



1.常用工具、量具(见表5-2、表5-3、表5-4)
表5-2 常用造型工具

表5-3 常用修型工具

表5-4 手工造型常用量具

(续)

2.工装——模样、模板与砂箱
手工造型的主要工艺装备是模样、模板与砂箱。其质量直接影响到铸件精度、造型生产率和劳动强度。
(1)模样与模板 造型常采用的模样有木模、金属模(铝合金、铜合金、铸铁、铸钢等)、塑料模、菱苦土模、泡沫塑料模、石膏模、水泥模等。手工造型以木模应用最广。金属模具有强度高、尺寸精确、表面光洁、耐磨耐用等优点,一般用于大量、成批生产。
造型工在造型之前,在读懂铸造工艺图和工艺卡的基础上,对模样应作必要的质量检查,见表5-5。
表5-5 模样的检查

(续)

模板是由模底板、模样、浇口、冒口及定位销等装配而成(也有整铸的)的。模底板的工作面形成铸型的分型面;模样形成铸件的外轮廓与浇、冒口一起形成铸型型腔。模板有木质模板和金属模板之分。手工造型采用模板造型,能提高生产率、铸件尺寸精度和质量,适于小批、成批生产中应用。
(2)砂箱
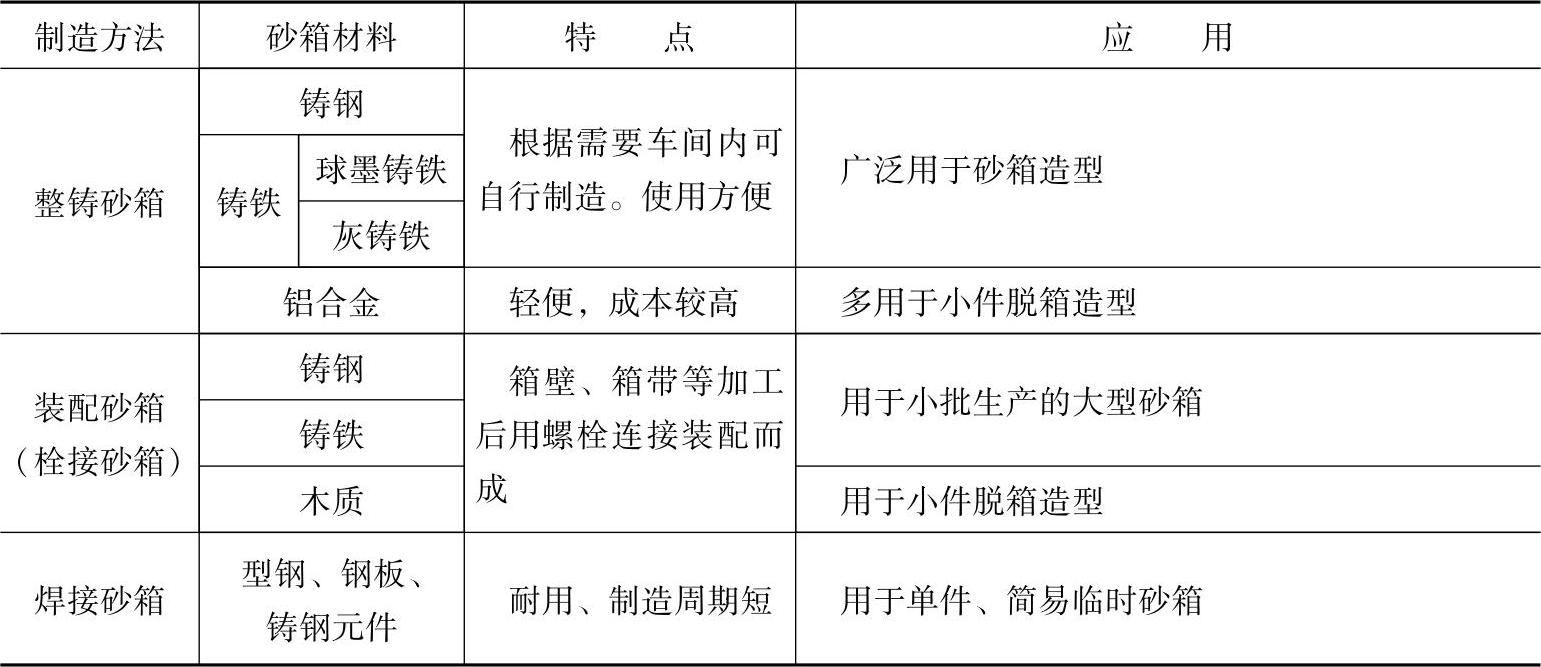
1)砂箱分类。手工造型用砂箱其分类方法较多。如可按造型方法分、按砂箱重量和尺寸分、按砂箱结构分、按使用方法分等。其中,按砂箱材料和制造方法的分类见表5-6。
表5-6 砂箱分类
2)手工造型用砂箱的结构特点
①砂箱形状有方形、长方形、圆形或其他形状,多为整铸式,也有用钢材或其他材料焊接而成,以满足不同的工艺需求。
②砂箱多为单壁结构,箱壁上设有数量很多的排气孔。
③砂箱多数有箱带。
④砂箱长度方向的两端设有手柄、吊轴或吊环,以便搬运、翻箱、合型、落砂操作。设有箱耳,用以安装定位销和定位套,以确保合型的定位精度。
⑤砂箱宽度方向上设有紧固结构,如用箱卡紧固砂箱的楔形箱耳。
3)砂箱及其附件的材料见表5-7。
表5-7 砂箱及其附件的材料

