



1.发热冒口套的材料组成和主要性能指标
发热保温冒口套虽然大大提高了冒口的补缩效率和铸件的工艺出品率,但是其发热和保温本身也是一对矛盾,因为提高保温性能,会导致发热保温冒口套断面外边的发热材料难以有效发热,巨热量也难以传导到冒口,而提高发热性能,则会导致保温性能的降低。在这种情况下,发热冒口套近几年逐步被铸造工作者认可并在不断地发展。
发热冒口套主要由发热材料、耐火材料、黏结剂组成。发热材料包括发热剂、氧化助燃材料等;耐火材料可采用耐火黏土、高铝矾土、石英砂、锆砂、铬铁矿砂等;黏结剂可选用树脂和水玻璃等。
发热冒口套的发热性能是评价该类冒口套效率的重要指标。发热性能包括发热速度、发热量和发热持续时间。优质的发热冒口套应具备快速点燃发热、发热持续时间长及发热量高的优点,以实现其良好的“点”补缩效果。发热冒口套的发热特性检测与发热保温冒口套相同。发热冒口套不含保温材料,应具有较高的强度,能满足在各种造型线上的使用。另外,发热冒口套还应具备较高的耐火度以及合适的密度。
表6-69列出了某商品化发热冒口套的主要性能指标。
表6-69 某商品化发热冒口套的主要性能指标

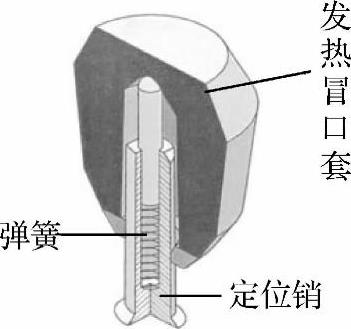
图6-9 弹簧承载的定位销固定发热冒口套
2.发热冒口套的特点及应用范围
发热冒口套具有壁厚、体积小、冒口和铸件接触面积小的特点。因此,这种冒口套非常适用于“点”补缩铸件上只有有限冒口套应用区域的部位。该类冒口套可采用特殊的定位销安放在模板上,随造型直接镶嵌在砂型当中,适用于各种高压造型线的使用。
