



下芯操作主要是砂芯装配、砂芯的固定、砂芯的排气、内冷铁的安放、下芯后的质量检验等。必须按照铸造工艺图和工艺规程要求,认真操作。
1.砂芯的固定
简单铸件上的单个砂芯,可直接放入型腔中的芯座内。复杂铸件往往一型有多个砂芯,这些砂芯有的在型外进行“预组装”后放入型内;有的是在型内按工艺文件规定的“下芯顺序”进行装配。对于装配好的砂芯,必须固定牢靠,形状完整,尺寸准确,排气顺畅。
砂芯在砂型中的固定,一般用砂型上的芯头。必要时(如尺寸较大或结构特殊的砂芯)借助于芯撑。
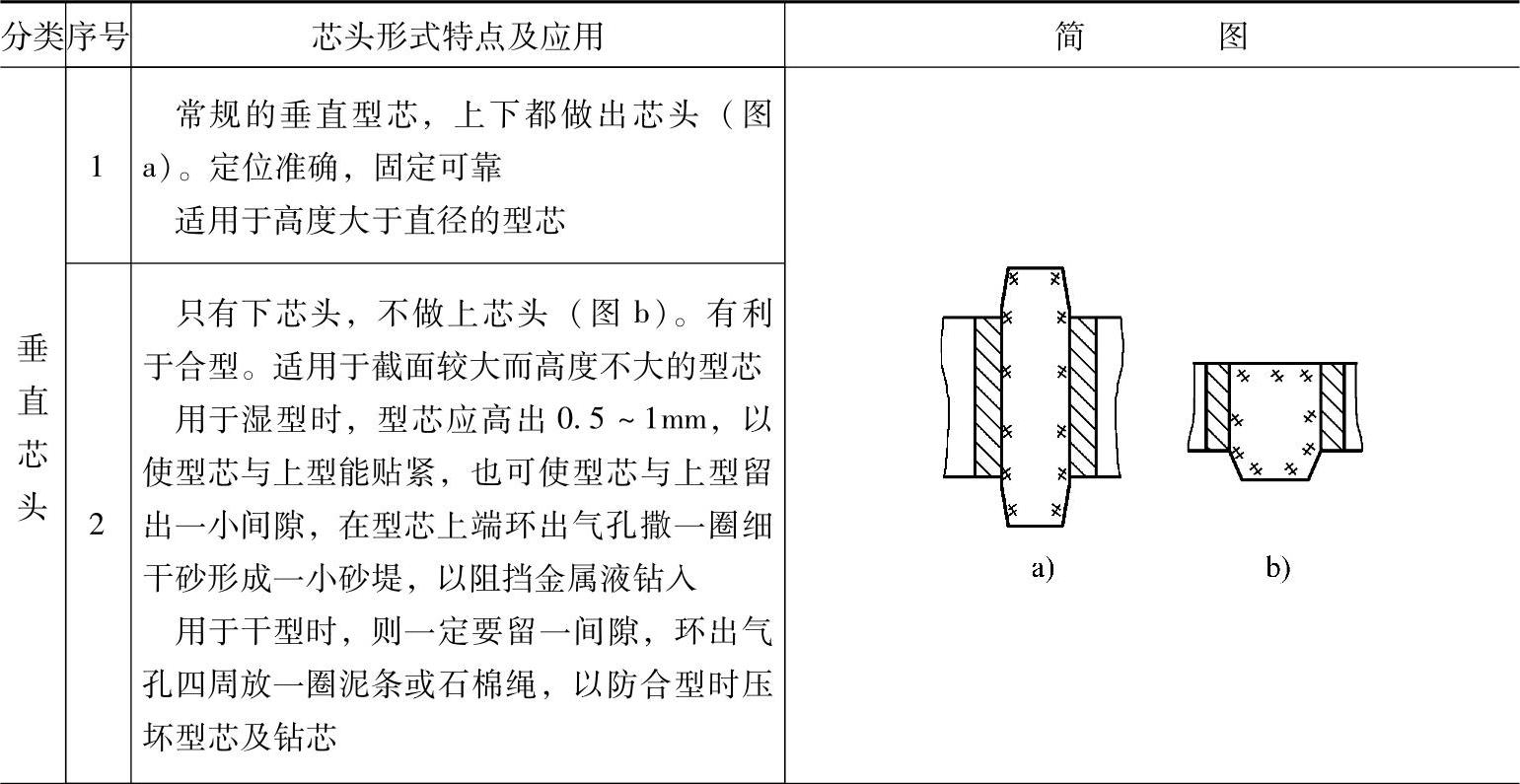
