



1.准备
1)读懂工艺图,了解铸型结构特点和工艺要求,做到心中有数。
2)检查砂型和型芯质量。观察表面,用样板或量具检测形状和尺寸,若紧实度不合要求,烘干不良或局部损坏,须仔细补修、加固、烘干再经检查合格后方可使用。
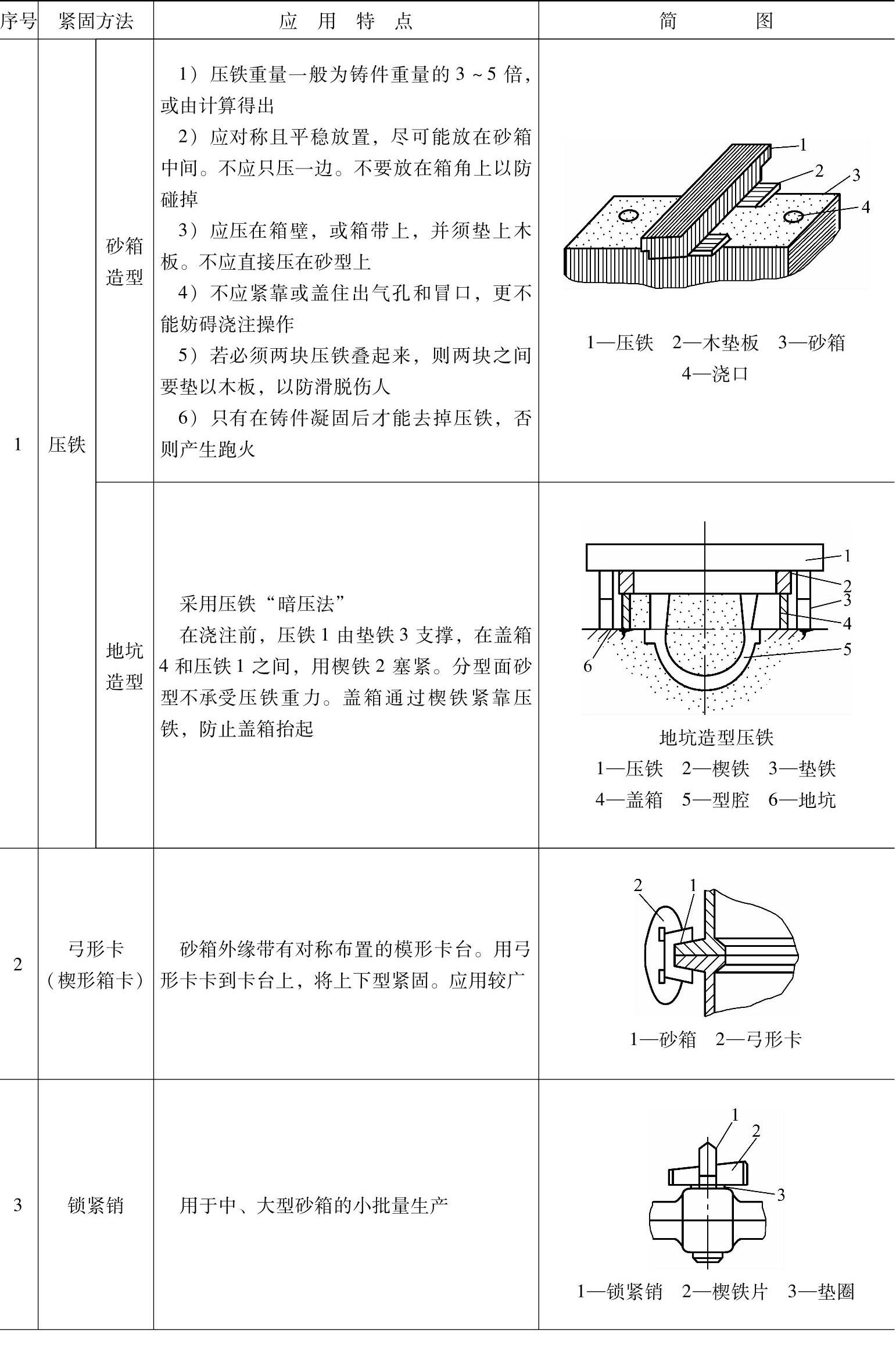
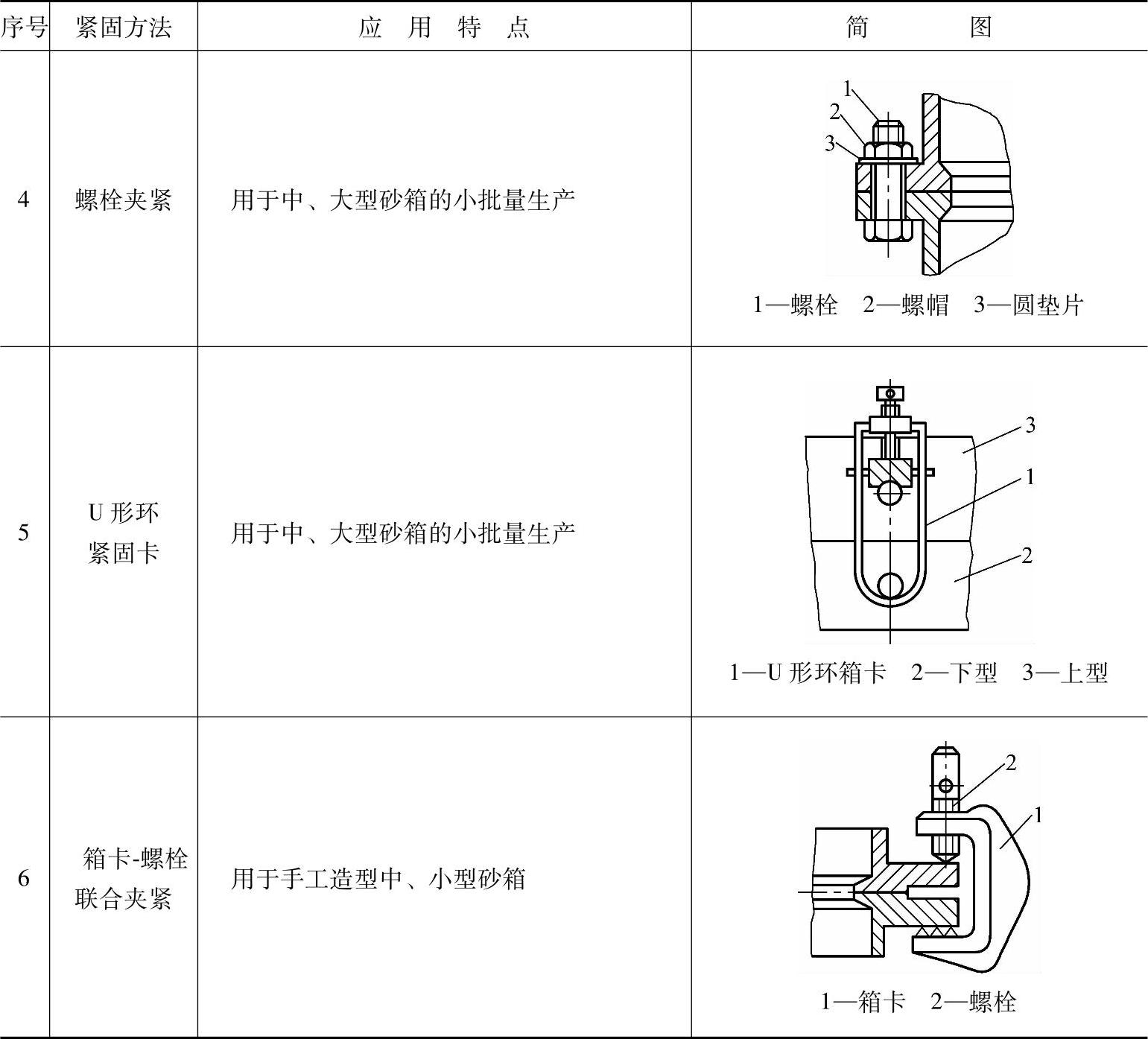
表5-111 砂型紧固方法
(续)
3)检查芯撑、内冷铁及其他铸入物的质量。在工艺和实际需要放入芯撑固定型芯时,则芯撑的形状和高度应符合工艺要求,表面应镀锡,生锈芯撑不能用。工艺上需要放入的内冷铁,其材质必须与铸件相同或相近,必须要经喷砂或喷丸处理,去除表面铁锈和油污,必要时镀锡或锌,以防氧化。工艺需要铸入铸件内的钢管,表面应镀锡,管内应填实符合工艺要求的型砂,并须经烘炉烘干。
4)准备好紧固用的用具。如拉芯铁丝或螺栓钩,紧箱的卡具以及其他。
5)场地与摊箱。放置砂型的砂地应挖松摊平,并挖出排气沟以利下砂型排气。摊箱时,砂型底部要垫实,摆放要整齐,摆成行、成线,浇口杯在同一边、同牌号的摆在一起,并留出安全通道。
6)进入下工序的所有准备工作均应符合工艺要求,不合格者不能转入下工序。
2.装配
1)清型。将摊开的下型型腔,侧立的上型型腔,明暗冒口,内、横、直浇道及分型面应清扫(吹)干净,无残砂。疏通芯座中、暗冒口中、分型面上的出气孔。分型面和芯座的高出部分要修平。