发热冒口套大多数都带有壳型易割片,在很多应用于球铁的情况下,冒口易割片上的小孔意味着在落砂阶段冒口就会从铸件上去掉,减少了清理费用。因为具有较小的孔,易割片一般不推荐应用于铸钢。有些发热冒口套不附有易割片,但是在冒口套和铸件间有一个砂楔。这种冒口可通过弹簧承载的定位销固定,造型时,在压力作用下,冒口套被压下,同时紧实型砂。楔型发热定位芯能够防止在造型紧实时砂子进入冒口套,并巨使用时能够加热冒口颈,如图6-9所示。
发热冒口套点燃迅速、放热值高、耐压,适用于铸钢件、球铁件和合金铸铁件的补缩。发热冒口套一般应用于中小铸件,尤其是小件的补缩。因为具有低于3%的低体积收缩,球铁铸件尤其适合选用发热冒口套。模数选择合适的发热冒口套经常可以容纳比补缩需要多的合金液。应该注意的是,当发热冒口套用于球铁件时,高发热冒口内铁液的残留镁在高温下容易氧化,因此使得冒口和铸件界面处有出现球化不良的危险。为避免这种情况,残留镁含量应该高于0.045%(质量分数),而巨应该优化孕育实践和采用厚的易割片。
图6-10所示为发热冒口套在球铁铸件上的应用图例。
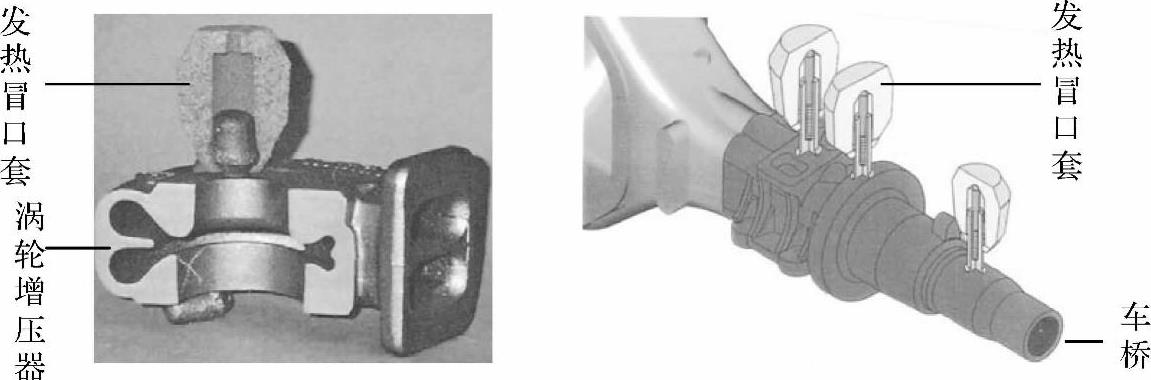
图6-10 发热冒口套在球铁件上的应用
3.发热冒口套的尺寸规格
发热冒口套的规格参数一般包括三个主要方面:模数、几何尺寸、容积。现有的发热冒口套有多种规格。以下介绍几种国内外常用发热冒口套的规格。
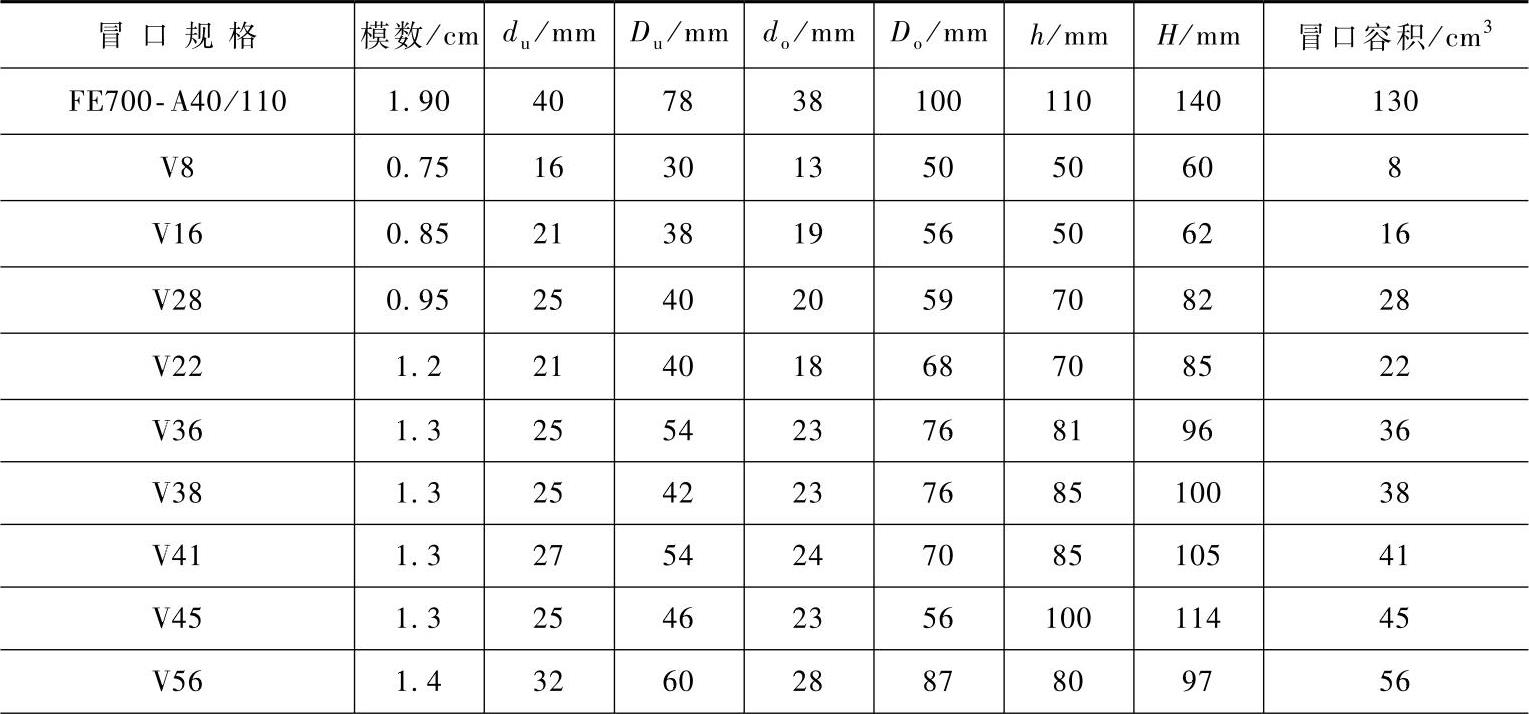
(1)V型发热冒口套 V型发热冒口套如图6-11所示,常见规格见表6-70。
(2)VS型发热冒口套 VS型发热冒口套如图6-12所示,常见规格见表6-71。
