



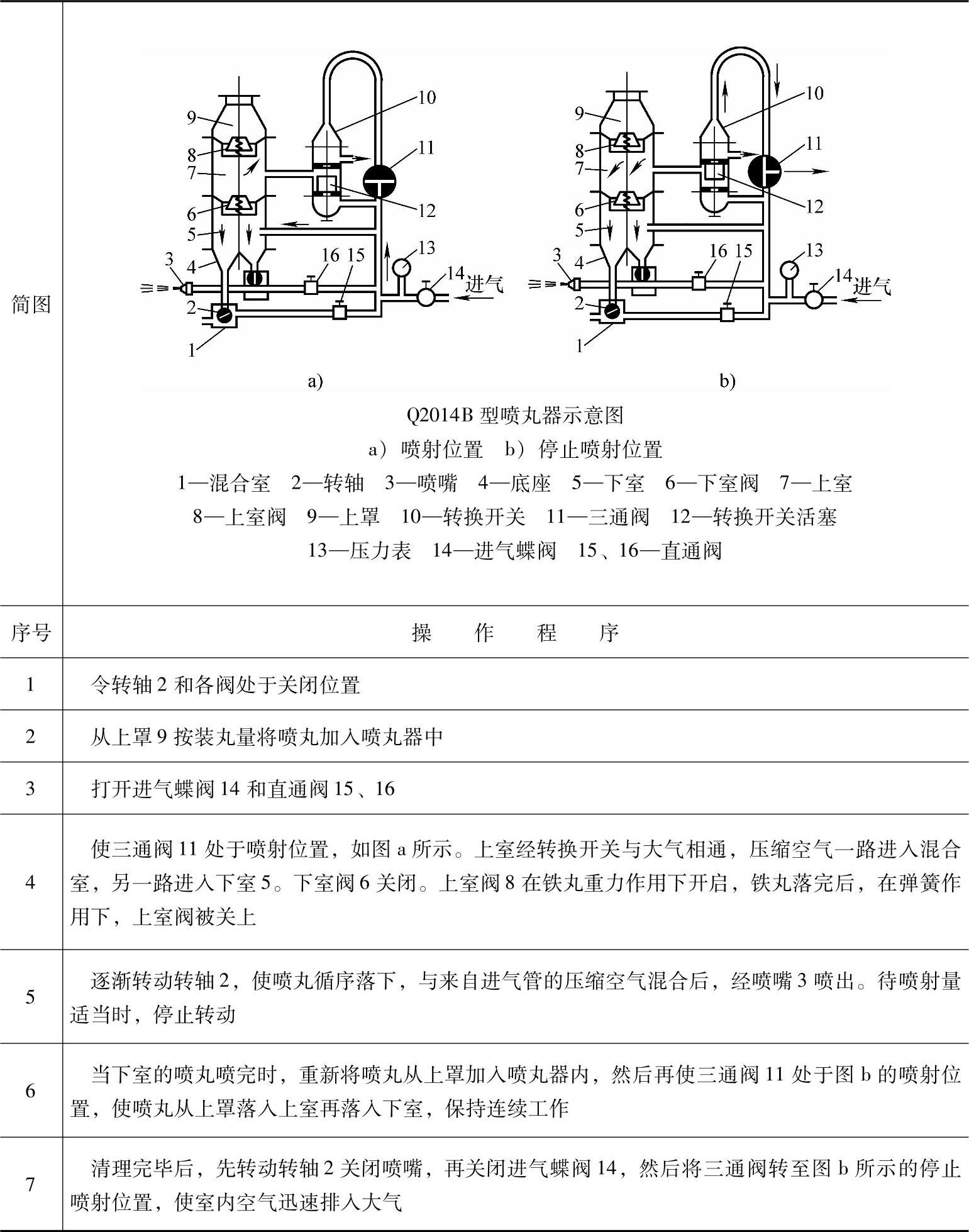
【摘要】:3)滚筒中加入占铸件重量15%~30%的星铁,以提高表面清理质量。表7-17 Q2014B型喷丸器的操作4.抛丸表面清理抛丸清理是利用抛丸器将铁丸高速抛射到被清理铸件表面上,除去铸件表面的粘砂、氧化皮及各种表面缺陷。
