤节的设计 过滤网需放在一定的过滤网座上,才能使过滤网安放方便和牢固可靠。过滤座的设计要达到3个基本要求:①在过滤过程中固定、支撑过滤网;②过滤网能顺利安放;③保证金属液全部通过过滤网。
常见结构中,过滤网与铸型在铁液流入面要留有3~5mm的支撑宽度,在铁液流出面要留有大于5mm的支撑宽度,过滤网四周要留有1~1.5mm的间隙及集砂槽,以收集掉落砂子;同时为防止合箱时压坏过滤网,其上表面应低于分型面0.5~1mm。如果过滤网尺寸超过100mm×100mm,则底座承担宽度应该在10mm以上,采用黏土砂时留圆角,采用树脂砂时可不留圆角加大支撑面。
2.过滤网的组合使用
所谓组合过滤网,通常有如下形式:
(1)过滤网与冒口套组合 将过滤网固定于冒口套内(见图6-19),并将该冒口套直接连接铸件型腔作为浇口使用。过滤网与冒口套组合可以同时起到浇口、过滤、冒口的作用。该类组合常用在中小件上,使用时省去了过滤网的放置步骤,最大化地简化了浇注系统,减少了浇注系统的金属回收。国内圣泉公司生产的过滤网与冒口套组合产品规格见表6-106。
