



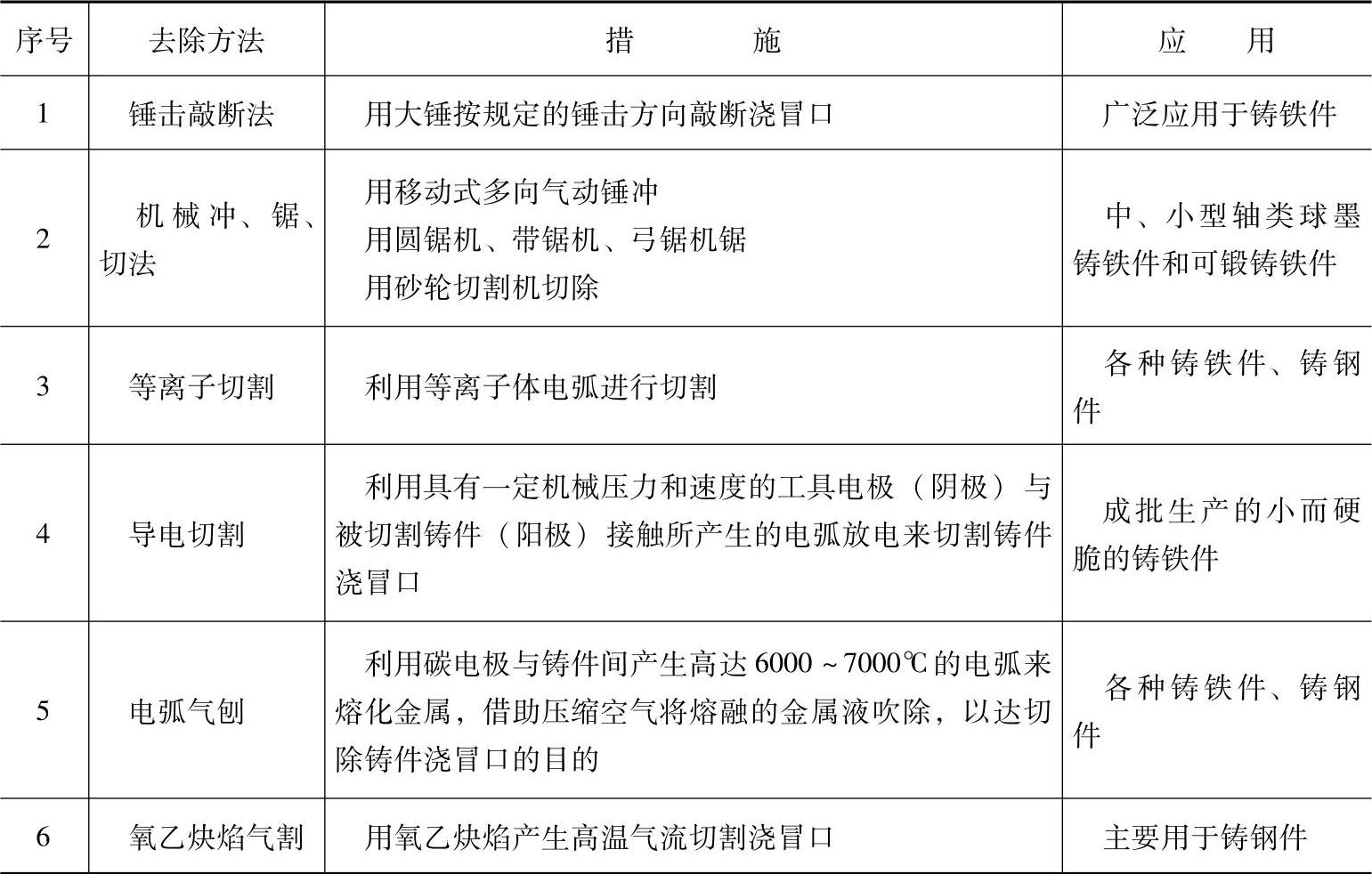
1.浇冒口去除的方法(见表7-7)
表7-7 铸件浇冒口去除方法
2.氧乙炔焰气割
气割过程的实质就是金属燃烧,即用氧乙炔火焰对被切割的金属预热,预热了的金属在氧气中燃烧并放出燃烧热,氧气流将熔化的金属氧化物吹掉,从而达到切割的目的。
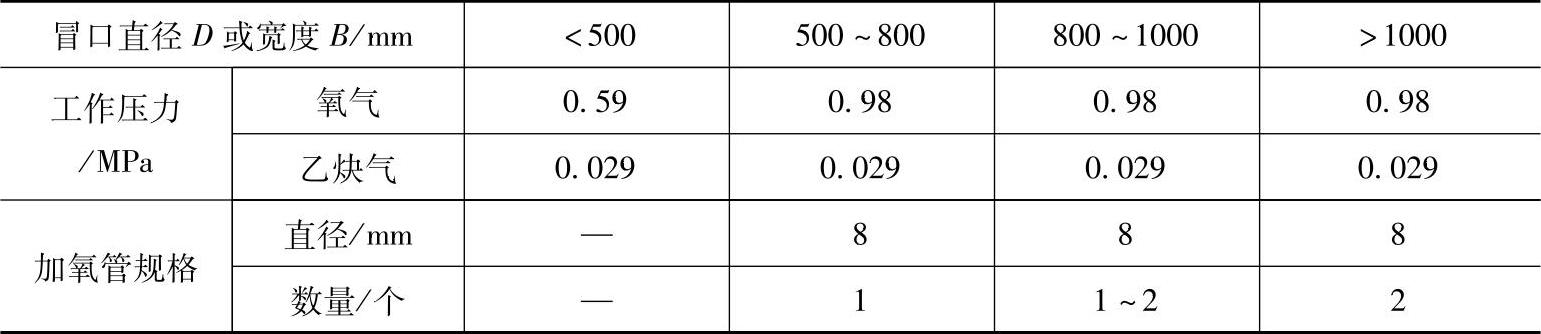
(1)氧气、乙炔气的工作压力及加氧管 见表7-8。