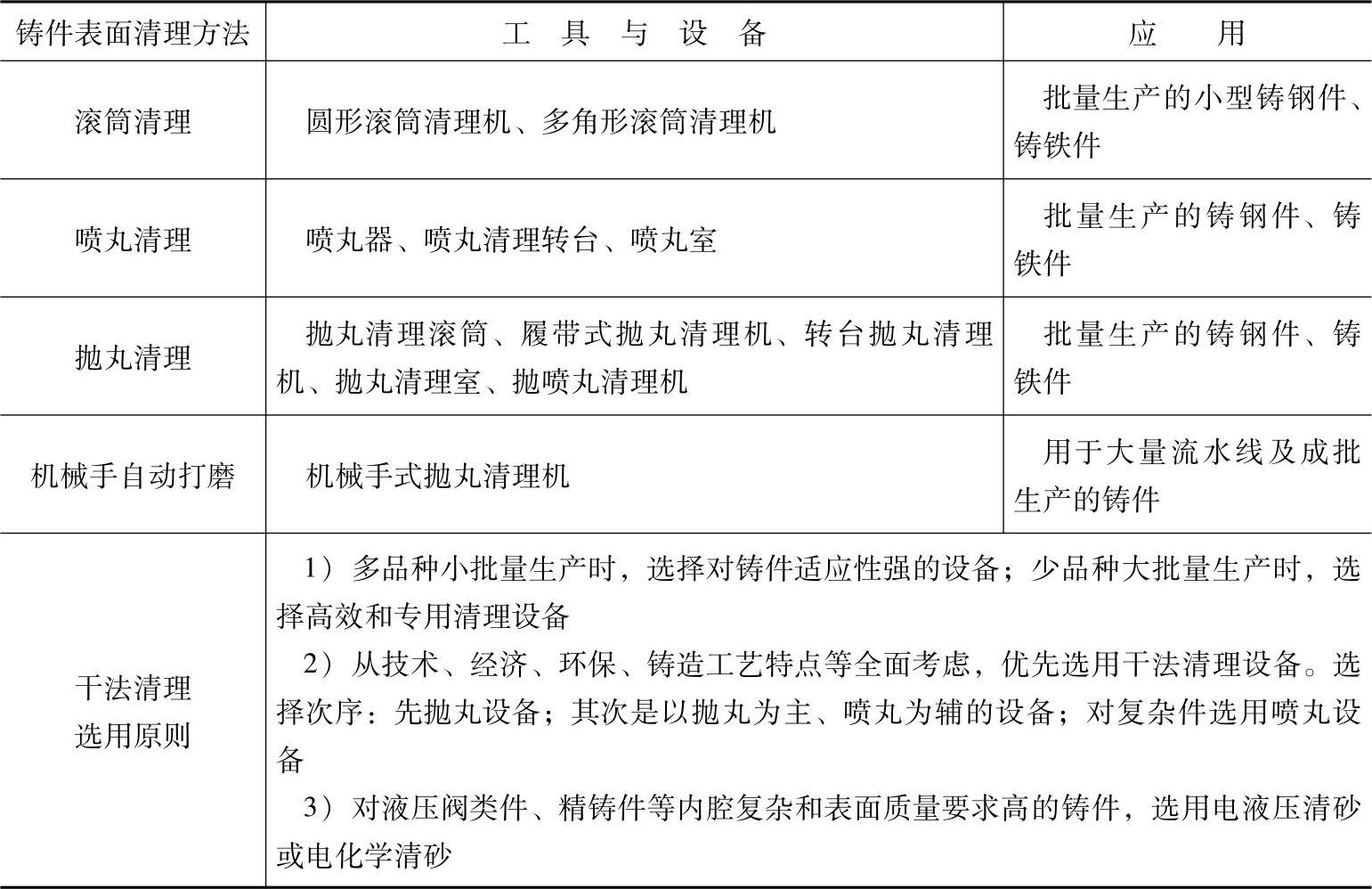
1.表面清理方法及选用原则(见表7-14)
表7-14 表面清理方法及选用原则

(续)
2.滚筒表面清理
滚筒表面清理是利用铸件和星铁一同在旋转的滚筒中滚动时相互碰撞和摩擦,进行表面清理的。
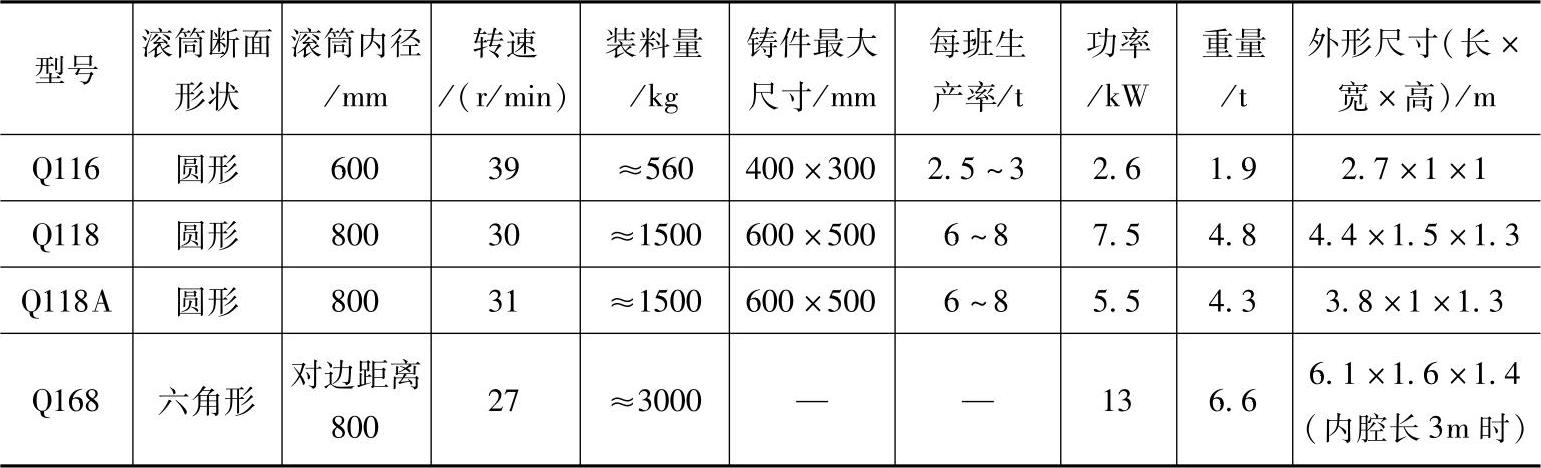
(1)滚筒清理机规格 见表7-15。