(2)过滤网与型内球化及孕育的组合(见图6-20) 如果将型内孕育块黏结在陶瓷过滤网上,则可简化型内孕育工艺,便于操作,使孕育效果稳定,并可防止未熔孕育剂和夹杂物进入型腔。另外,采用型内球化或型内孕育时,过滤网应放在反应室后面,过滤网应尽可能地以靠近内浇道为好,以防止未熔解的球化剂和孕育剂进入型腔。这样可大大提高铸件质量和工艺出品率。(https://www.xing528.com)
(3)多层过滤网 多层过滤网的组合可以进一步提高过滤效果。采用三层过滤网的组合如图6-21所示,以上下为直孔过滤网、中间为泡沫陶瓷过滤网三层复合的特殊复合过滤器如图6-22所示。根据需要,也可采用直孔过滤网与泡沫陶瓷过滤网的双层复合。不同种类过滤网的复合能很好地提高其综合过滤效果。
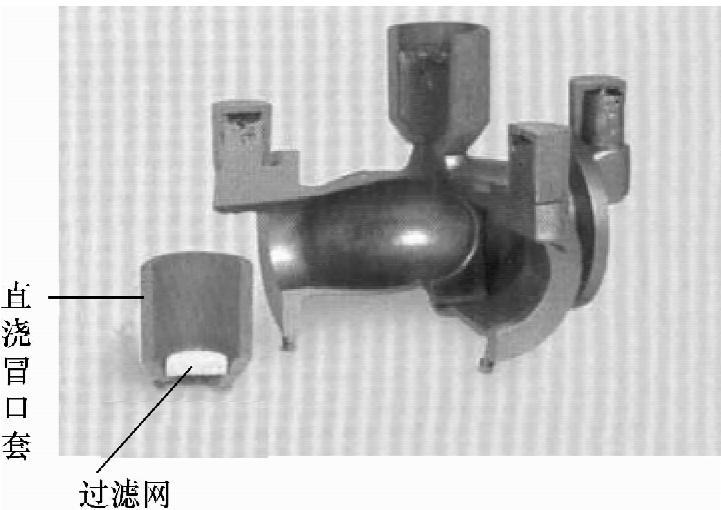
图6-19 过滤网与冒口套的组合
表6-106 过滤网与冒口套组合规格
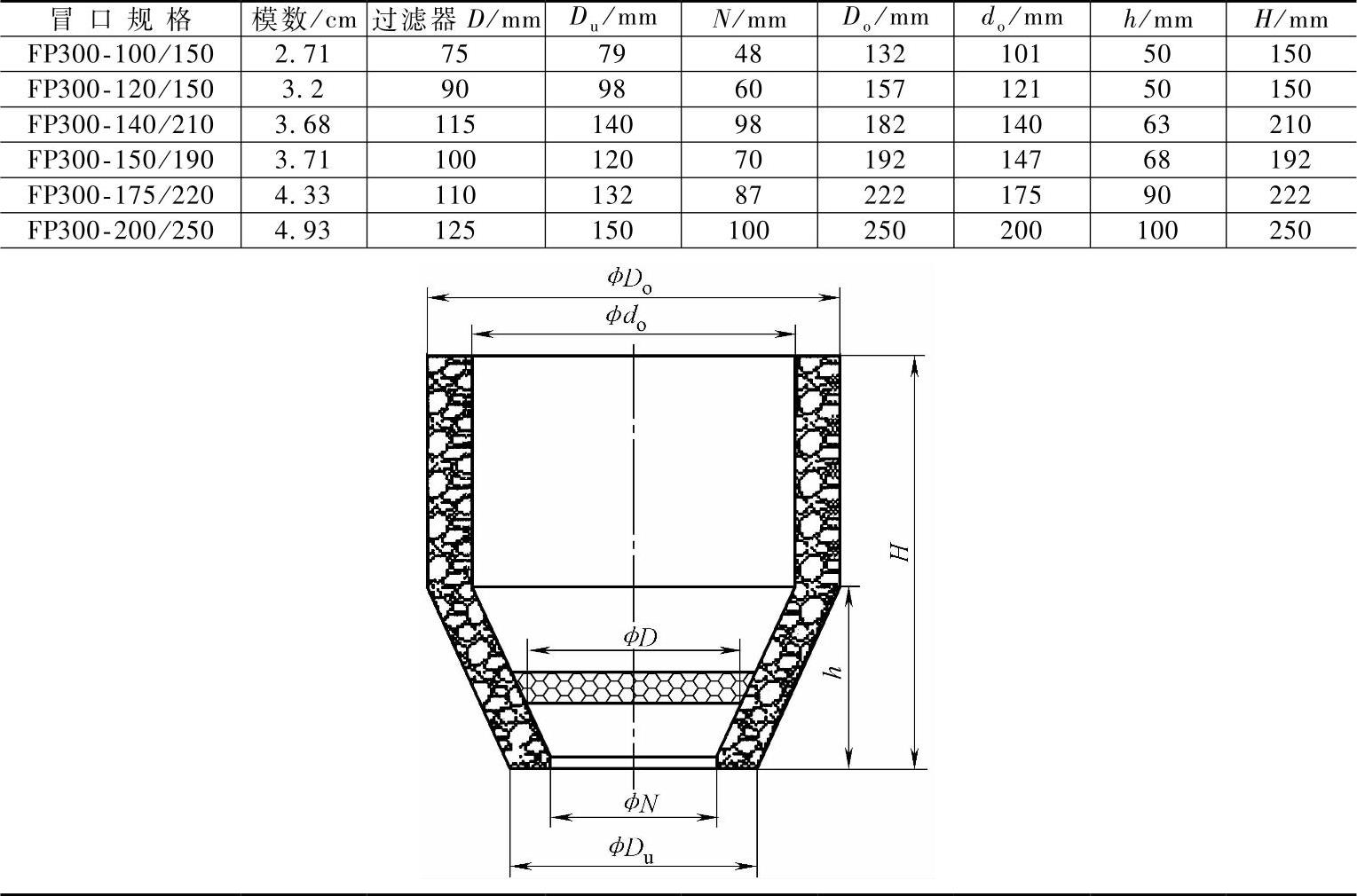
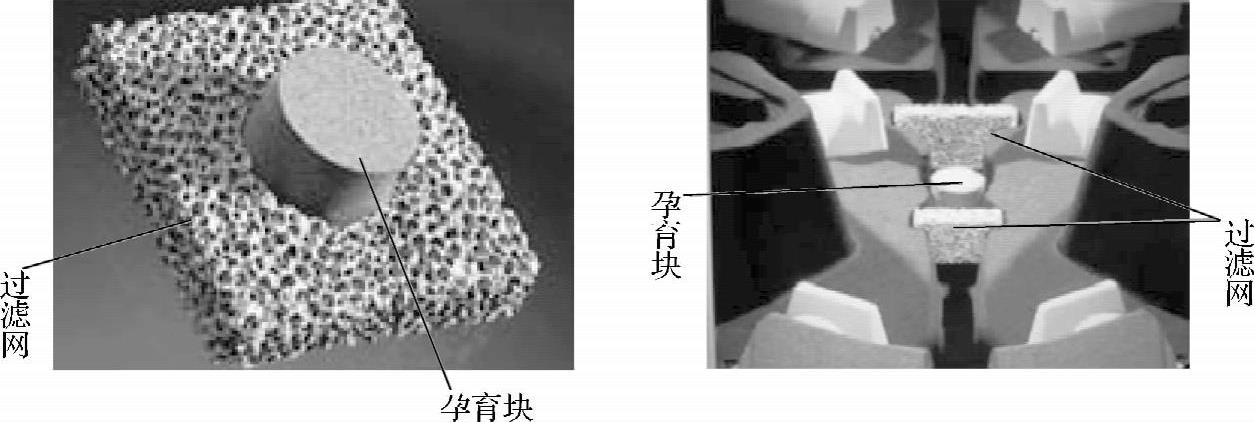
图6-20 过滤网和型内球化及孕育的组合
