



发热保温冒口套依靠发热保温冒口套中发热材料的化学反应放热,提高冒口中金属液的温度,并使化学反应的持续时间尽可能贯穿于整个凝固过程,同时依靠保温材料的保温性能,使冒口中的热量不易散出,从而达到延长冒口凝固时间、提高补缩效率的目的。发热保温冒口套的发热材料在保温套内不与铸型接触,这使发热反应放出的热量可以在保温的状态下向金属液传导,外泄相对减少。与保温冒口相比,发热保温冒口的补缩效率得到了进一步的提高。它是目前应用最为广泛的冒口套。
1.冒口套材料
(1)冒口套主要组成 发热冒口套主要由发热材料、发热保温材料、供氧材料、耐火骨料及黏结剂等组成。
1)发热材料主要为:铝粉,w(Al)>95%,过120目筛;硅铁粉,用Si75硅铁,过40~70目筛;氧化铁粉,过40~70目筛。
2)发热保温材料一般用木炭粒、锯木屑,其作用是延长发热材料的燃烧时间。木炭粒和木屑燃烧后会使发热冒口套中出现许多孔隙,具有保温作用。如德国采用蛭石材料保温。
3)供氧材料为硝酸钠,其在高温下分解会放出氧原子。
4)耐火骨料可减缓发热材料反应,降低成本,其主要组成为铝矾土或硅砂等。
5)黏结剂为水玻璃和黏土等。
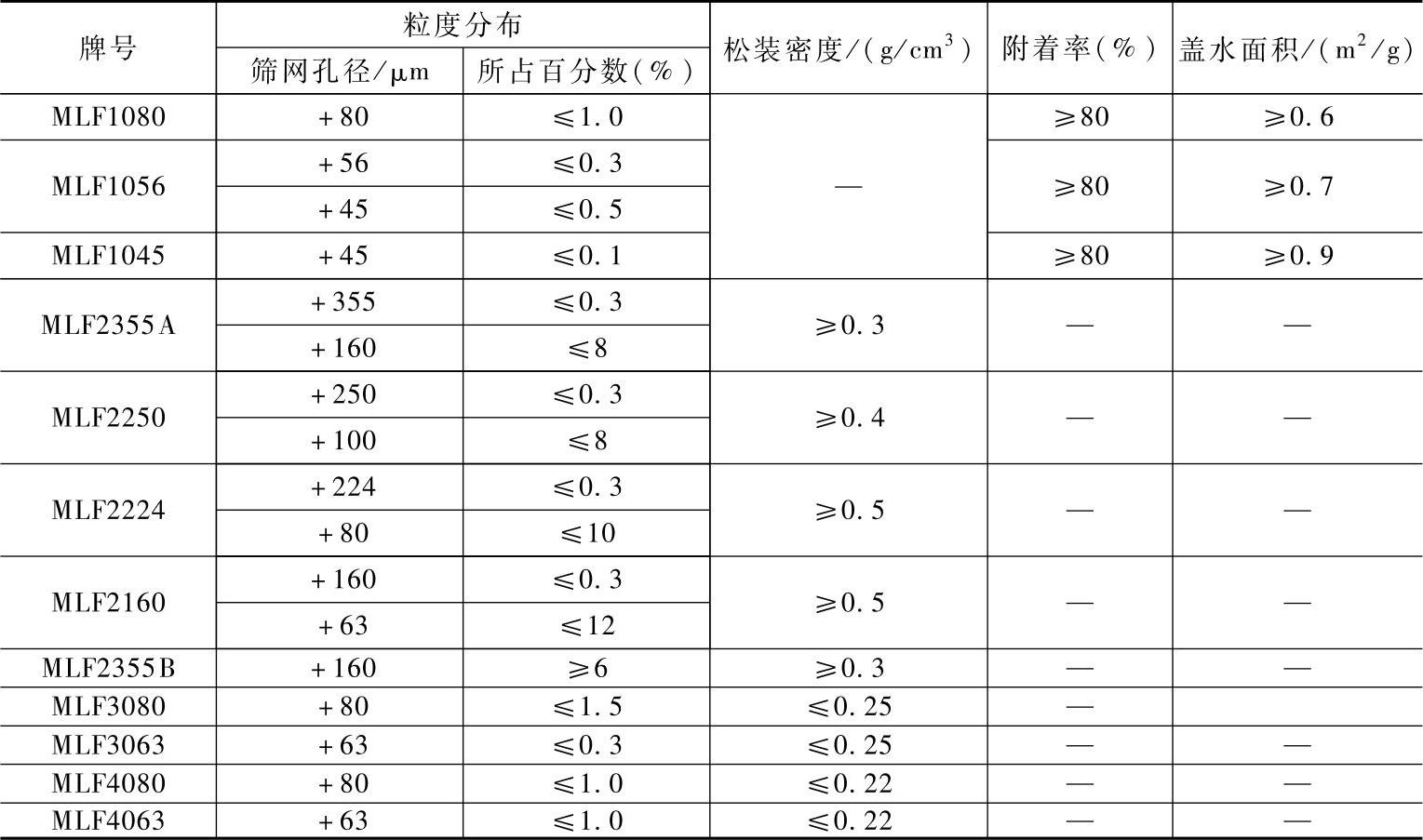
(2)铝粉 作为发热材料的铝粉,主要用于耐火材料、炸药、焊接等行业。表6-51为国内某公司生产的空气雾化铝粉中的工业铝粉的性能指标。
表6-51 工业铝粉的性能指标

