



气焊焊补是利用氧乙炔焰产生的高温将焊丝金属与缺陷处的铸件本体金属熔接在一起的焊补方法。
1.气焊的主要设备及工具
(1)主要设备及安全装置
1)氧气瓶或制氧站:提供氧气。
2)瓶装溶解乙炔或乙炔发生器:提供乙炔气。电石与水在乙炔发生器内相互作用产生乙炔气。
3)安全装置:气压表、安全阀及防回火装置。
(2)工具
1)主要工具是焊炬。按氧气和乙炔气混合方式不同,焊炬分为等压式和射吸式两类。等压式焊炬的结构简单,回火可能性小,但适用范围有一定限制。射吸式焊炬的结构虽较复杂,但应用范围广泛,其型号(焊接厚度)有四种:H01-2型(0.5~2mm)、H01-6型(2~6mm)、H01-12型(6~12mm)、H01-20型(12~20mm)。
2)胶管:用于连接氧气瓶、乙炔发生器和焊炬。
3)辅助工具:扳手、钢丝刷、通针等。
2.铸铁件的气焊焊补
(1)铸铁件气焊材料 气焊材料包括焊条(焊丝)和焊剂。
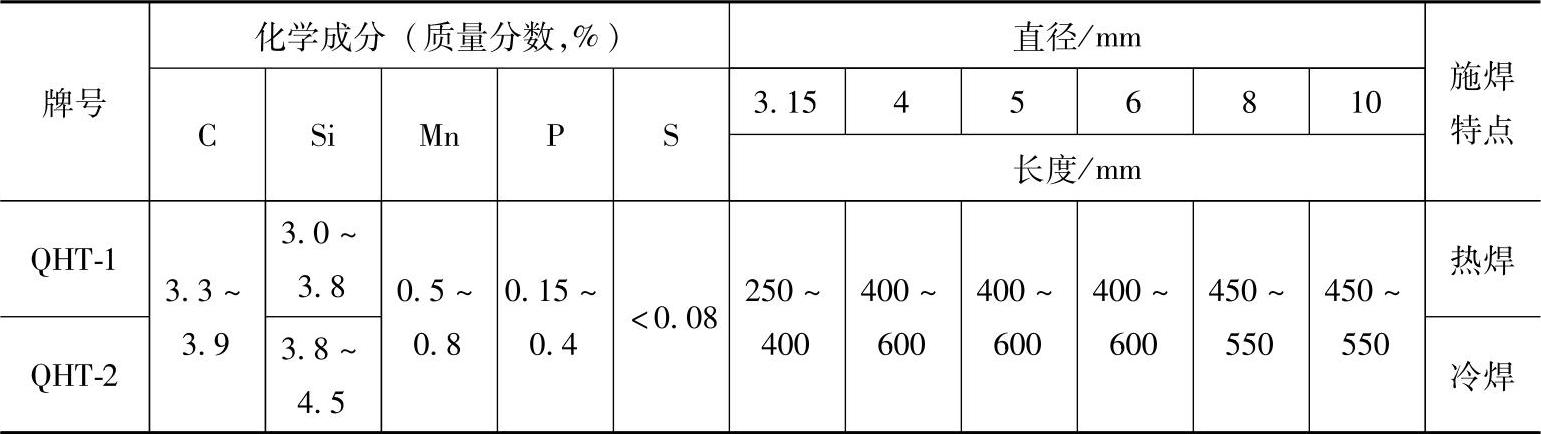
1)铸铁件气焊焊补用焊条的规格见表7-49。
表7-49 铸铁件气焊焊补用焊条的规格
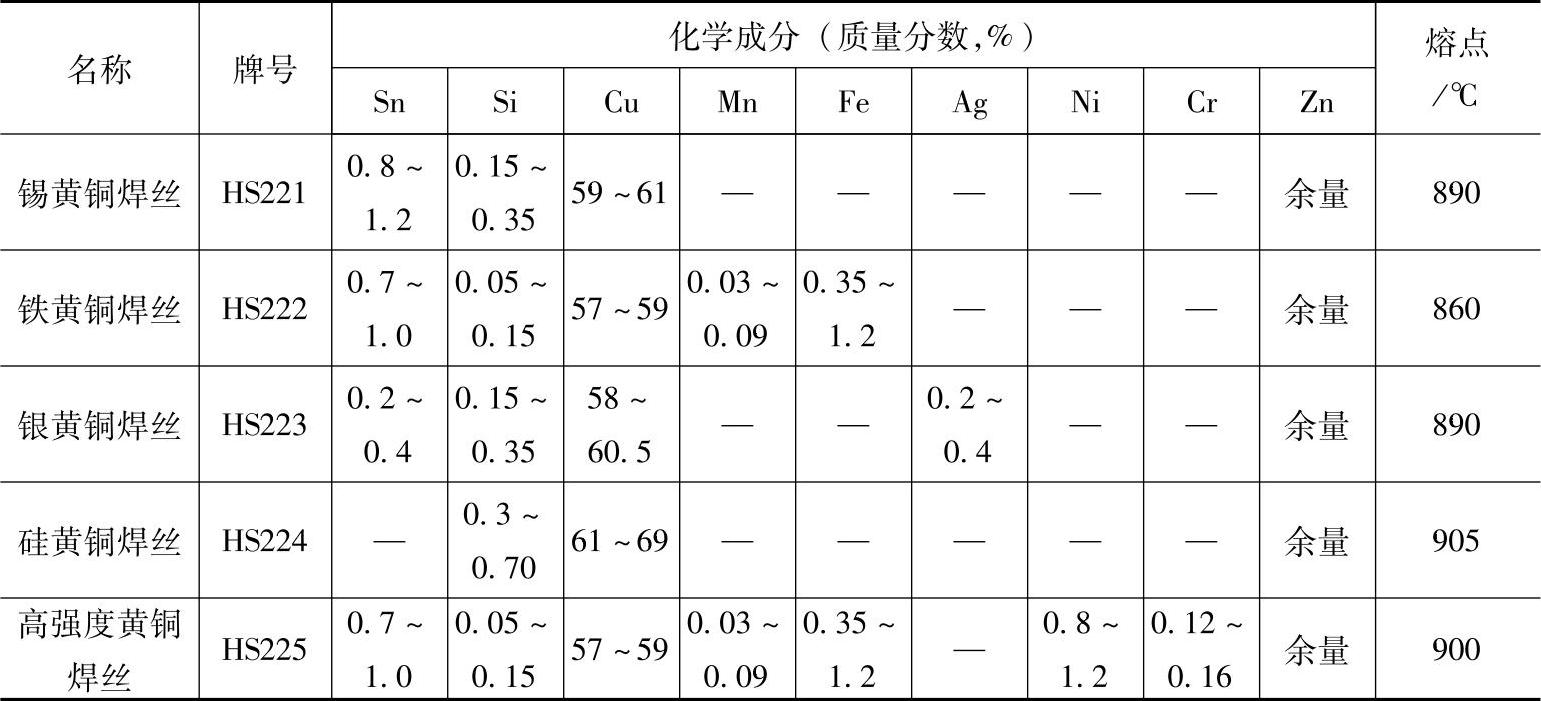
2)铸铁件气焊焊补用铜合金焊丝见表7-50。
表7-50 铸铁件气焊焊补用铜合金焊丝
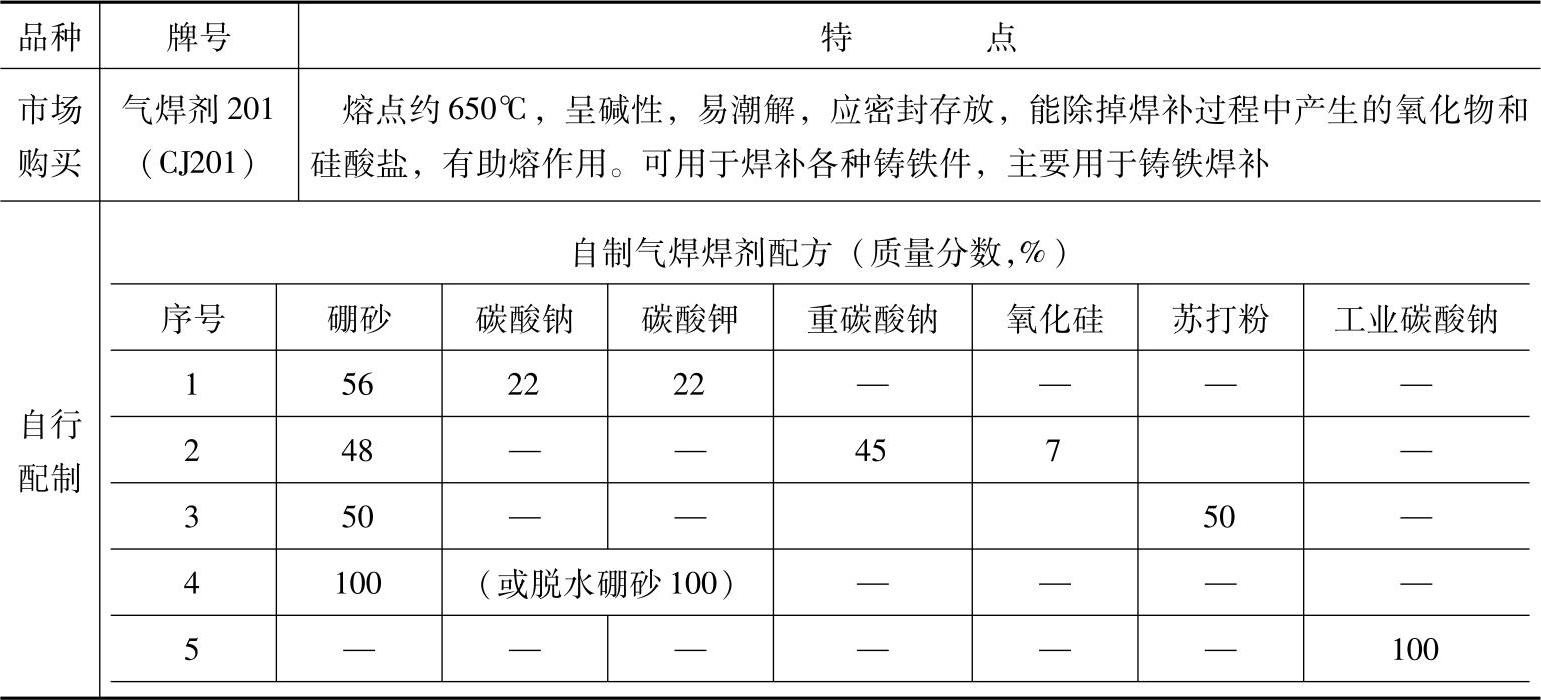