表7-15 圆形和六角形滚筒清理机的型号及参数(JB/T 504—2006)
(2)滚筒清理机操作
1)铸件重量和壁厚差别较大时,不能同批处理。同类小件可集中倒入,长而薄的铸件应顺滚筒长度方向用手放入。
2)装入量为滚筒容量的70%~80%。不宜太少,以免滚动时碰坏铸件。
3)滚筒中加入占铸件重量15%~30%的星铁(尺寸20~60mm),以提高表面清理质量。
4)运转时间视清理效果而定,一般不小于1h。
5)装完铸件,先将盖关上、扣紧,然后才可开机。(https://www.xing528.com)
6)清完后,先关闭电动机,用制动器使滚筒停止旋转,滚筒口应停在便于出清铸件的位置,然后插上保险锁,打开盖出清铸件。
3.喷丸表面清理
利用压缩空气将金属丸高速喷到铸件表面,打掉铸件表面上的附着物。多用于清理复杂表面和内腔的铸件。
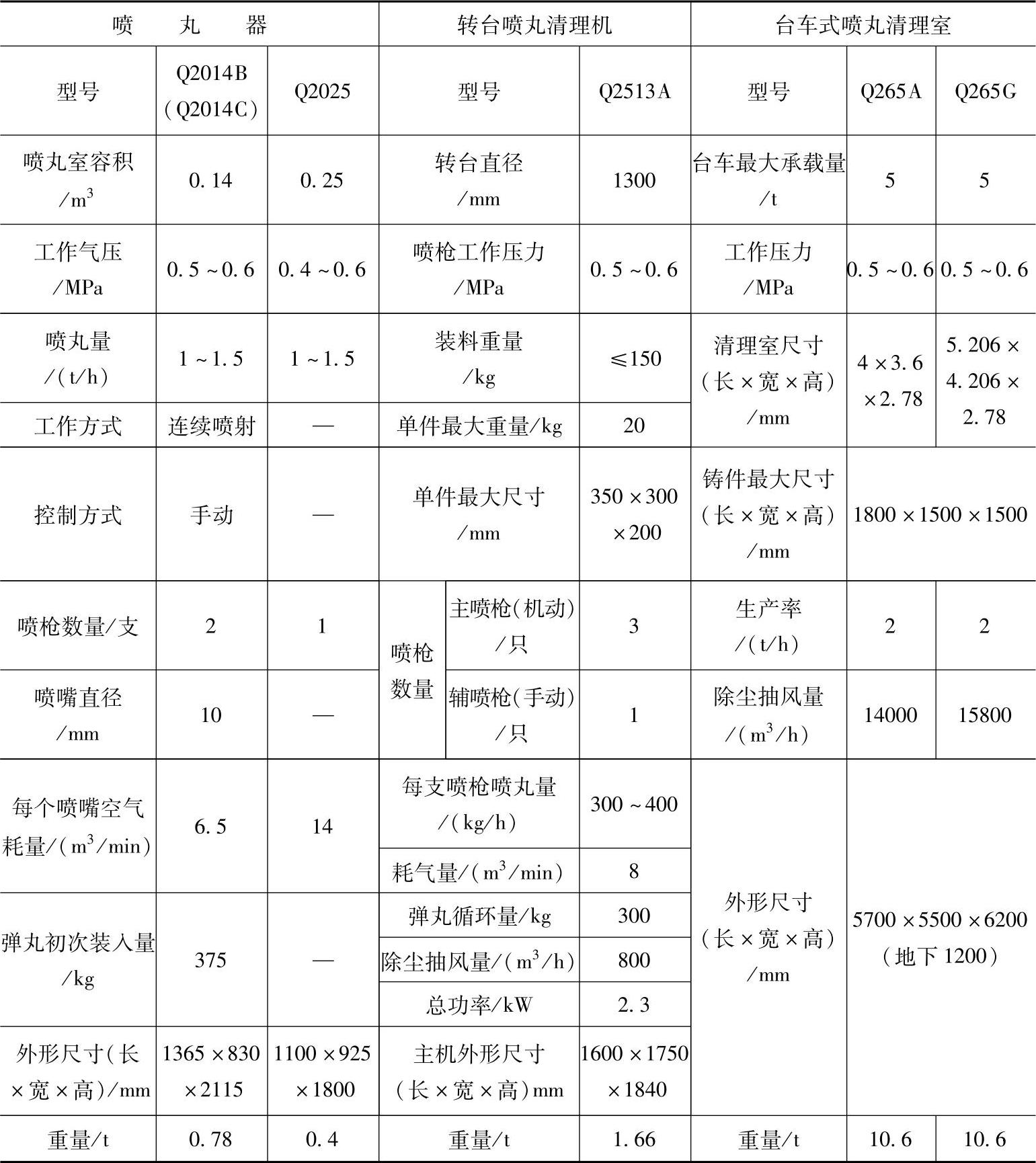
(1)喷丸设备规格 见表7-16。
表7-16 喷丸设备规格
(2)喷丸器的操作 见表7-17。
表7-17 Q2014B型喷丸器的操作
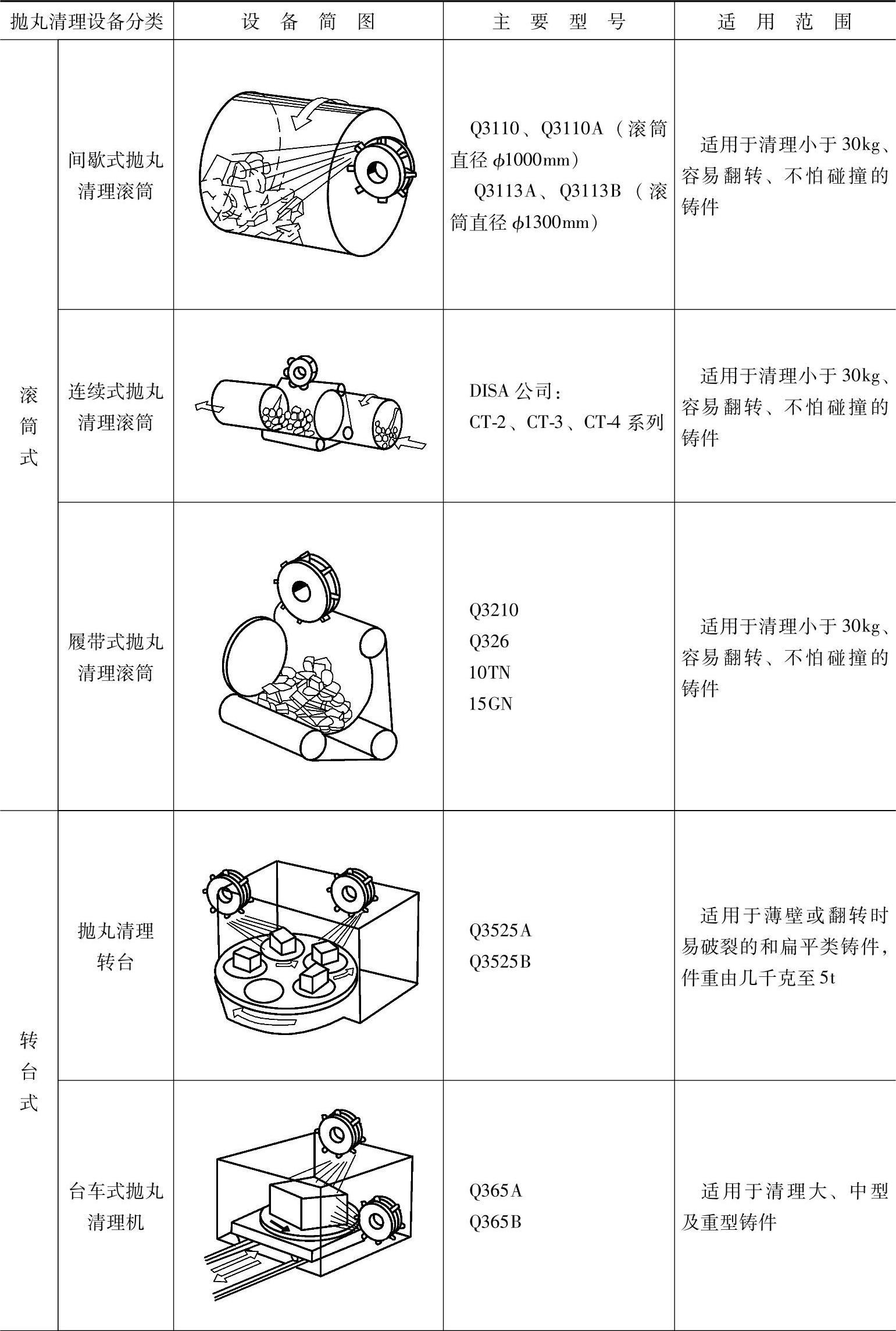
4.抛丸表面清理
