



【摘要】:V法铸造造型是继机械成型及化学成型之后的新一代物理成型法。V法铸造造型同消失模铸造造型一样,并称为第三代造型方法。近几年来,V法铸造工艺因顺应了社会发展及国家节能环保的要求,因此在我国发展迅速,其在我国铸钢、球墨铸铁和铝合金铸件上的应用也不断扩展。此外,V法铸造蠕墨铸铁件和V法铸造复杂铝合金等也逐渐扩大了其应用。
V法铸造造型是继机械成型及化学成型之后的新一代物理成型法。V法铸造造型同消失模铸造造型一样,并称为第三代造型方法。其基本原理是,在带抽气室的砂箱内填入单一干砂,稍加微振使其紧实,再对型面和砂箱背面覆有塑料薄膜的砂型抽真空,利用砂箱内外的压力差使铸型定型,然后起模、合箱,在保持真空状态下浇注金属液。其中,为防止浇注时薄膜烧损使型砂脱落产生夹砂和在真空吸力作用下使金属液向铸型渗透产生粘砂,以及增大铸件表面粗糙度,在覆膜成型后放置砂箱前,在型砂一侧的塑料薄膜表面施涂涂料(涂刷或喷涂)是一项必不可少的工序。
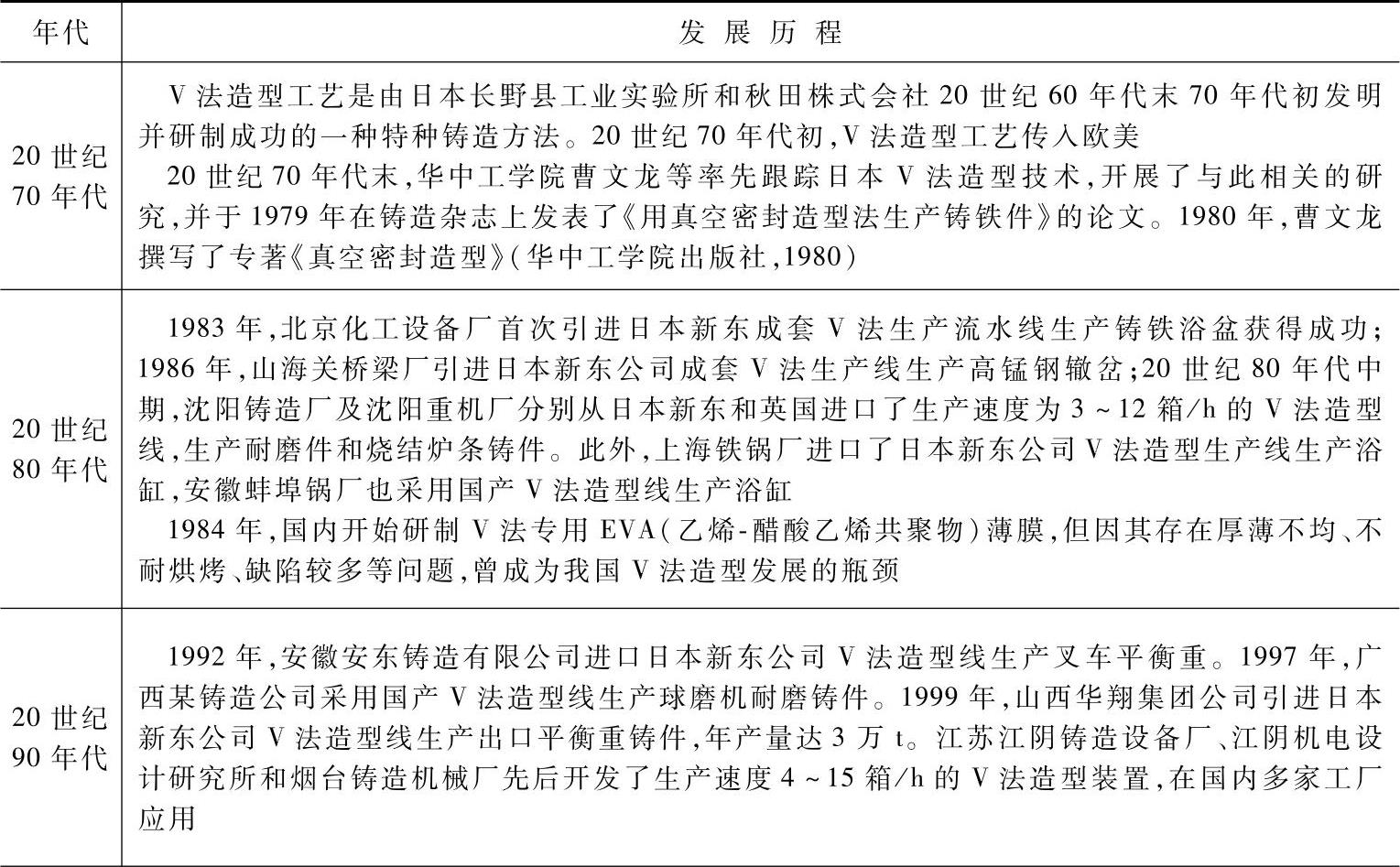