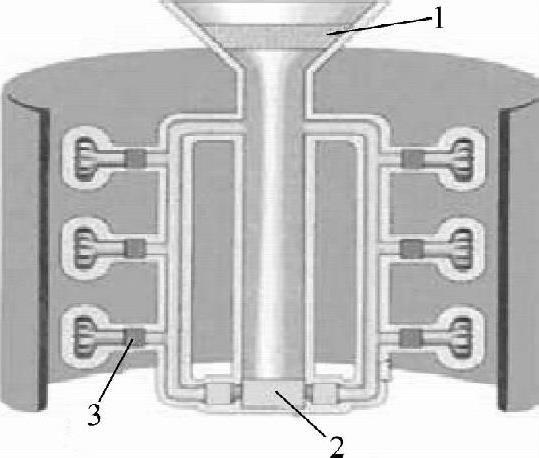
图6-21 三层过滤网的组合
1—浇口杯处过滤网 2—横浇道处过滤网 3—内浇口处过滤网

图6-22 复合过滤器
(4)复合孔径陶瓷过滤网 复合孔径陶瓷过滤网是指通过在烧结之前利用不同孔径的过滤网进行组合,或者在同一过滤网上形成不同的孔径而制备的复合过滤器。这种复合孔径过滤器可以克服单一孔径过滤网的缺点,能够更有效地去除金属液中的各种夹杂物,提高铸件质量。使用ф300mm×45mm复合过滤器可过滤3t球墨铸铁、4.5t灰铸铁、2.8t铸钢。
总之,随着高质量铸件对合金净化技术要求的不断提高,各种过滤技术与其他铸造工艺的组合使用已成为过滤网使用和发展的一个重要方向,组合应用将不断完善和扩展。
3.过滤网在铸铁件砂型铸造中的应用实例
(1)应用于球墨铸铁件 采用黏土砂外型,树脂砂芯,一箱两件浇注汽车后桥壳,浇注重量为400kg,浇注温度为1380℃。使用FCF-2A过滤网,横浇道为两片,尺寸为100mm×100mm×22mm,孔径为10PPi,内浇口放置4片,尺寸为75mm×75mm×22mm,孔径为10PPi,如图6-23所示。