(3)S系列发热冒口套 某S系列发热冒口套如图6-13所示,常见规格见表6-72。
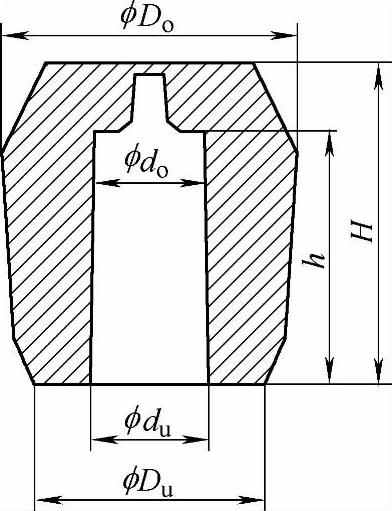
图6-11 V型发热冒口套示意图
表6-70 V型发热冒口套常见规格
(续)(https://www.xing528.com)
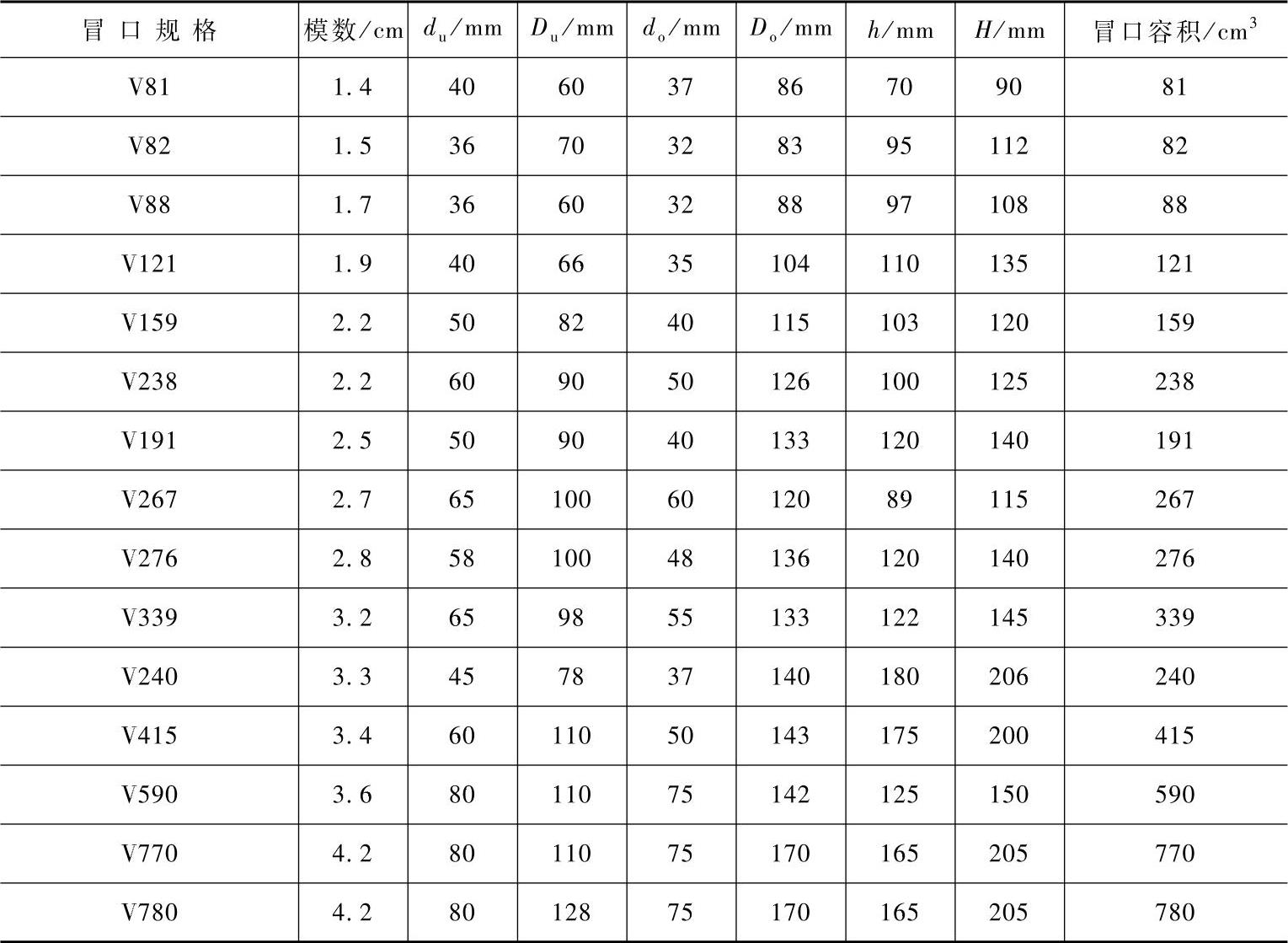
表6-71 VS型发热冒口套常见规格
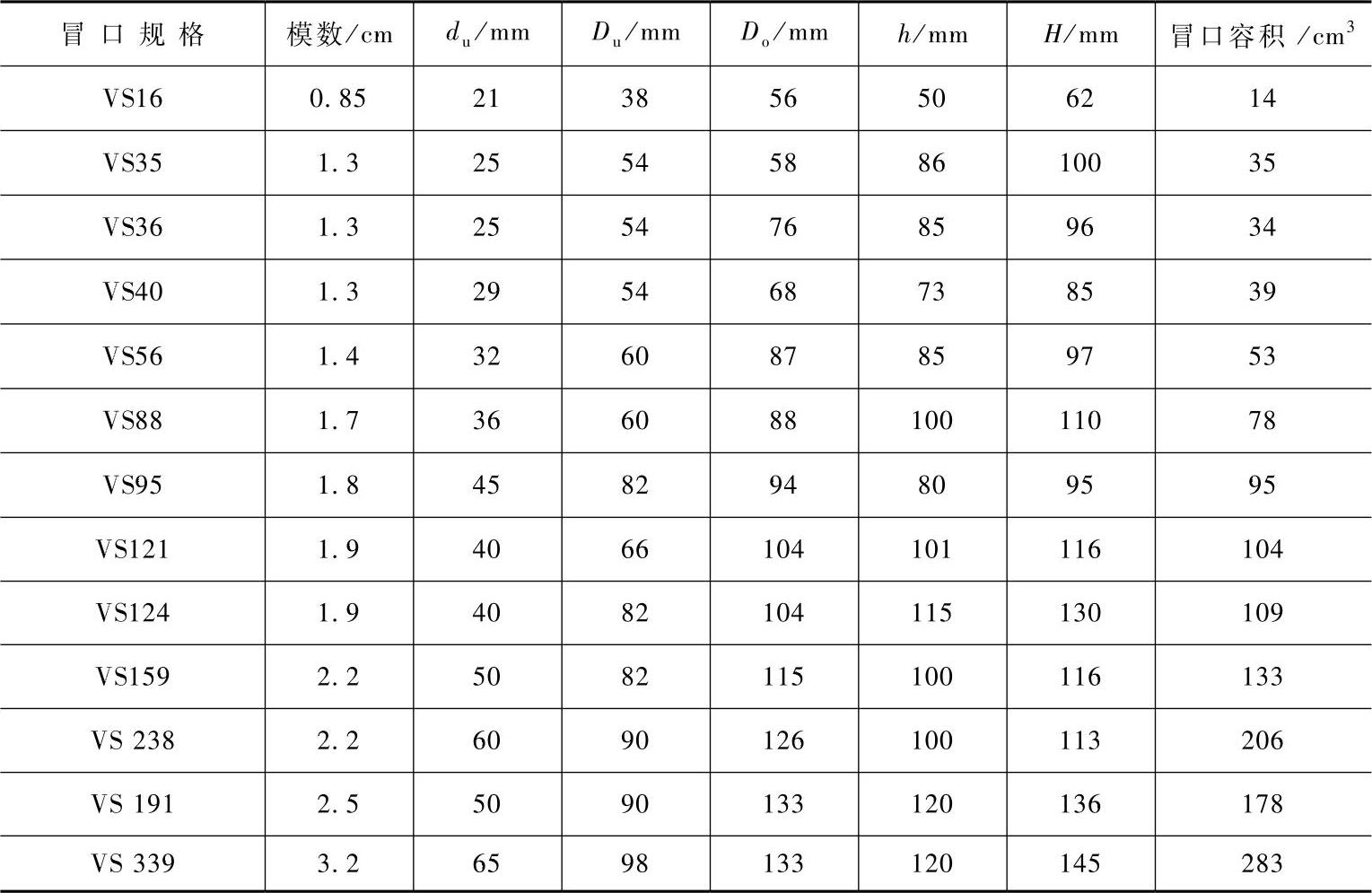
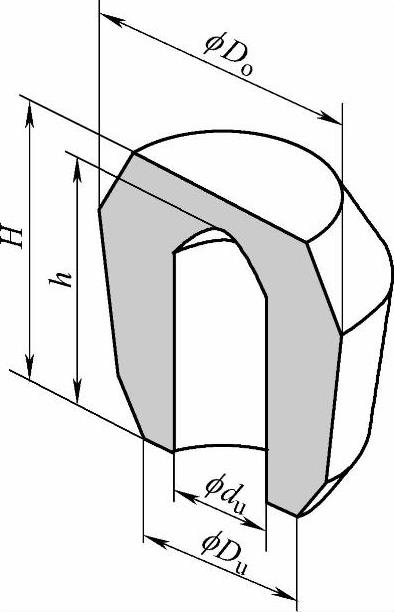
图6-12 VS型发热冒口套示意图
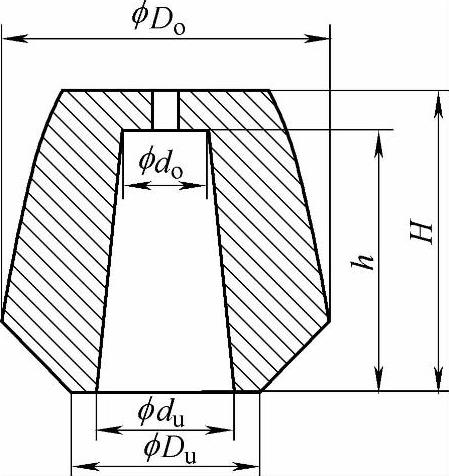