与传统砂型铸造相比,其最大优势是型砂不使用黏结剂,干砂回用率高达95%以上,不仅节能环保、落砂简便及改善劳动条件,而巨铸件表面品质和尺寸精度大大提高。近几年来,V法铸造工艺因顺应了社会发展及国家节能环保的要求,因此在我国发展迅速,其在我国铸钢、球墨铸铁和铝合金铸件上的应用也不断扩展。目前,使用高炉铁液+电炉升温短流程+V法铸造配重铸件技术的厂家增加迅速,V法铸造铸钢、铸铁桥壳已成主流生产工艺,V法铸造大箱体及机床床身也在抢占传统自硬树脂砂铸造的份额。此外,V法铸造蠕墨铸铁件和V法铸造复杂铝合金等也逐渐扩大了其应用。据粗略统计,至2008年年底,国内生产V法铸件的企业有近200家,主要集中在山西、江苏、安徽、山东和河北等地。我国V法造型工艺的发展历程见表1-5。
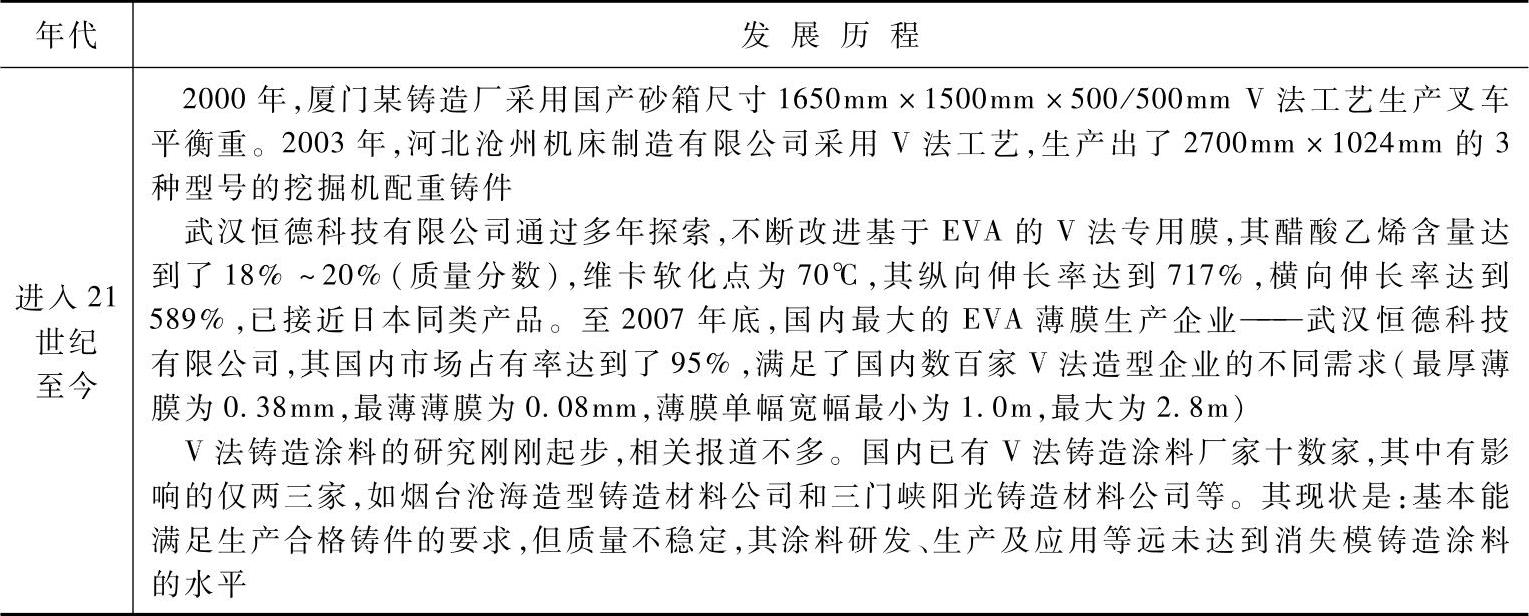
表1-5 我国V法造型工艺的发展历程
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。