3)铸铁件气焊焊补用焊剂见表7-51。
表7-51 铸铁件气焊焊补用焊剂(焊粉)
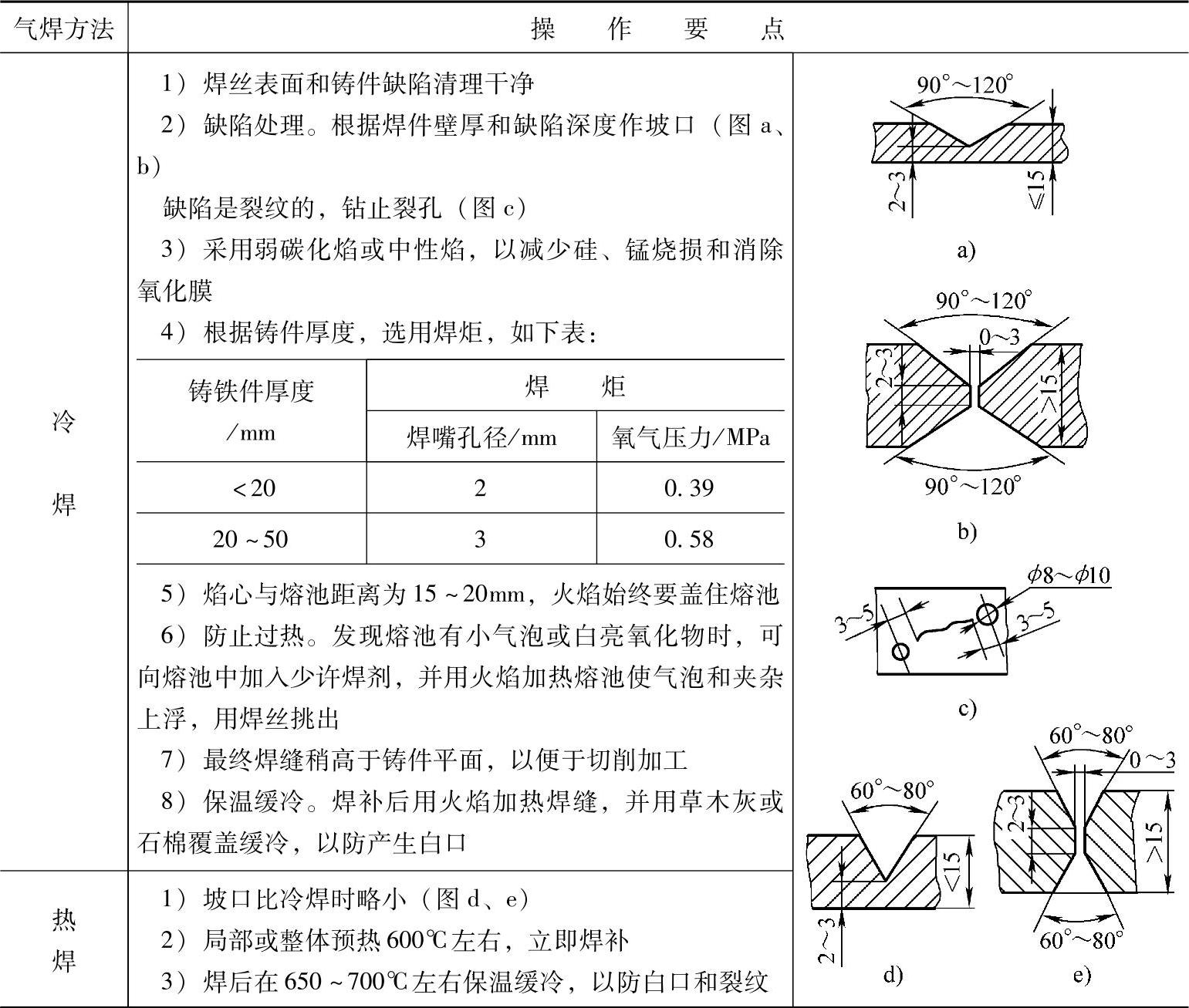
(2)铸铁件气焊焊补操作 气焊焊补方法有冷焊和热焊两种。其焊前准备及操作方法与焊条电弧焊焊补基本相同。其要点见表7-52。
表7-52 铸铁件气焊焊补操作要点
3.铝合金铸件的气焊焊补
(1)铸铝件气焊焊补用焊丝和焊剂 见表7-53。
表7-53 铸铝件气焊用焊丝和焊剂

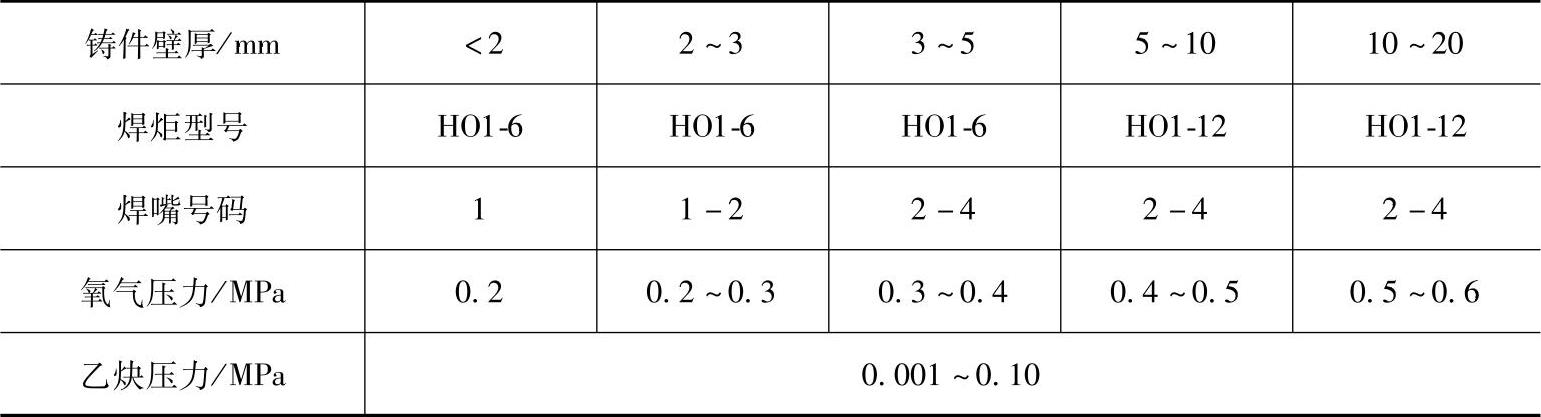