表7-8 氧气、乙炔气的工作压力及加氧管
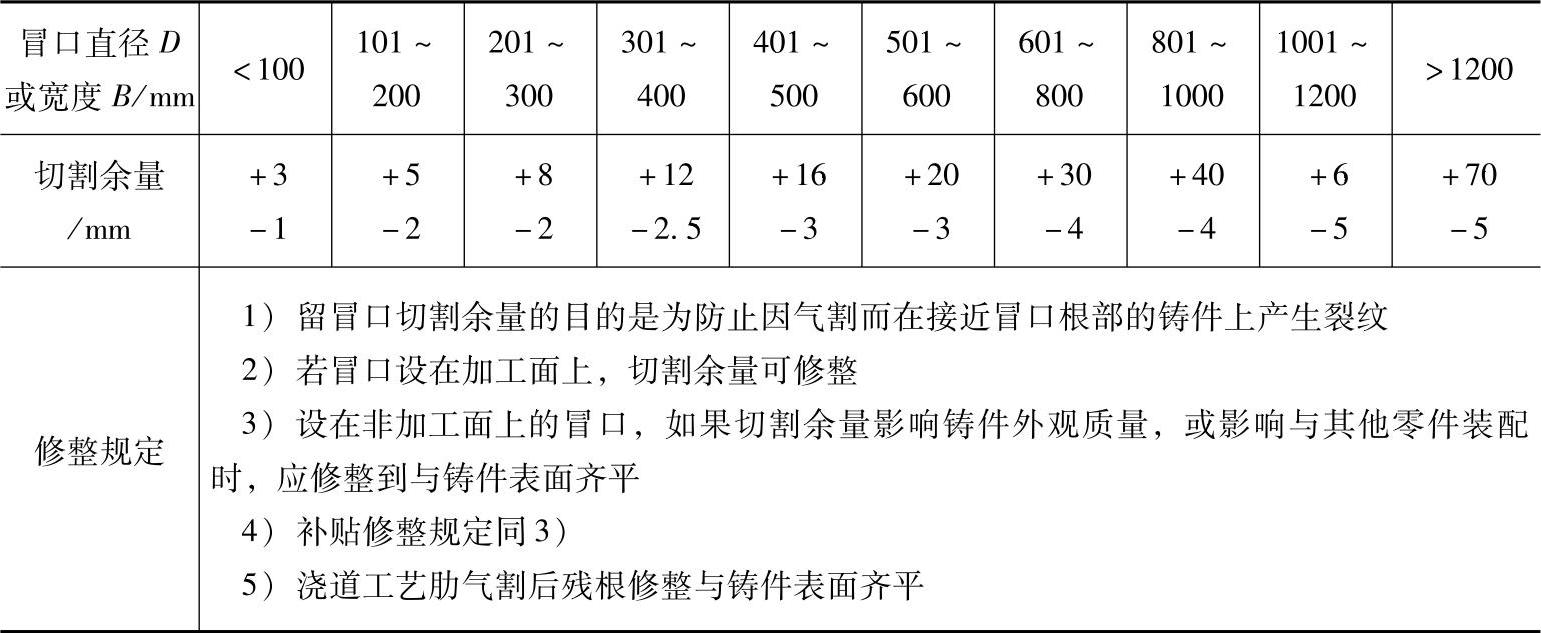
(2)冒口切割余量及修整规定 见表7-9。
表7-9 冒口切割余量及修整规定
(3)冒口热割的规定 冒口均是在清砂后气割。气割前,冒口根部清理区高度应高出切割余量30~50mm。
冒口的气割有冷割和热割。冒口直径小于500mm的一般铸钢件都是在室温下气割,称之为冷割。而有些铸钢件,例如高碳钢铸件、某些合金钢铸件、冒口尺寸较大及结构复杂的