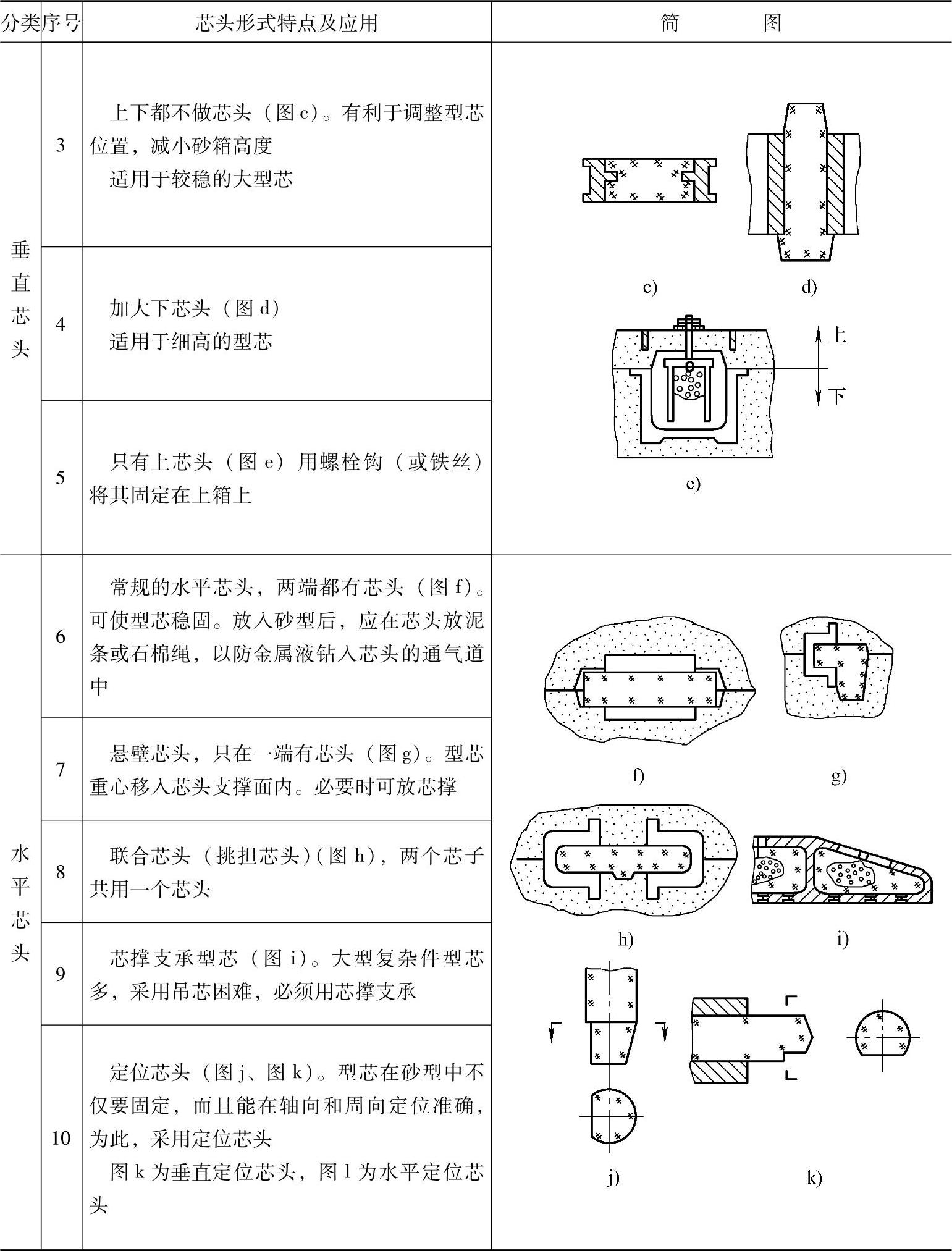
(1)芯头 芯头是砂芯的组成部分。常见芯头的形式及应用见表5-108。
表5-108 常见芯头的形式及应用
(续)
(2)芯撑 砂芯在砂型中主要用芯头固定,但有时砂芯无法设置芯头,或只靠芯头固定仍难以稳定,这时,常采用芯撑加固砂芯,以起到辅助支撑作用。
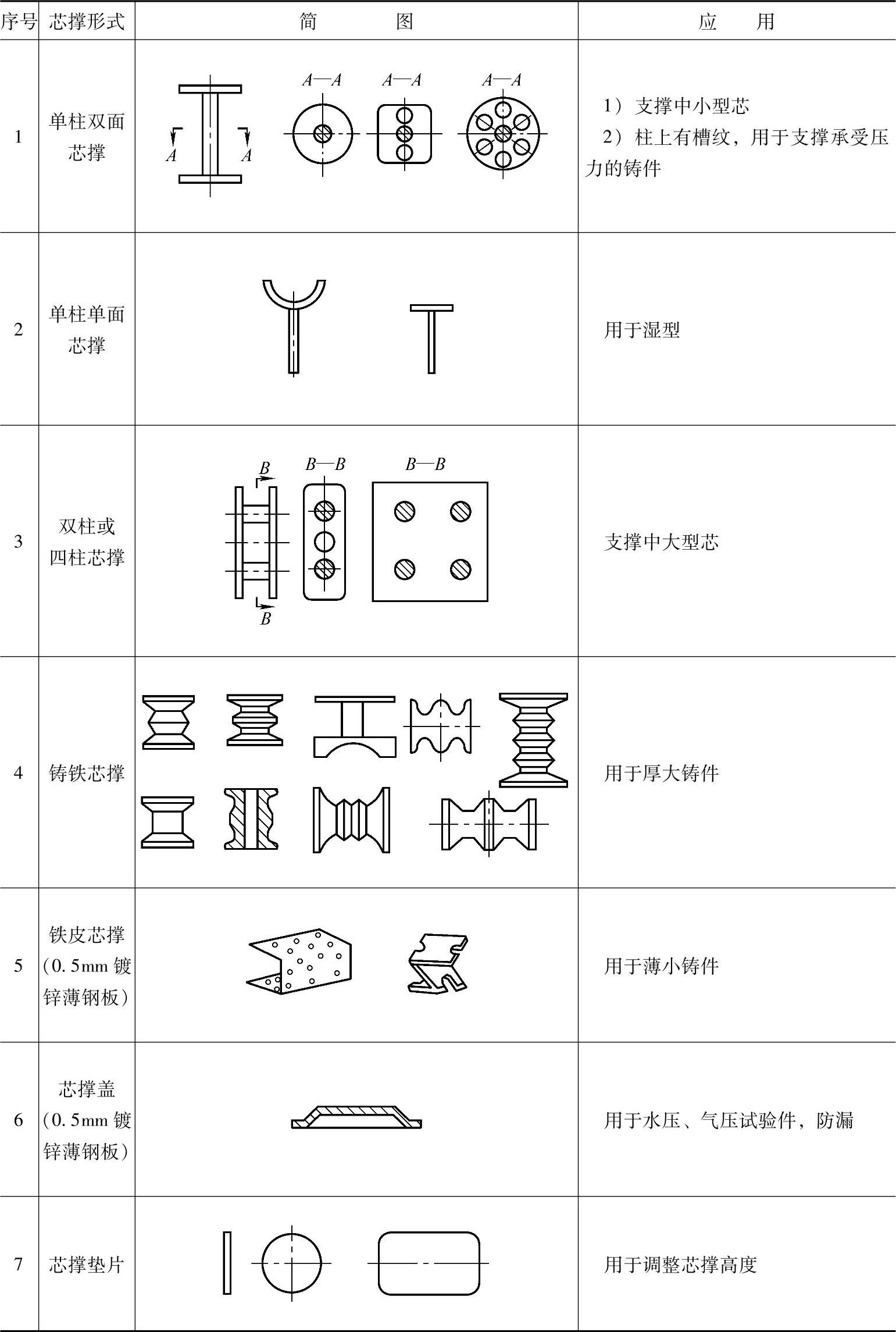
1)芯撑的形式及应用见表5-109。
表5-109 芯撑的形式及应用