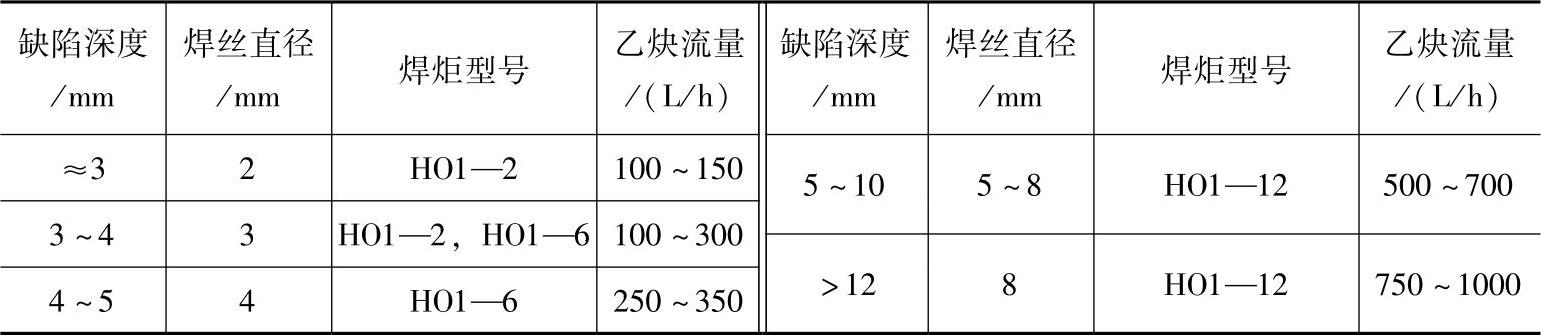
(2)铝合金铸件气焊焊补规范 见表7-54。
表7-54 铝合金铸件气焊焊补规范(https://www.xing528.com)
(3)铝合金铸件气焊焊补操作要点
1)应在无穿堂风且温度不低于15℃的环境中施焊。
2)对大型复杂铸件或裂纹倾向性大的ZL201铸件,焊后应立即装入温度为200~300℃的炉中缓冷。
3)焊补收尾时,应适当添加焊丝,填满熔池,以防止焊缝产生缩孔和裂纹。
4)采用中性焰进行平焊,焊嘴与铸件的倾斜角为20°~45°,焊条与铸件的倾斜角为45°。
5)壁厚小于5mm的铸件采用左焊法,壁厚大于5mm的铸件采用右焊法进行焊补。