铸钢件,在热处理前存在较大内应力,气割时易产生裂纹,为避免裂纹,需要采用冒口热割工艺,见表7-10。
(4)高锰钢铸件冒口的切割 高锰钢铸件由于导热性差,气割冒口时易产生裂纹。
1)当采用边冒口、易割冒口、扁平内浇道时,水韧处理前可用锤击掉浇冒口。
2)水韧处理前气割较大冒口时,气割余量大于50mm。
3)对尺寸较大的顶冒口,应将铸件浸入水中,冒口露出水面气割;水韧处理后再气割冒口残根,且边割边用水冷却。
表7-10 冒口热割的规定(https://www.xing528.com)
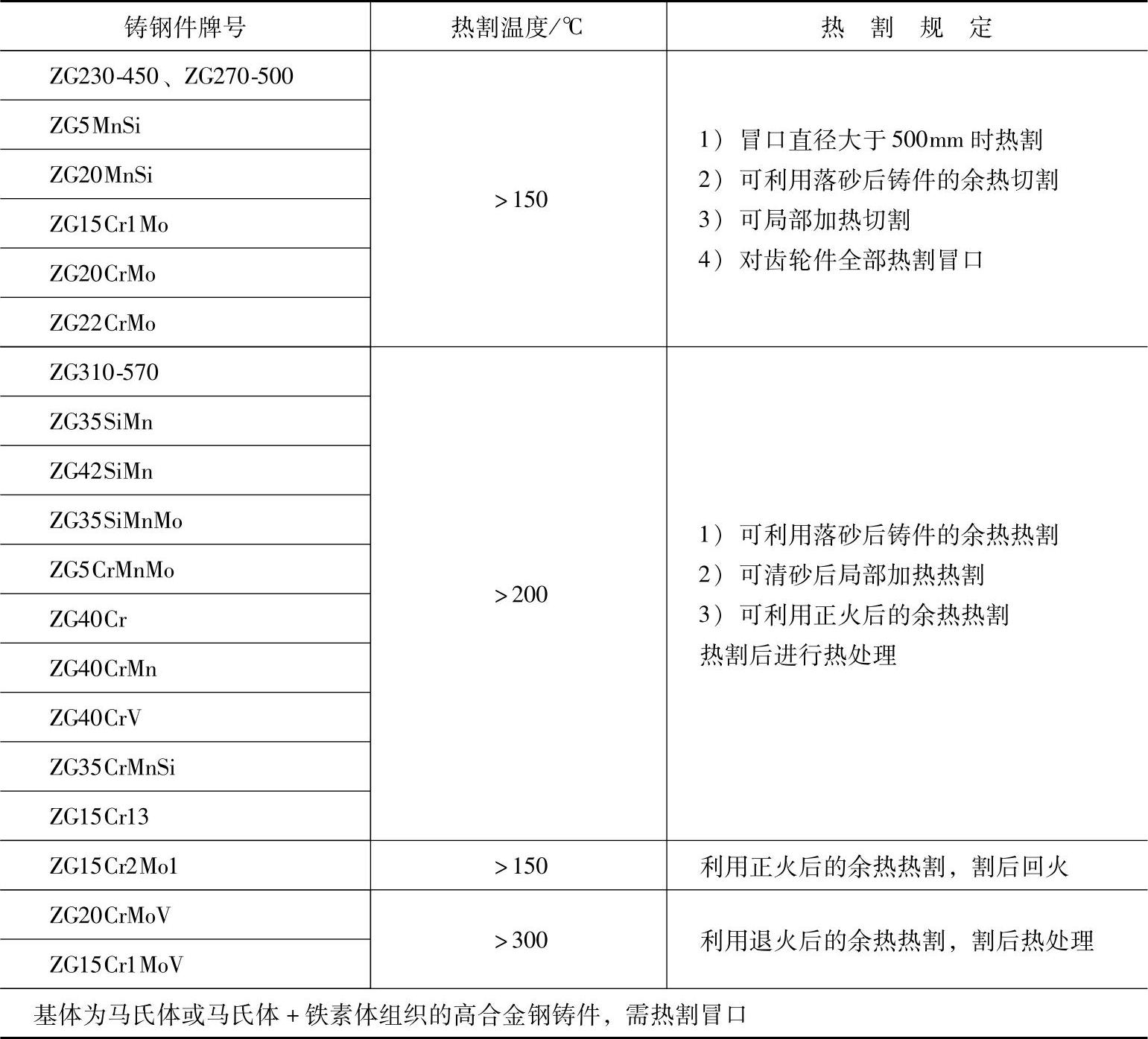
注:热割后的冒口应留在原来位置上保温24h后方能吊走,如果冒口脱离了铸件,应将铸件进炉保温缓冷。如果冒口较小,可在气割面上撒盖干砂保温缓冷。
4)不影响装炉的大冒口,可水韧处理后气割,边割边浇水冷却。
(5)普通冒口气割工艺 中、小冒口可用单枪法切割,大冒口可用单枪法和加氧法两种气割。