图6-13 某S系列发热冒口套示意图
表6-72 某S系列发热冒口套常见规格
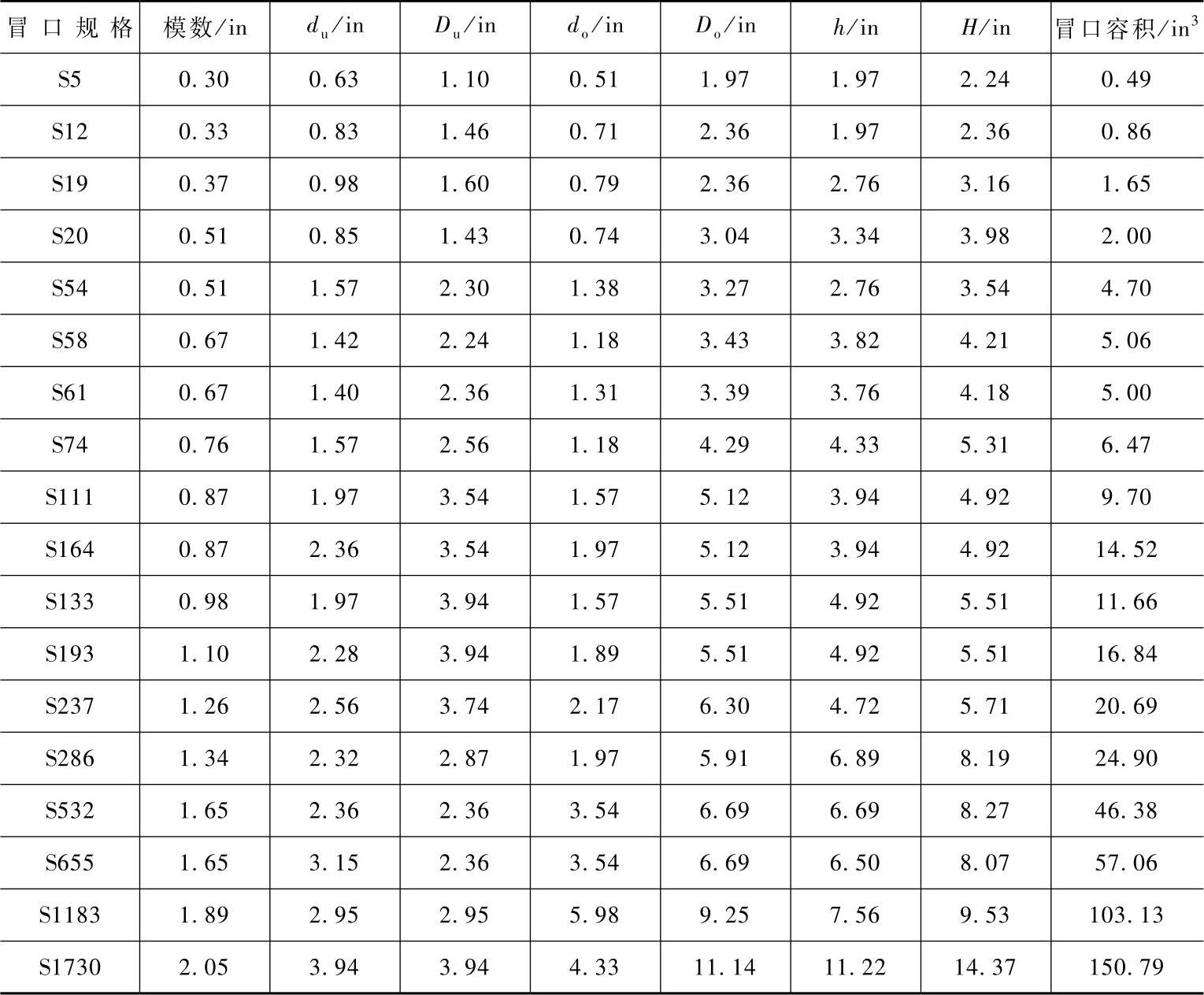
注:1in=0.0254m,1in3=1.63871×10-5m3。
4.易割片及其作用
易割片是放在易割冒口根部形成缩颈的带有燕尾形状的砂芯,其厚度约为冒口直径的1/10,缩颈直径为冒口直径的1/3~1/2。易割片主要是用芯砂或耐火材料制成,现使用的易割片大都以覆膜砂制成。
冒口内的钢液通过易割片中心孔对铸件进行补缩,使冒口与铸件的接触面积大大缩小。同时由于易割片的燕尾状结构使冒口在凝固过程中根部形成具有最小断面的尖口,并产生应力集中,成为裂纹源,清理冒口时清理者用锤子即可将冒口敲掉,免去了气割的工序,节约了氧气和乙炔。