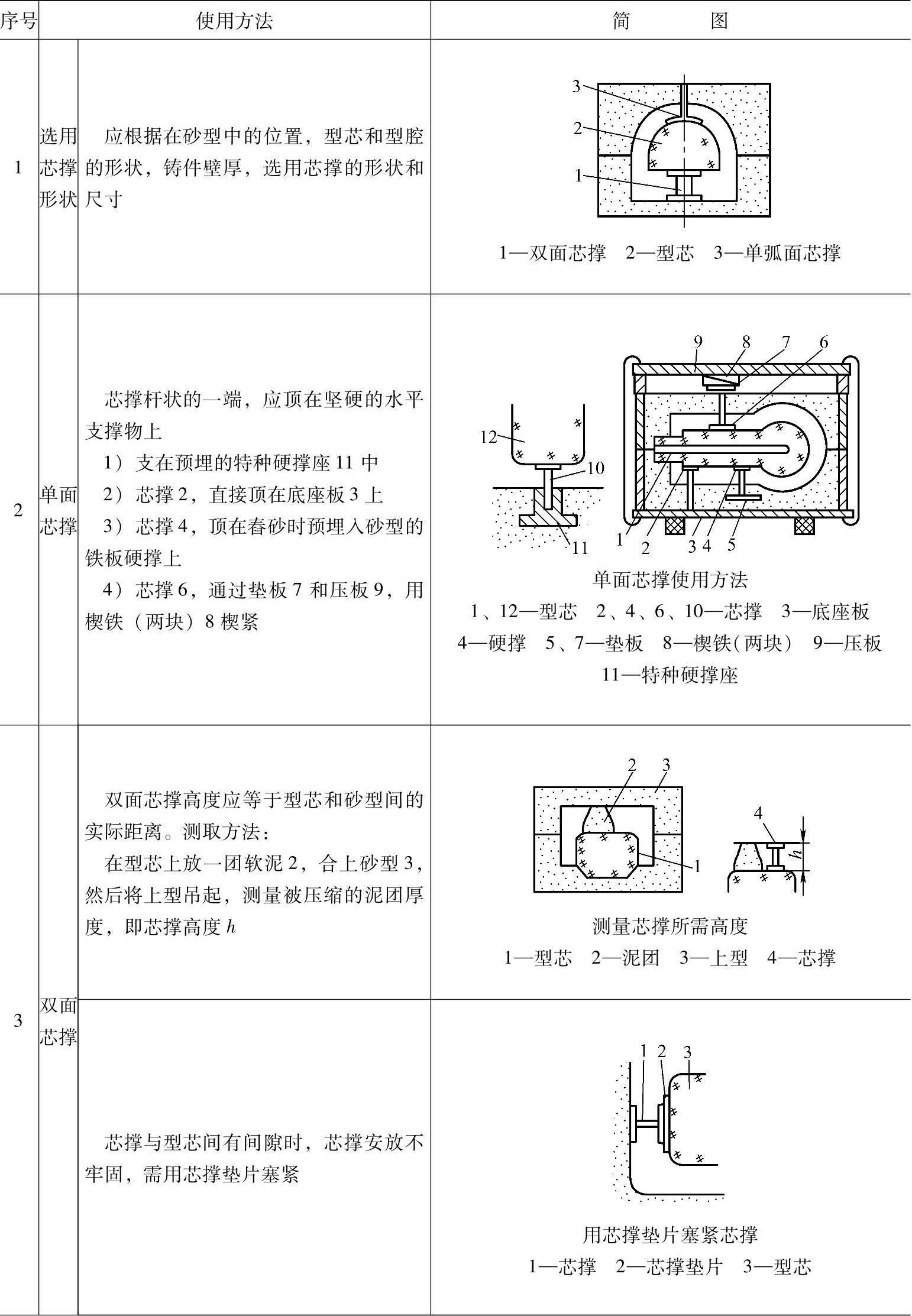
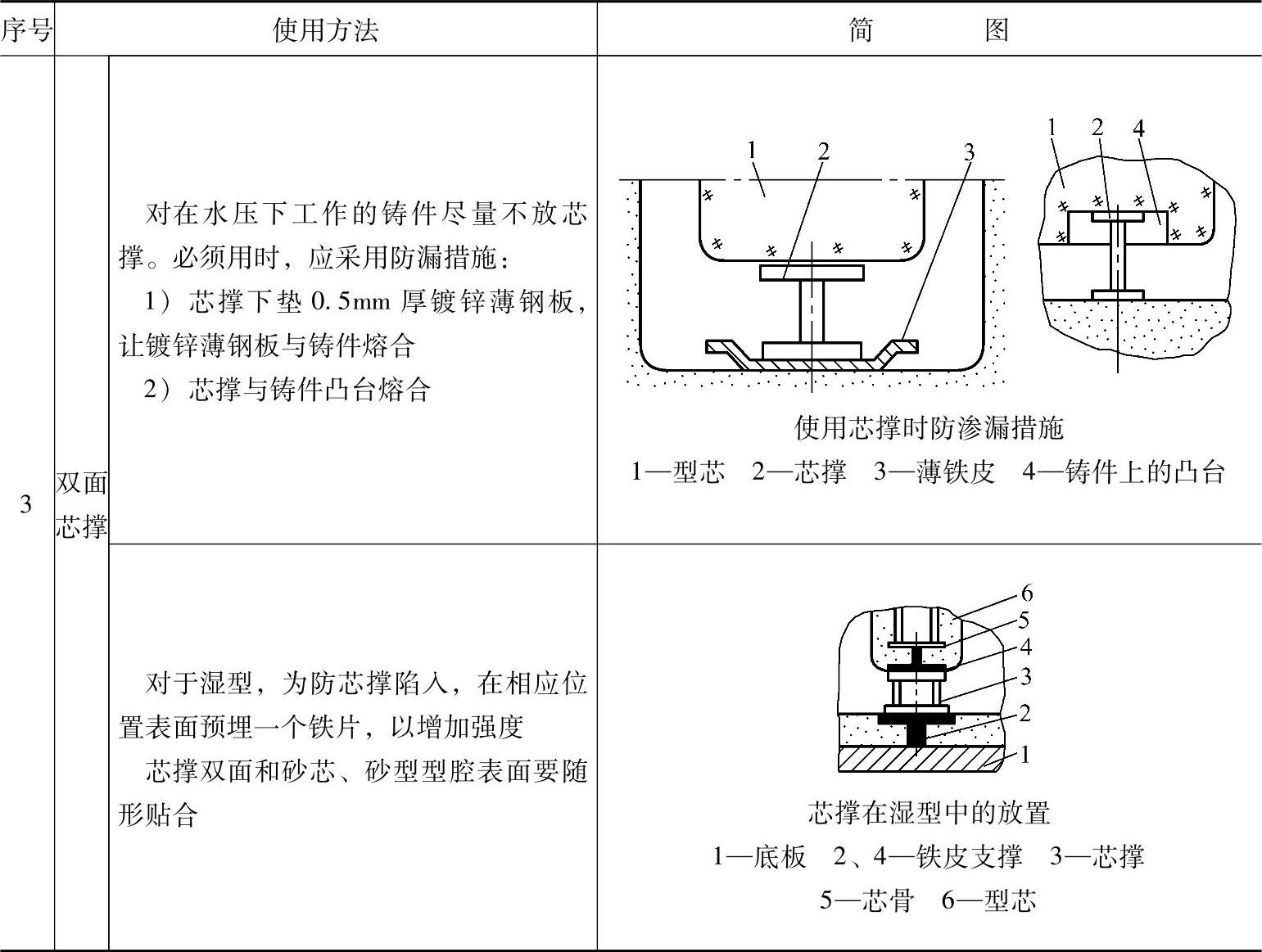
2)芯撑的使用方法见表5-110。
表5-110 芯撑的使用方法
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
2.型芯的排气
型芯在浇注时产生的气体必须能通过砂型顺利排出型外。
1)水平型芯的排气
①一般的水平型芯,合型前,用稻草或绳子的一端塞入芯头出气孔里,另一端引到砂箱外面。合型后,抽出稻草或绳子,留下出气孔。