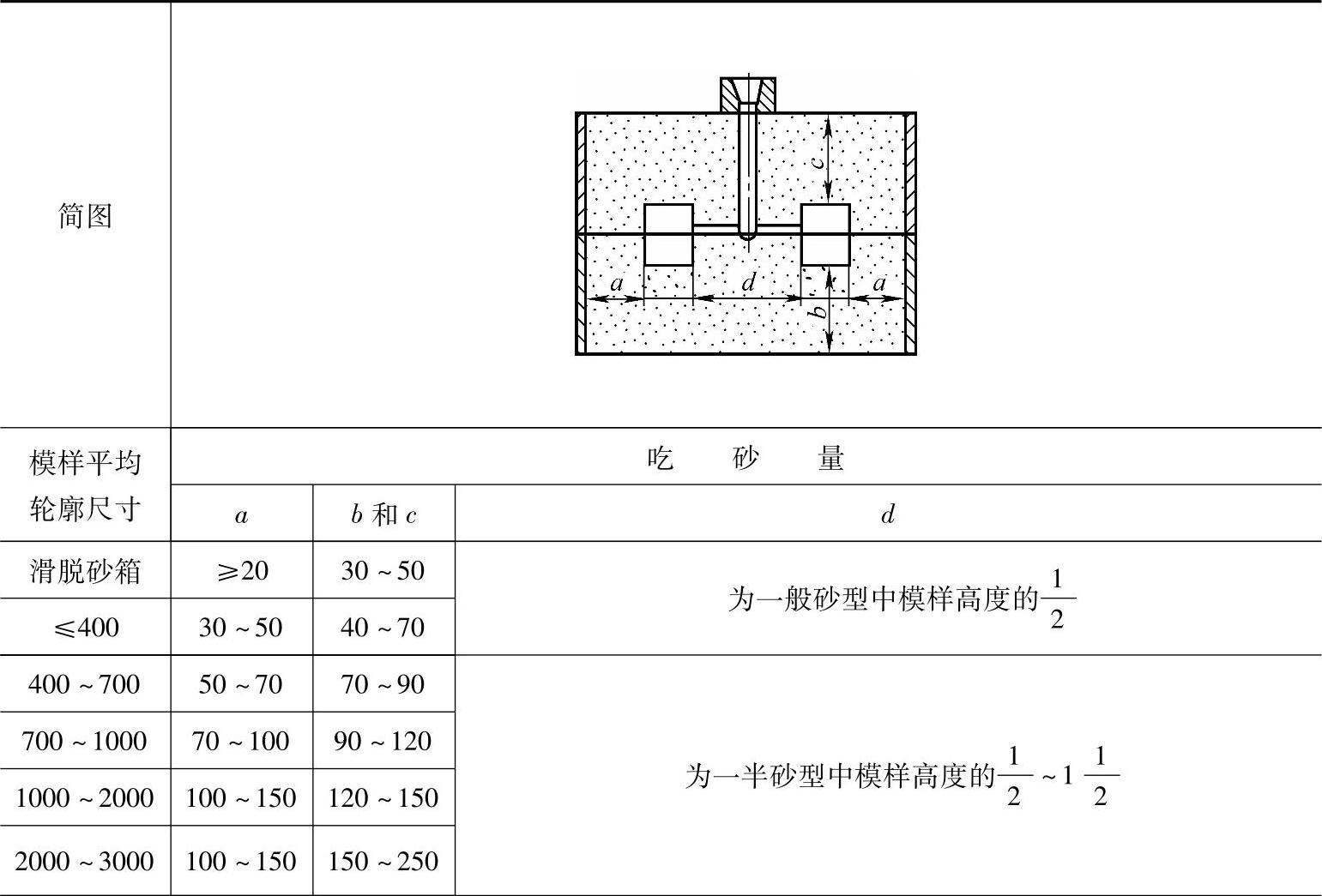
4)砂箱内框尺寸的确定。砂箱尺寸一般用砂箱内框的长、宽、高尺寸来表示。砂型箱内框尺寸是根据零件工艺布置图和吃砂量来确定的。吃砂量就是模样(包含浇、冒口)边沿到砂箱的内壁、箱顶、箱底、箱带之间的距离。吃砂量的选择可参考表5-8。
表5-8 最小吃砂量 (单位:mm)
(续)