注:筛网孔径的数宇为网孔每边的基本尺寸,也就是筛网名义筛分粒度,表中正号表示筛上物,负号表示筛下物。
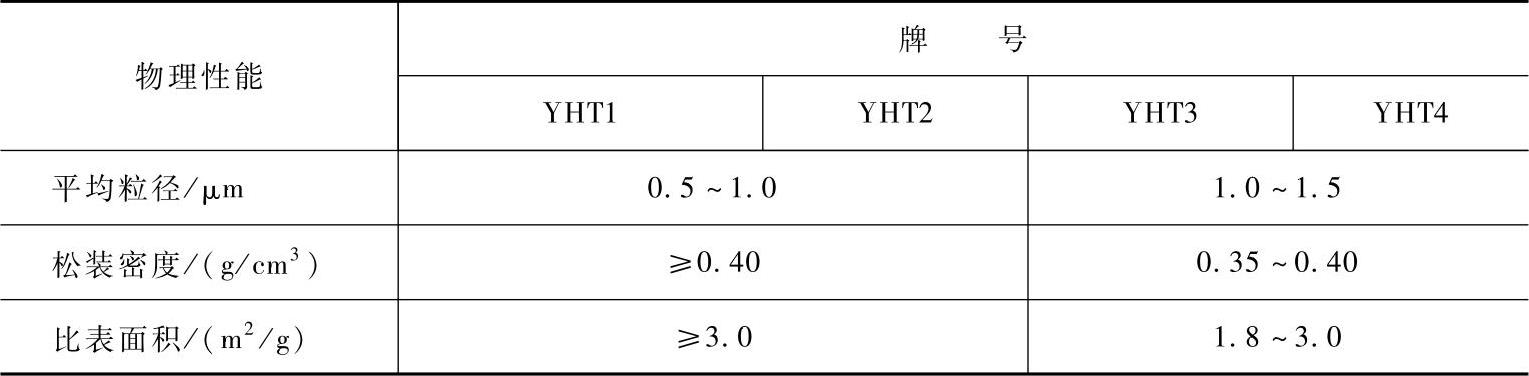
球磨铝粉牌号、物理性能应符合表6-52的规定。
表6-52 球磨铝粉牌号、物理性能
球磨铝粉化学成分应符合表6-53的规定。
表6-53 球磨铝粉化学成分

(3)氧化铁粉 氧化铁粉是用矿石或轧钢屑经粉碎加工而成的粉状材料。用赤铁矿或亚铁盐经氧化(湿法)或高温焙烧(干法)加工制得的氧化铁粉为红色(又称氧化铁红),主要成分为Fe2O3;用轧钢屑加工而成的氧化铁粉为黑色,主要成分为Fe3O4。铸造铝热剂常用氧化铁红。选用氧化铁粉时除了应注意氧化物的形式外,还应注意其酸碱性,以便正确使用。
1)软磁铁氧体用氧化铁。软磁铁氧体用氧化铁为棕红色粉状,其化学成分见表6-54。软磁铁氧体用氧化铁的物理性能见表6-55。
表6-54 软磁铁氧体用氧化铁化学成分(质量分数,%)