抛丸清理是利用抛丸器将铁丸高速抛射到被清理铸件表面上,除去铸件表面的粘砂、氧化皮及各种表面缺陷。抛丸清理设备的分类及应用见表7-18。
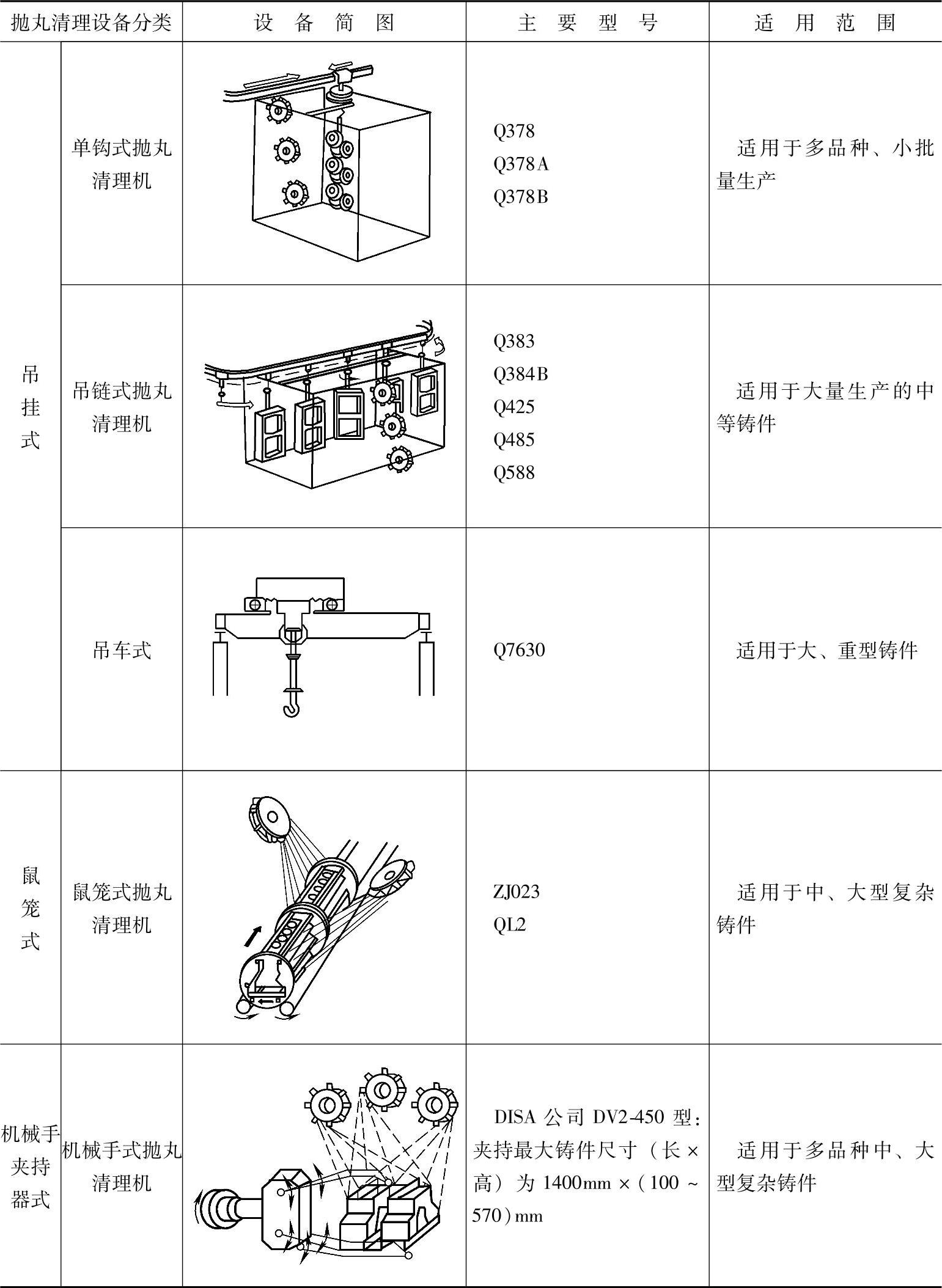
表7-18 抛丸清理设备的分类及应用
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。