2)清芯。清扫型芯表面上的浮砂、浮土,芯头处出气孔要畅通,严禁堵塞。
3)在下型的芯座中绕出气孔放一圈泥条或石棉绳,以防压崩及防钻芯。
4)依次下芯并微调。按工艺图规定的次序,依次将合格型芯落入下型各自的芯座上,并微调位置,用量具检测壁厚均匀程度,使其符合工艺图中壁厚的要求。
5)需要芯撑支承的型芯,先测出型芯与型壁的实际距离,以此决定芯撑高度。放芯撑时,芯撑平面应与型腔壁随形。若有间隙应用芯撑垫片塞紧,芯撑垫片应塞在型芯的一边,使芯撑安放稳固不松动。要求压力试验区内的芯撑必要时应采用特制芯撑。
6)需要在上型型腔中的吊芯,则上型平放,在芯座中绕出气孔一圈放泥条或石棉绳。(https://www.xing528.com)
大中型型芯用螺栓钩,小型芯用铁丝,一头连接型芯芯骨,一头经上型芯座上的孔穿透上型,将型芯稳妥放入。检查壁厚均匀后用石棉绳将芯头处间隙填实并刷涂料(烘干),再用螺栓或铁丝拉住紧固在上箱箱带上。
在上箱的下面工作时,一定注意安全。先将箱四角架稳、架牢,以防滑脱产生人身事故。
7)需要安放内冷铁时,内冷铁质量必须符合工艺要求。按规定控制其高度和与型壁之间的距离。
8)安放大气压型芯。直径大于30mm的暗冒口,应下大气压型芯,并安放牢固,以免翻箱和浇注中掉出。
9)所有应在型腔内装配的项目完成并且各装配间隙填实修平、烘干后,仔细用皮老虎或压缩空气管将型腔内各角落的散砂吹吸干净。
10)沿分型面型腔和浇口杯周围、芯头处绕一圈石棉绳或泥条。芯头出气孔处放入稻草或绳子,绳子另一头引出型外。准备合型。