表6-55 软磁铁氧体用氧化铁的物理性能
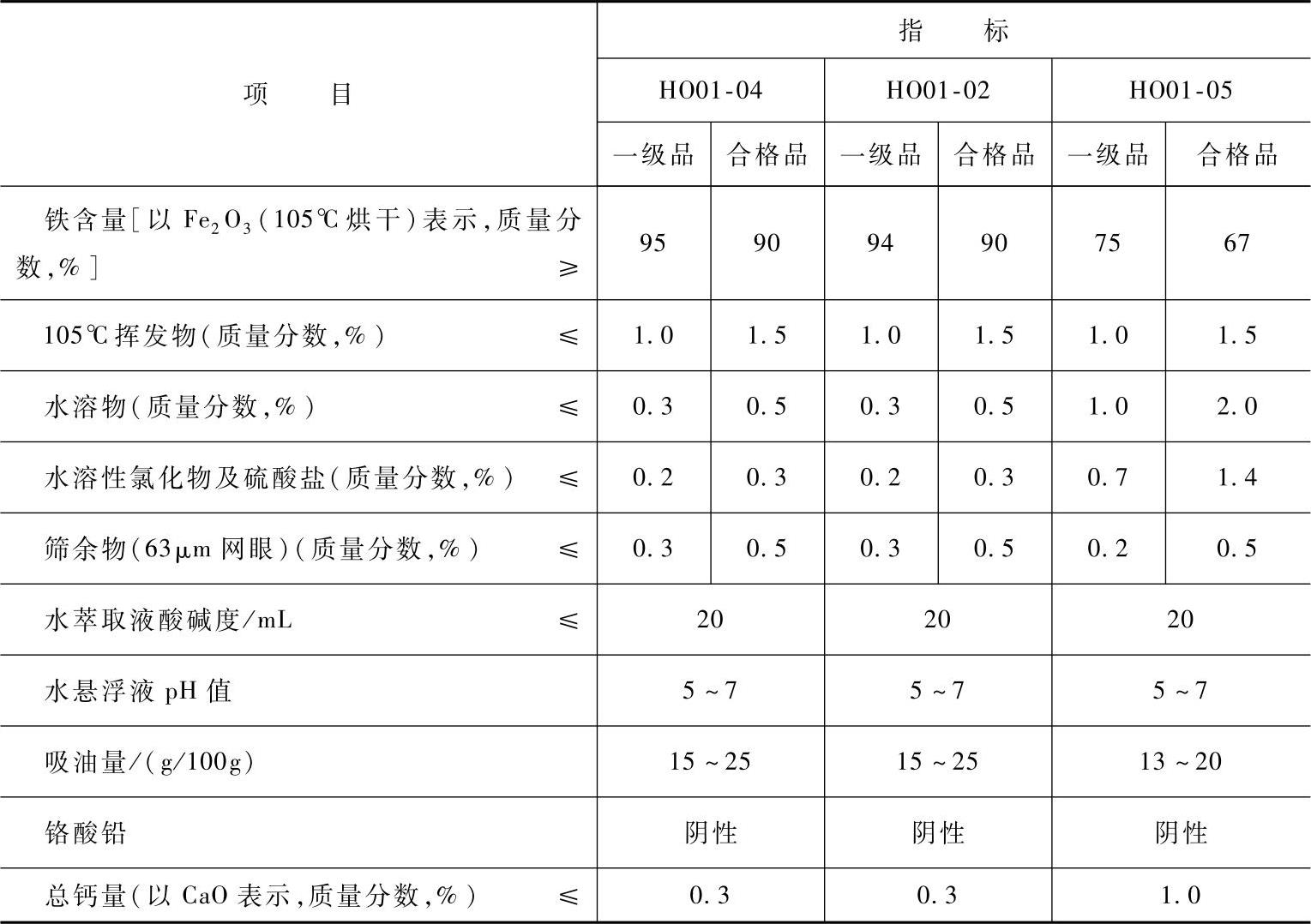
2)氧化铁红。氧化铁红颜料的等级见表6-56。氧化铁红技术要求应符合表6-57的规定。
表6-56 氧化铁红的等级

表6-57 氧化铁红技术指标
2.发热保温冒口套配方
保温材料以空心微珠为主原材料,其配方见表6-58。发热材料的配方见表6-59。由于铝热反应激烈,故加入了一定比例的缓冲剂NaF,引燃剂采用镁屑。
表6-58 保温材料配方