注:1.模样平均轮廓尺寸=(在分型面处模样的最大长度+最大宽度)/2。
2.b和c,一般取b>c。
3.横浇道到箱口的吃砂量为(0.8~1)a。
4.当模样的轮廓是芯头时,旁吃砂量可减少1/3~1/2,顶吃砂量可减少1/2,个别模样的芯头在砂箱长度方向上特别伸出时,可不留吃砂量。
5.箱带下端和模样之间的吃砂量一般为25~40mm,而大铸件可留40~80mm。
6.浇冒口和箱壁、箱带之间的吃砂量一般为50mm以上。
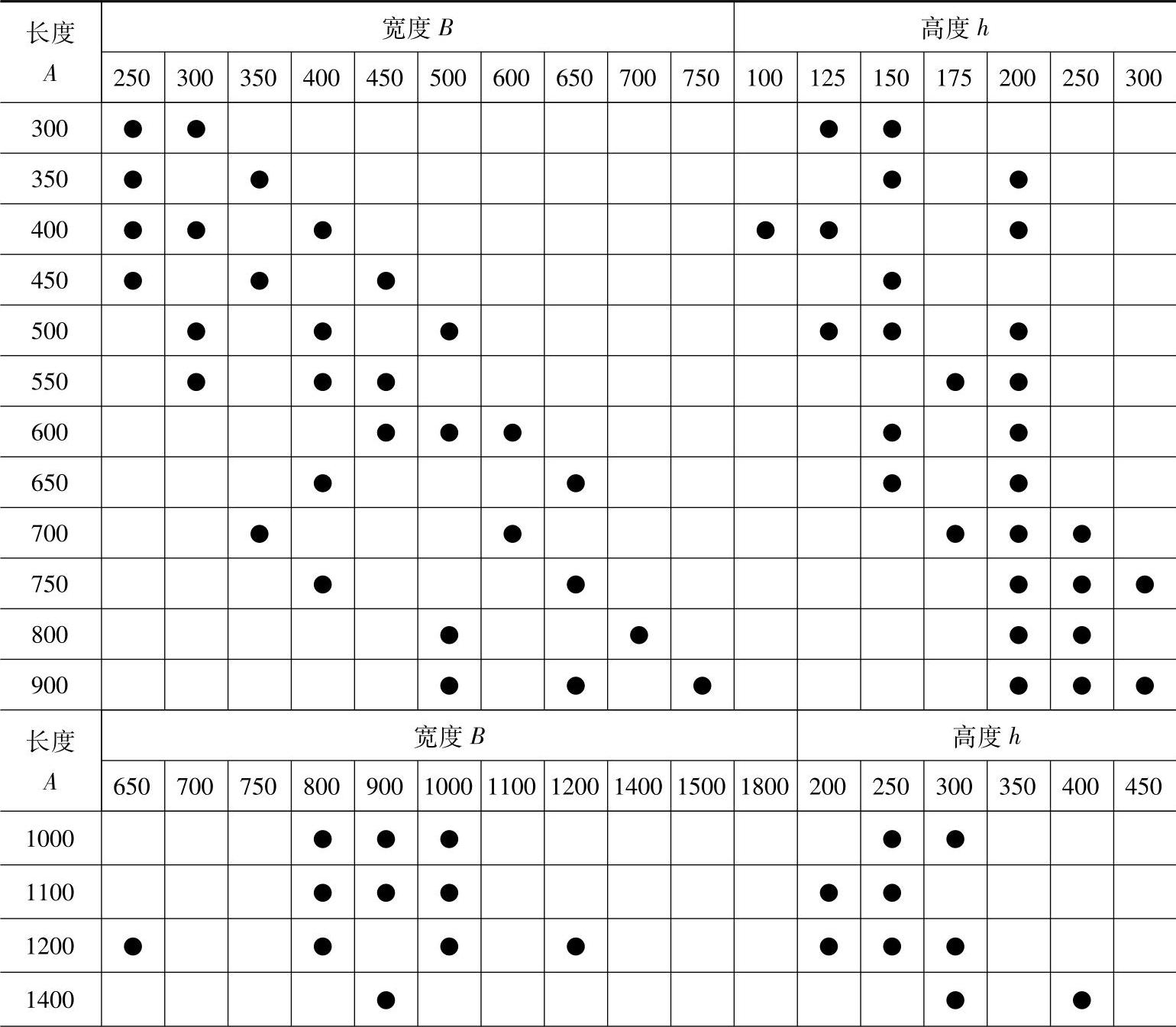
通用砂箱的规格系列见表5-9。当按模样尺寸和吃砂量计算出砂箱尺寸后,可按表5-9中的规格选择数值靠近的尺寸。
表5-9 生产中应用较多的通用砂箱规格 (单位:mm)
(续)