②较大的水平型芯,用一根钢卷屑,和上述方法一样放入,作为型芯气体排出的通道。
2)垂直型芯的排气。在造型时,已在芯座上扎有出气孔。合型前,要检查是否畅通。若没有出气孔,下芯前一定要设法在芯座上扎出排气孔。
3)将砂型摆放在开有排气沟的平坦的松疏砂地上,使下型内出来的气体由此排出。
4)在砂型外气体的排出口作上标记,以便及时引气。
3.安放内冷铁
内冷铁在铸型中能调节和控制铸件凝固方向,减少冒口内金属液的消耗,提高铸件致密度,提高铸件预定部位上的硬度等。外冷铁已在造型时埋入砂型,而内冷铁往往是在合箱时放入型腔内的。在浇注时内冷铁熔合于铸件中,因此内冷铁应与铸件材质相同或相近。
4.下芯后的检查
下芯后的质量检查,要对照铸造工艺图样检查砂芯的数量和位置、砂型与砂芯的相对尺寸、砂芯间的相对位置、砂芯与砂型的配合间隙、砂芯的排气通道是否畅通。
检查砂芯下的是否正确和稳固;检查下芯过程中有无局部损坏;检查砂芯表面涂料是否有脱落;对损坏处,应修整、刷涂料,并用喷灯烘干;检查排气的气路是否畅通;检查芯头与芯座间隙是否填塞好,以防金属液钻入芯头;用量具(如内卡钳、外卡钳、金属直尺、卷尺)测量主要壁厚是否符合工艺图要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。