表6-59 发热材料配方

国内外研发的两种发热冒口套配方见表6-60。发热冒口套的物理性能及补缩效果分别见表6-61和表6-62。
表6-60 发热冒口套配方
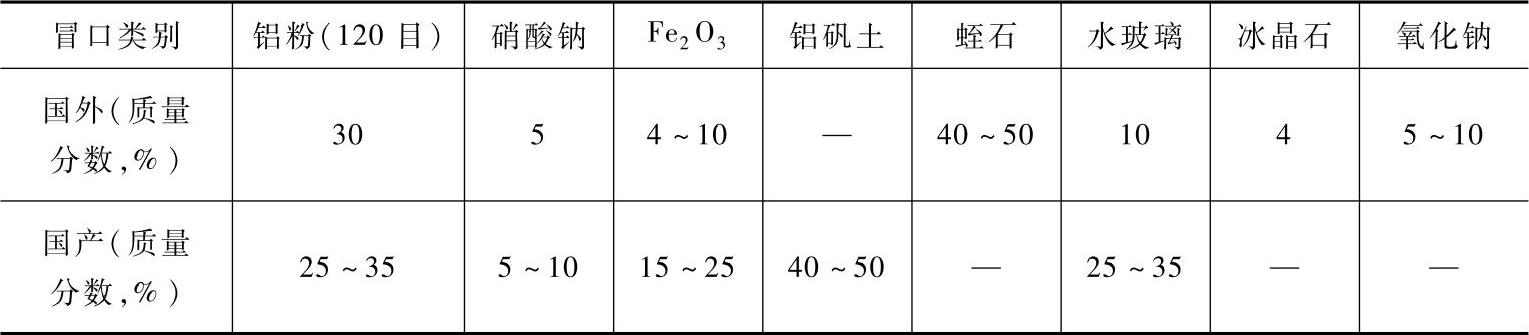
表6-61 发热冒口套的物理性能

表6-62 发热冒口套补缩效果

3.发热保温冒口套的主要性能指标
发热保温冒口套的性能指标与保温冒口套差不多(如耐火度、密度、抗弯强度、发气量、透气性、含水量等),主要是多了发热性能。目前还没有成熟的方法用于评价发热保温冒口套的发热保温特性。可以用特定温度的金属液浇注到一定尺寸的发热保温冒口套中,观察发热保温冒口套的起燃时间和金属液的凝固时间来评估其发热保温性能。发热保温冒口套的密度相对于保温冒口套允许更大一些。(https://www.xing528.com)
表6-63为两种商品化发热保温冒口套的性能指标。
表6-63 两种商品化发热保温冒口套的性能指标

发热保温冒口套中加入了一些氧化剂等材料,如一些无机氟盐(如NaF、CaF2)。它们的加入能有效增强发热材料的燃烧活性,提高放热反应速度,因而氟盐早期一直作为活性添加剂而广泛用于发热保温冒口套的制作。但是有研究发现,氟元素的聚集会对型砂产生污染,多次使用后会造成球铁件“鱼眼”缺陷,而巨无机氟盐对环境也有污染。所以,发热保温冒口套产品正逐渐放弃无机氟盐的应用,改用一些其他触发剂代替,如用一些有机氟盐、氯盐(NaCl、LiCl、MgCl2、CaCl2)等。
发热保温冒口套有更高的补缩效率,广泛地用于各种造型和各种材质的铸件。对于糊状凝固的合金和中小尺寸的冒口,发热保温冒口套更具优势。
4.发热保温冒口套的主要尺寸规格
目前常用的发热保温冒口套有多种规格,按照其形状可分为直筒形、椭圆形、缩颈形、斜颈形、圆顶暗形和发热保温板等。下面分别介绍其中的几种冒口规格及主要参数(几何模数、有效模数、容积)。
1)直筒形发热保温冒口套又有明冒口套和暗冒口套之分。直筒形明发热保温冒口套常见规格见表6-64。直筒形暗发热保温冒口套常见规格见表6-65。
2)椭圆形发热保温冒口套常见规格见表6-66。
3)缩颈形发热保温冒口套常见规格见表6-67。
表6-64 直筒形明发热保温冒口套常见规格
表6-65 直筒形暗发热保温冒口套常见规格

表6-66 椭圆形发热保温冒口套常见规格
5.保温发热冒口套的选择
应根据铸件特征、铸造生产条件(如铸件结构及技术要求特点、铸件材质、造型条件、砂型特征等)进行严格的铸造工艺设计,选择最合适的发热保温冒口型号,在避免缩松、缩孔缺陷,确保铸件质量的同时,还要提高铸件出品率,实现冒口最大补缩率,以降低铸造生产成本。实践证明,同一功效的发热保温冒口在不同的铸造生产条件下,其效果会有较大的差别。因此,在选用冒口套时,除了充分了解冒口套本身的性能外,还要正确掌握设计、使用发热保温冒口套的各种工艺要求。
表6-67 缩颈形发热保温冒口套常见规格