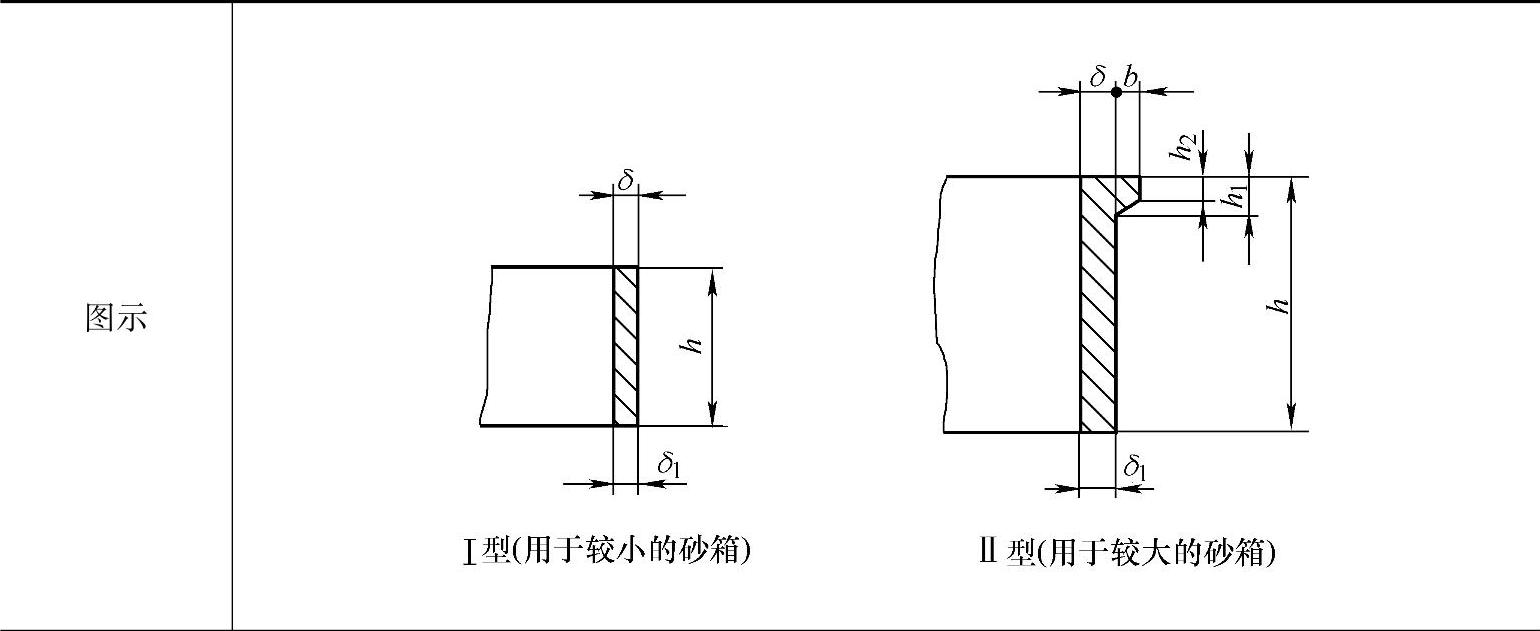
5)箱壁尺寸。单件小批生产手工造型用的简易砂箱箱壁的形式和尺寸见表5-10。大批量生产手工造型用的砂箱箱壁的形式和尺寸见表5-11。
表5-10 简易砂箱箱壁的形式和尺寸 (单位:mm)
(续)