加氧法气割冒口,是先借助割炬用氧乙炔焰将冒口切割处预热到高温(割炬作用是预热和扩大割口),然后用内径φ8mm的铜管或纯铜管作加氧管吹氧(压力为1~1.5MPa),吹出的氧气流使割口处的金属剧烈氧化燃烧,并吹去燃烧生成的氧化物。随吹氧管的移动将冒口割除。加氧气割冒口时割口宽度见表7-11。
表7-11 加氧气割冒口时割口宽度

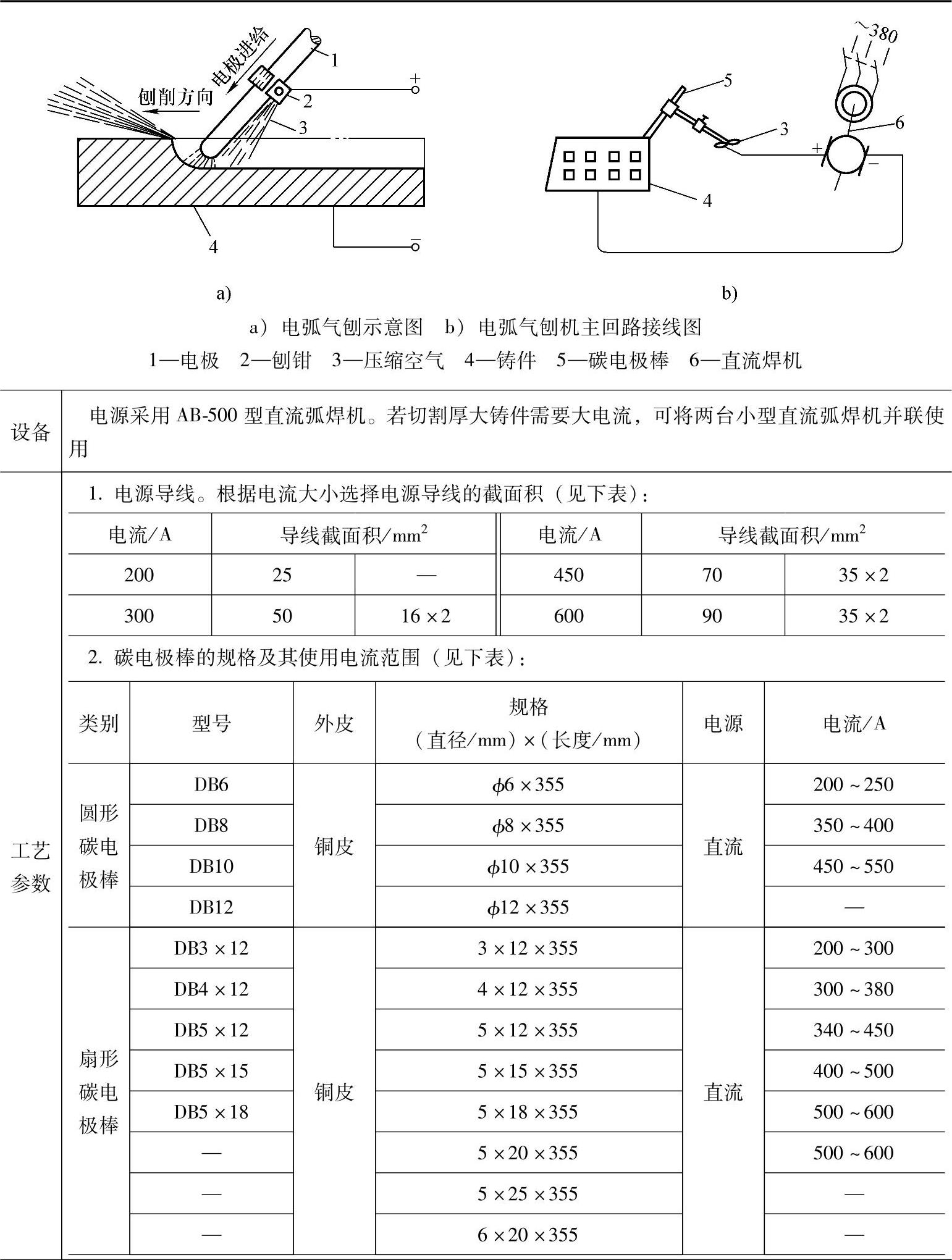
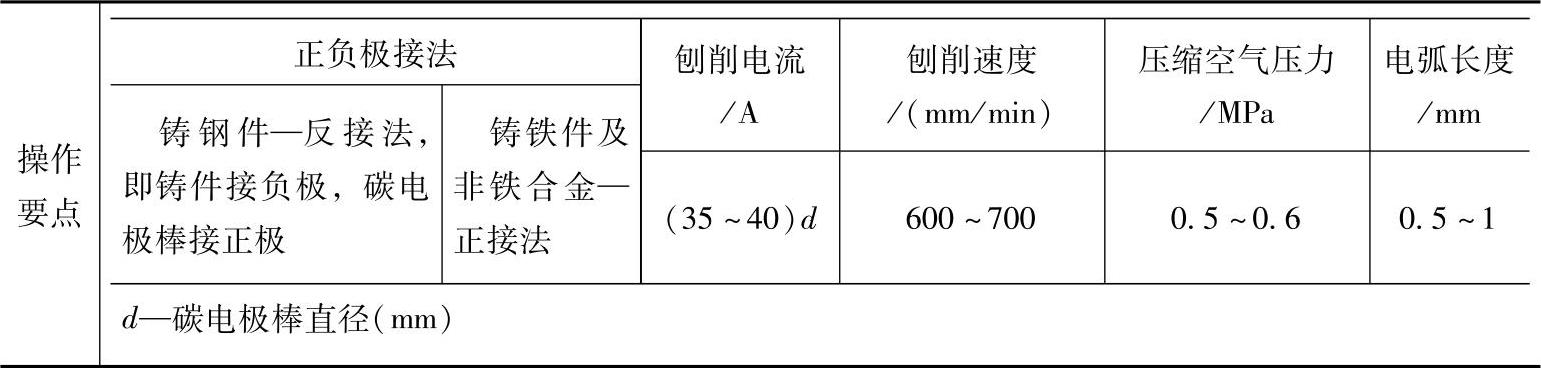
3.电弧气刨