3.合型
1)用桥式起重机翻转上型,并检查上型有无局部裂纹或脱落。轻轻敲击箱壁使浮砂去掉,并调整上型呈水平。
2)在直浇道上端修筑一个高出箱带的平面,修光喇叭口,刷涂料,绕直浇道放上一圈泥条,将准备好的浇口圈(浇口杯)对准压紧坐在直浇道上。在浇口圈周围围上型砂,以防浇注时浇口圈抬起。清除上型上散砂。
3)将上型吊至下型上方并缓慢平稳地(避免振动)按原来定位标记合在下型上。
4)验型,即再打开上型。目的是:①检查直浇道是否对准下型中的横浇道;②合型后型芯是否压牢,型腔有无压坏;③放入软泥团后,上型厚度是否符合要求;④若需要在上型放芯撑,则按泥团厚度决定芯撑高度。若有损坏或壁厚不合要求处,应修整、调整。此操作对大件复杂件更为必要。
5)终合型。验型合格后,若无误,进行最后合型。抽出连接芯头出气孔的稻草或绳子,留下排气道。
在砂型四角填塞适当厚度铁片,以免紧型时压坏砂型。检查合型缝是否合严。为防跑火一般要求用烂砂泥糊型缝,但不要将排气道堵死。
6)用铁皮或其他板盖好浇冒口,以防杂物落入。
4.紧固砂型
1)小件用压铁,按铸件重量的3~5倍压重计。大、中件用原来砂型紧固设计方法夹紧。
2)合型后,不宜放置过久。中、小型不超过24h,大型不超过48h。放置过久,须重新开型烘干,才能浇注,确保铸件质量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。