4.铜合金铸件的焊补
(1)铸铜件气焊焊补用焊丝和焊剂 见表7-55。
(2)黄铜铸件的气焊焊补 黄铜铸件气焊焊补规范见表7-56。
表7-55 铸铜件气焊焊补用焊丝和焊剂
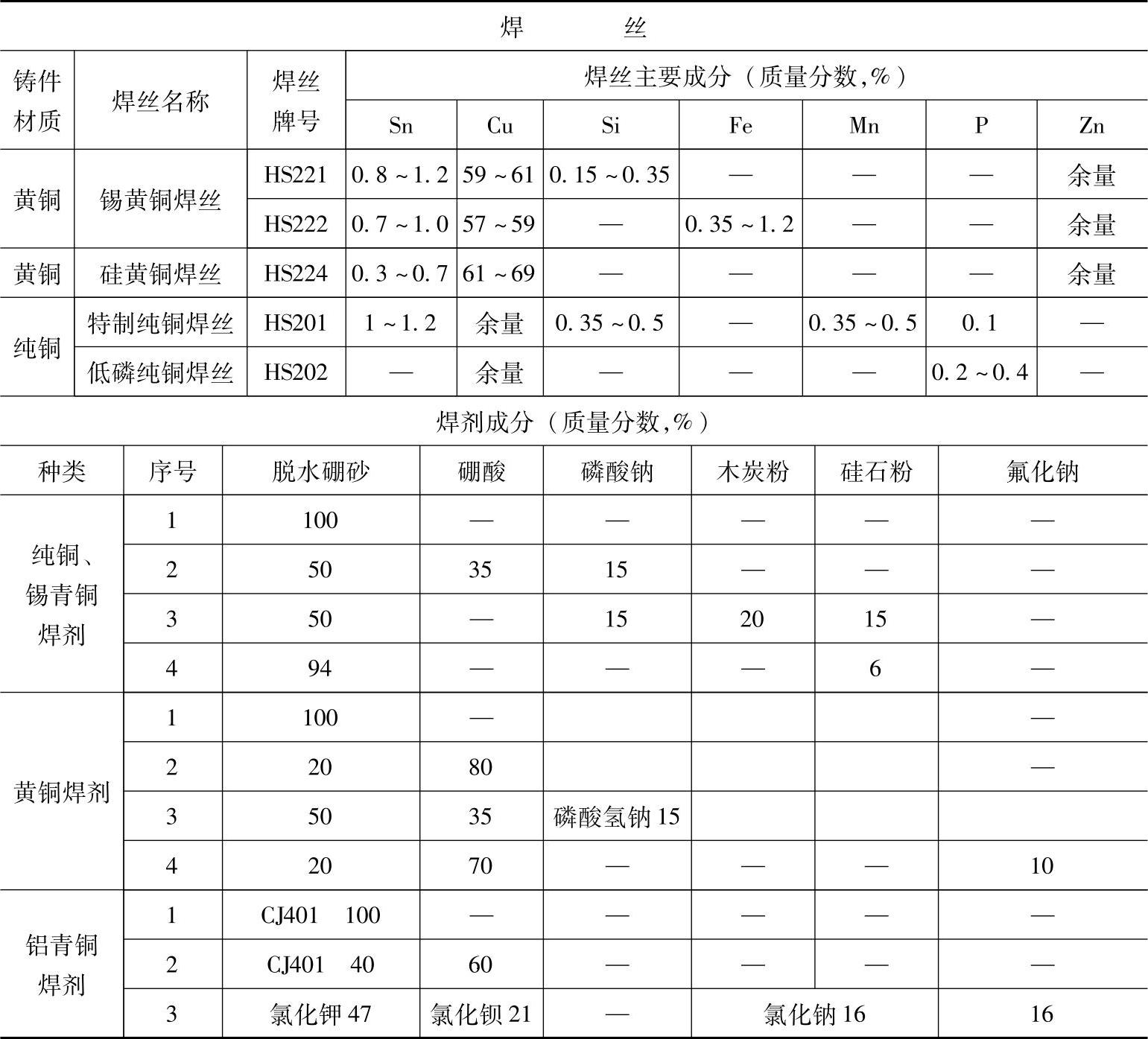
表7-56 黄铜铸件气焊焊补规范
(3)黄铜铸件气焊焊补要点
1)采用弱氧化性火焰进行焊补,使熔池表面覆盖一层氧化锌薄膜以防止蒸发。
2)火焰焰心末端与铸件表面的距离为15~20mm。
3)采用左焊法,焊补速度尽可能快,一次焊成。
(4)锡青铜铸件的气焊焊补要点
1)锡青铜有热脆性,铸件在焊前应预热。
2)焊后不能立即搬动。
3)采用中性焰焊补。
4)焊丝的化学成分应与铸件相同或相近,但锡的质量分数应比铸件高1%~2%,以补充锡的烧损,或采用含P、Si、Mn等脱氧元素的青铜焊丝进行焊补。
(5)铝青铜铸件的气焊焊补要点
1)铸件在焊前应预热至500~600℃。
2)应先焊补大缺陷,后焊补小缺陷。对于长而深的缺陷,可将铸件倾斜15°进行上坡焊。
3)当焊补过程中熔池表面产生氧化膜时,可加焊剂或挑除。
4)熔池若出现过热氧化时,应一面继续用火焰加热,一面用铁丝刮去氧化膜,然后加入铝粉和焊剂继续焊补。
5)铸件在焊补后应保温缓冷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。