



合型操作工作主要是型腔精整、验型和合型。
1.型腔精整
1)在型内,将安装好的砂芯之间、砂芯与砂型之间的空隙和裂缝,用填补涂料或型砂填平修整。芯头与芯座间过大的间隙,用石棉绳或型砂填塞压紧修平,并刷涂料,用喷灯烘干。
2)将铸型内的散砂、灰尘和杂物清除干净。方法是:
①对较浅的型腔,采用皮老虎吹出,或用嘴吹出(安全提示:要注意防止吹起的尘砂落入眼睛);或用提钩头部固定一团软泥,用软泥将型腔内散砂粘出。
②对于窄而深的型腔,采用Y形三通管,管的一头接压缩空气,另一头套上软管深入型腔内。打开压缩空气开关,高速气流通过直管时,套在支管上的软管内形成负压,将型腔内的散砂吸出,如图5-34所示。
2.验型操作
验型(又称验箱,或预合箱)是指在铸型精整后,将上型合在下型上,并立即再开型的操作。一般是用泥条放在被检查部位(如分型面上、芯头顶面、砂芯与上型之间),目的是检查合型质量。一是检查铸件壁厚是否均匀;二是检查合型后砂芯是否被压牢,芯撑高度是否合适;三是检查型腔是否被压坏;四是检查分型面是否严实无间隙,通气孔是否通畅等。
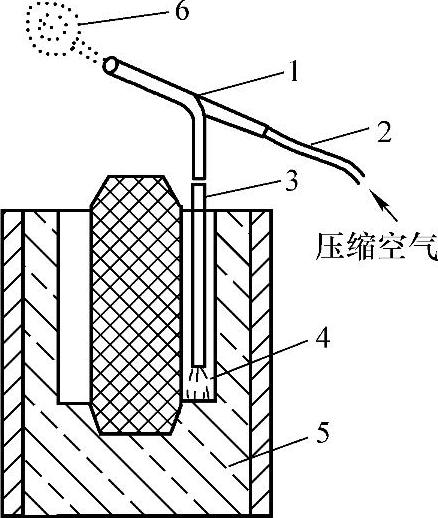
图5-34 负压吸砂法
1—Y形钢管 2—直管接压缩空气 3—支管上接软管 4—型腔内的散砂 5—砂型 6—吸出的砂尘
开型后,根据泥条压扁厚度,检验合型时所围石棉绳和泥条的厚度,以及砂芯高度。发现问题要进行调整,调整到铸件壁厚符合工艺图要求后,再合上上型。
验型操作适用于某些重要的铸型,特别是干型,要进行验型。这是保证大型铸件质量,防止产生缺陷,所必经的重要工艺操作。但验型容易损坏砂型,故开型次数以1~2次为宜。
3.合型操作(https://www.xing528.com)
验型检查合格后,可以进行合型。对大型复杂铸件,其合型操作所消耗的时间很长,为减少缺陷,合型操作要注意以下几点:
1)合型操作要强调安全。例如,需要在砂箱下面工作时,则必须先把砂箱架起来,四角垫稳定后,才允许在砂箱下面操作,以防砂箱滑落伤人。
2)下砂型要按次序排列,型与型之间留一定间距。仔细检查壁厚、气眼、冷铁,以及有无碰坏或压坏的砂芯和砂型。发现砂芯偏移、芯撑漏放、型内有散砂时,应采取措施。
3)为防跑火,对型腔较深或底部吃砂量较小的下砂型,要放平并垫好,必要时,将砂型埋在地坑内浇注。
4)为防跑火,对于干型,在分型面上用细干砂、石棉绳或白泥条沿着型腔边沿围一圈。为防钻芯和堵气孔,在芯头处和气眼周围垫石棉绳或白泥条。
5)翻转上箱后,要检查一下砂型有无局部脱落,有无裂纹。合型时,上型要吊平,缓慢平稳下落,避免振动,按合型标志(合箱号)对准平稳合型。合型后,应在砂箱四角处填塞适当厚度的垫铁,以免紧箱(或压箱)时压崩铸型。
6)干型温度高于60℃时,不允许合型。
7)检查浇注系统各组元是否干净和畅通,直浇道与下型上的横浇道是否对准。按工艺要求,将烘干的浇口杯、冒口圈安放好,将接缝处糊严,并盖好,以防杂物落入。所有通气孔要作出标记,以便于浇注时点火引气。
8)大型铸件的铸型要求底部排气,大型铸件合型后,要抹好合箱缝。
9)压上压铁,或用紧固装置紧固好铸型,以防抬箱。
10)将金属液牌号、浇注重量用粉笔写在箱壁明显处,为浇注人员指明,以防浇错。合好的铸型若没有及时浇注,为防止缺陷,必须重新烘干。
总之,要根据铸造工艺图和铸造工艺规程,认真进行铸型的装配。
在装配操作时,应着重关注如下六个问题:①铸件各主要部位的尺寸,一定要符合零件图和工艺图的要求;②砂芯要放牢靠,气路要畅通;③内、外冷铁位置要准确,安放要牢固;④浇注系统要畅通,型腔和分型面上的积砂或浮砂要清除干净;⑤芯头和分型面四周间隙应放石棉绳,保证砂芯不窜位,分型面不“跑火”;⑥验箱和合箱时,一定要对准合箱号和箱锥,以防止压塌砂型、砂芯或错箱。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。