由于冒口根部具有特殊的燕尾形状,冒口敲掉后的断口平整、面积很小、不损伤铸件本体,使打磨工作量大为降低,这对不易用气割和电弧熔割的高合金钢(如高锰钢)铸件具有特别重要的意义。
易割片可以用覆膜砂制作,制作易割片的覆膜砂主要为高强度低发气类覆膜砂。原砂以石英砂为主,用于铸钢的一般要求SiO2含量大于96%(质量分数),用于铸铁的一般要求SiO2含量大于92%(质量分数)。另外,原砂也可以是锆砂和铬铁矿砂,主要用于大型的铸钢件。制作易割片的覆膜砂基本要求为,AFS平均细度60~70,(抗弯)强度≥3.0MPa。
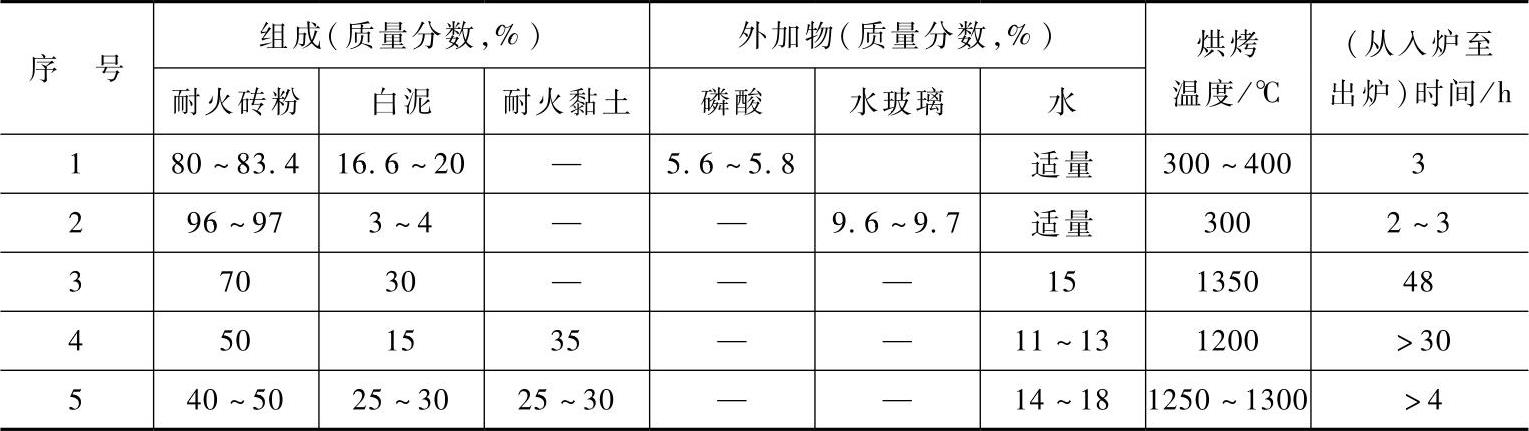
目前,除常用的覆膜砂易割片外,还有陶瓷材质的易割片,可用于灰铁、球铁和有色合金铸件。另外,也可以用一些耐火材料和黏结剂、树脂砂等自制易割片。一些自制易割片的参考组成和烘烤温度见表6-73。