在选用发热保温冒口时,在工艺条件允许的情况下应优先选用暗冒口。在尺寸接近的情况下暗冒口补缩效果更优良,节约金属液的效果也更为明显。如果采用明冒口,最好配合发热保温覆盖剂使用,这样可以明显延长明冒口凝固时间,改善冒口收缩形状,增大冒口安全系数,提高冒口的补缩效果。
选用何种类型的冒口套(保温、发热保温、发热、缩颈、斜颈、带易割片的冒口套等)受很多因素影响。在实际生产中,主要根据合金种类、铸件大小、造型工艺等来选择。
对于铸铁(球铁)件,多选用发热保温或发热冒口套,以及带易割片或缩颈冒口套;对于铸钢件,多选用发热保温冒口套和保温冒口套,特别是高锰钢等难切割铸件多采用带易割片的冒口套;对于有色金属,多选用保温冒口套。大型铸件以保温冒口套为主,多用明冒口;中型铸件以发热保温冒口套为主;小型铸件以发热冒口套和发热保温冒口套为主,多采用易割冒口。高压造型多采用高强度发热冒口套。挤压线多采用嵌入式冒口套。
6.发热保温冒口套在生产中的应用效果
(1)在ZG15Cr13高压阀体上的应用 采油、采气井口装置用高压阀体,材质为ZG15Cr13,技术要求不得有裂纹、缩孔和夹杂等缺陷,经70MPa水压试验,不允许有渗漏现象,非加工表面要进行荧光粉探伤,不允许有裂纹,加工面需进行湿磁粉探伤,不允许有夹杂、气孔、裂纹。型芯为呋喃树脂砂。原工艺在边法兰及阀座上部均设保温冒口,但因阀座部位常产生气缩孔而使铸件报废。后改进工艺,将发热冒口用于该阀体,型芯仍采用呋喃树脂砂,在中法兰及边法兰顶部设置发热暗冒口,阀座底部采用冷铁激冷,尾部也用冷铁激冷(见图6-5),成功地生产了ZG15Cr13高压阀体。铸件经解剖和着色检查,组织致密,达到技术要求,工艺出品率达78%~80%,成品率达96%以上。
(2)发热保温冒口在矿山机械高锰钢耐磨铸件上的应用 矿山机械耐磨铸件材质大多为高锰钢,如衬板、锤头、轧臼臂等。
某大型矿山机械公司所生产的锤头全部出口,对铸件质量要求比较高,不允许内部有缩孔等缺陷,也不允许焊补。根据铸件特征,选用FT300系列缩颈冒口。该系列冒口除了保温效果好、发热值高以及较高的补缩效率等优点外,其缩口部位(与铸件接触部位)为一个带有刃口的缩颈,可以起到易割片的作用,这样去除冒口时可以直接敲掉而不必气割,减少了冒口气割时产生的局部热裂、组织粗大等问题,同时减轻了工人劳动强度,还可显著降低冒口清理费用。

图6-5 阀体冒口、冷铁设置
使用效果如图6-6所示。冒口补缩效果分析见表6-68。由结果可见,发热保温冒口的补缩效果很好,冒口根部组织致密,铸件出品率也较高。
图6-6 发热保温冒口在矿山机械锤头上的应用效果
a)选用冒口套 b)敲掉冒口的铸件 c)冒口纵向截面
表6-68 冒口补缩效果分析

(3)发热保温冒口在轿车涡轮壳(合金球铁)上的应用 某企业生产的用于高档轿车用的涡轮壳全部出口,对质量控制极为严格,不允许有缩松、缩孔等缺陷,同时对铸件金相组织也有严格要求,球化等级要求高,铸件表面包括冒口根部也不允许有集中性片状石墨出现。该铸件生产工艺为潮模砂高压造型线生产砂型,壳芯为覆膜砂造型机生产,发热保温冒口嵌入在造好的砂型里。
根据铸件材质(含一定量的Si、Mo合金成分)等要求,选用FM100-A50/80型发热保温冒口。该冒口具有发热效率高、起燃时间早、尺寸公差小、表面光洁等特点。另外,还根据这类铸件设计了合理的易割片与冒口配套,以确保实现最佳的补缩效果。
图6-7和图6-8所示分别为铸件缩松检验和冒口根部金相组织。由图可见,铸件组织致密,而巨铸件冒口根部组织也没有变异现象,满足质量要求,铸件的成品率在98%以上。

图6-7 铸件剖开后的缩松检验

图6-8 冒口根部金相组织分析
(4)发热保温冒口在高铬铸铁件上的应用 高铬铸铁件在生产时遇到的很大问题是冒口很难清理,这主要是因为这种铸件在冒口气割时容易发生热裂。为此,采用发热保温冒口,既提高了冒口的补缩效果,又可以有效减小冒口体积,从而使冒口与铸件接触部位面积也显著减小。若同时配合采用易割片,则可以方便地去除冒口。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。