电弧气刨是利用碳电极与铸件间产生的高温电弧熔化金属,并用压缩空气将熔化的金属吹除,以切除铸件上的浇冒口、飞翅、毛刺、胀箱、重皮、冒口残根,以及切割焊接坡口和修整焊缝的铸件清理方法,见表7-12。
表7-12 电弧气刨
(续)
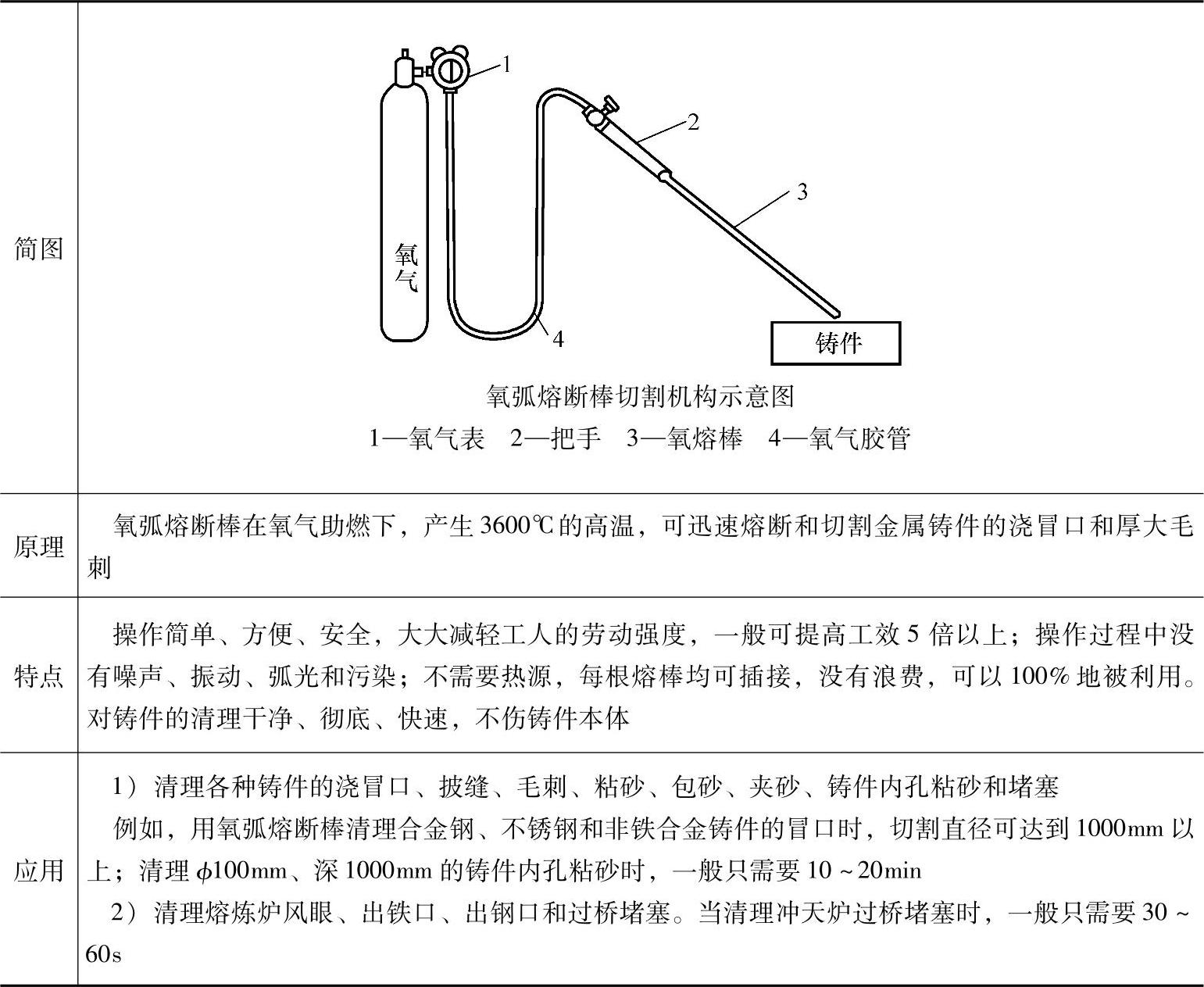
4.氧弧熔断棒切割(见表7-13)
表7-13 氧弧熔断棒切割
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。