表6-73 自制易割片的参考组成和烘烤温度
5.常用易割片的形状和规格型号
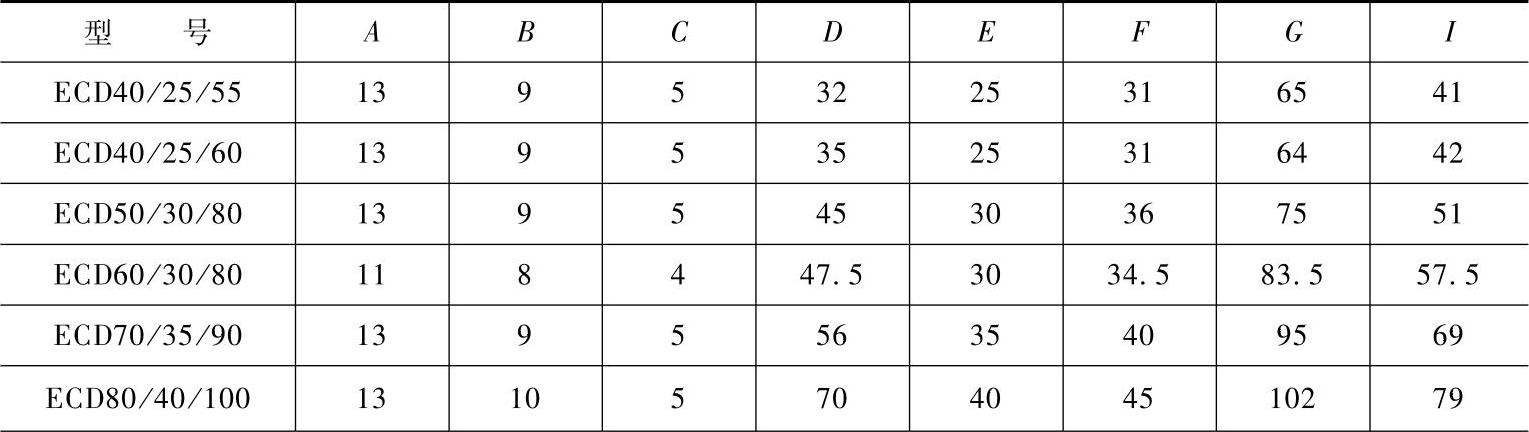
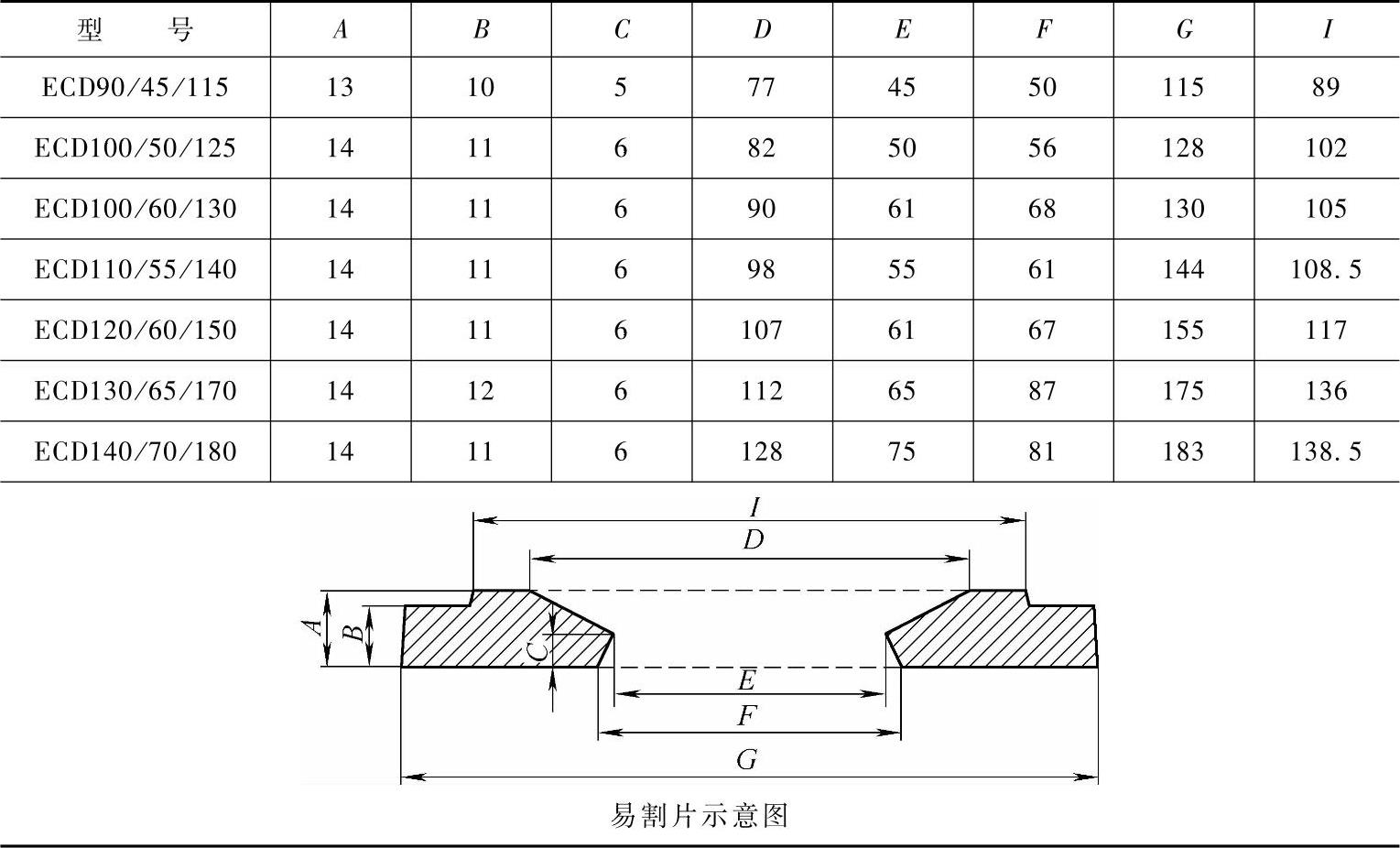
常用易割片的形状和规格型号见表6-74。
表6-74 常用易割片的形状和规格型号 (单位:mm)
(续)
商品化的易割冒口,都是将易割片黏结在对应的冒口套上配合使用,特别是用于造型线。用于树脂砂造型时,应注意填砂和紧实时勿损坏易割片。
自制易割片时,将均匀的混碾料在芯盒内成型,然后干燥或烘干硬化后使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。