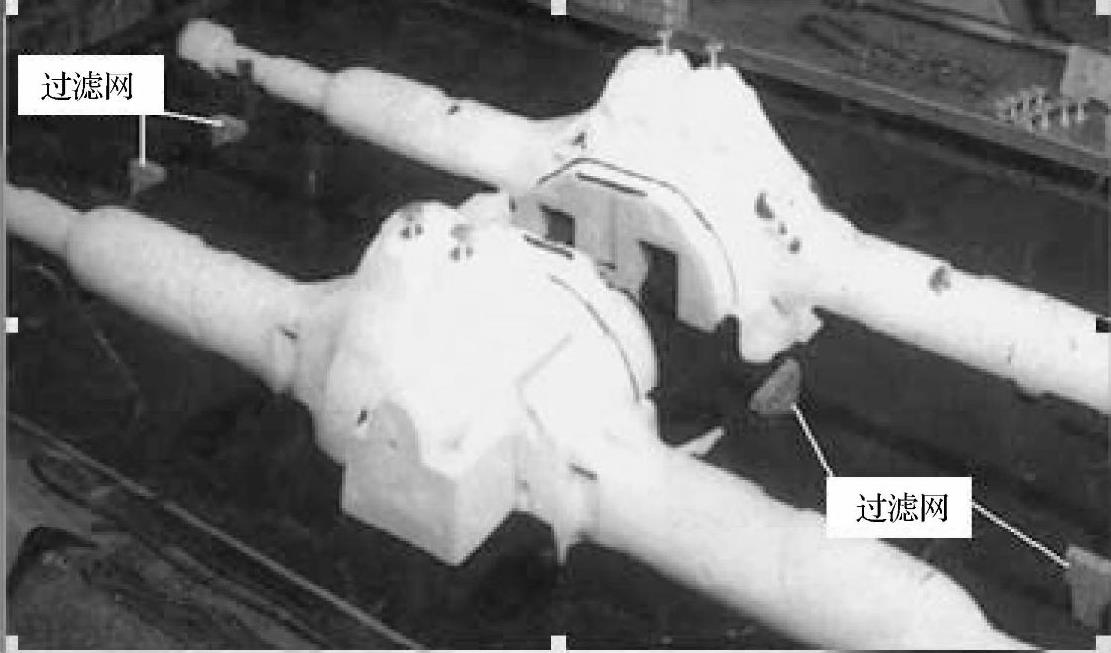
图6-23 过滤网应用于汽车后桥壳生产
(2)应用于灰铸铁制动盘的铸造 采用黏土砂造型线,覆膜砂芯,一箱三件浇注制动盘,浇注重量为35kg,浇注温度为1380~1400℃。使用圆直孔陶瓷过滤网,规格为ф60mm×15mm,孔径为2.18mm,放于直浇道下端,如图6-24所示。
(3)应用于四缸发动机缸体的铸造 采用黏土砂造型,冷芯盒制芯,每型2件,铸件材质为HT250,铸件重量为38kg,浇注温度为1400℃。过滤网平放在缸体主体芯组上端(横浇道位置),共2片,过滤网规格型号为碳化硅质泡沫陶瓷过滤网,尺寸为50mm×50mm×22mm,孔径为20ppi,如图6-25所示。

图6-24 过滤网应用于制动盘生产
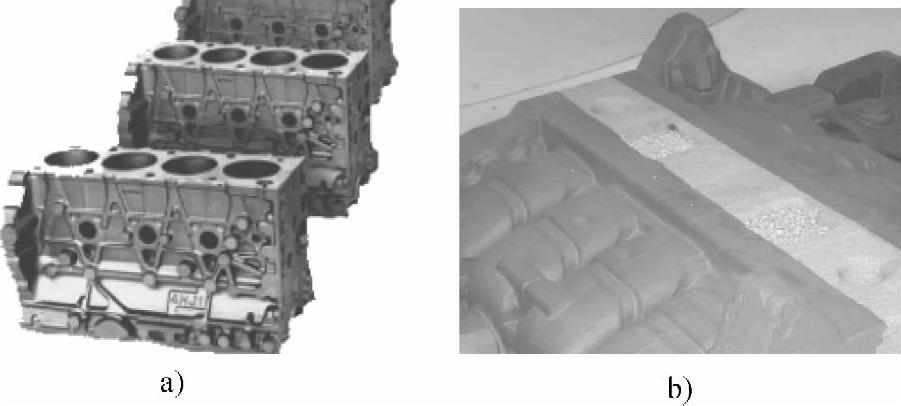
图6-25 过滤网应用于缸体件生产
a)缸体铸件 b)缸体铸件砂芯
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。