注:A—砂箱内框长度;B—砂箱内框宽度。
表5-11 大批量生产手工造型用的砂箱箱壁的形式和尺寸 (单位:mm)

注:A——砂箱内框长度;B——砂箱内框宽度。
6)箱壁加强肋。为减小砂箱壁厚又不影响砂箱的强度和刚度,在砂箱箱壁外侧可设置纵向和横向加强肋。应注意的是,加强肋的位置不能妨碍砂箱的定位和紧固。
7)箱壁转角。砂箱转角处是应力集中的地方,因此,手工造型砂箱通常设计成45°倒角过渡,机器造型砂箱采用圆角过渡,如图5-1所示。
8)箱壁排气孔。大、中型砂箱箱壁上需设计出均匀分布的排气孔,以便排除烘干或浇注时铸型内产生的气体。排气孔形状为内小外大的锥形圆孔或腰圆形孔,交错排列,以减少对箱壁强度的削弱,如图5-2所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-1 砂箱四角的过渡结构形式
a)倒角过渡 b)圆角过渡
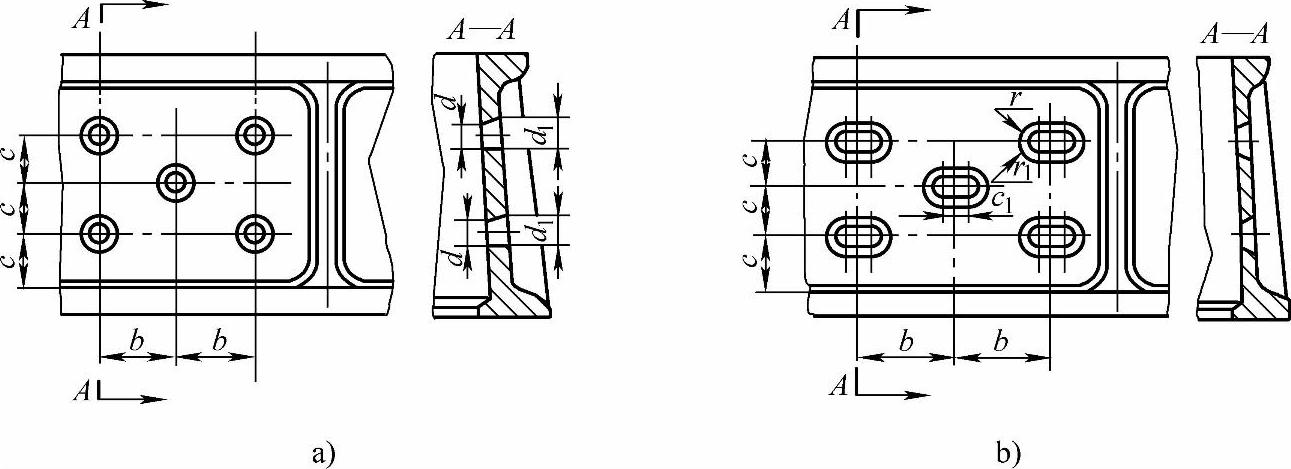
图5-2 砂箱壁排气孔
a)圆形排气孔 b)腰圆形排气孔
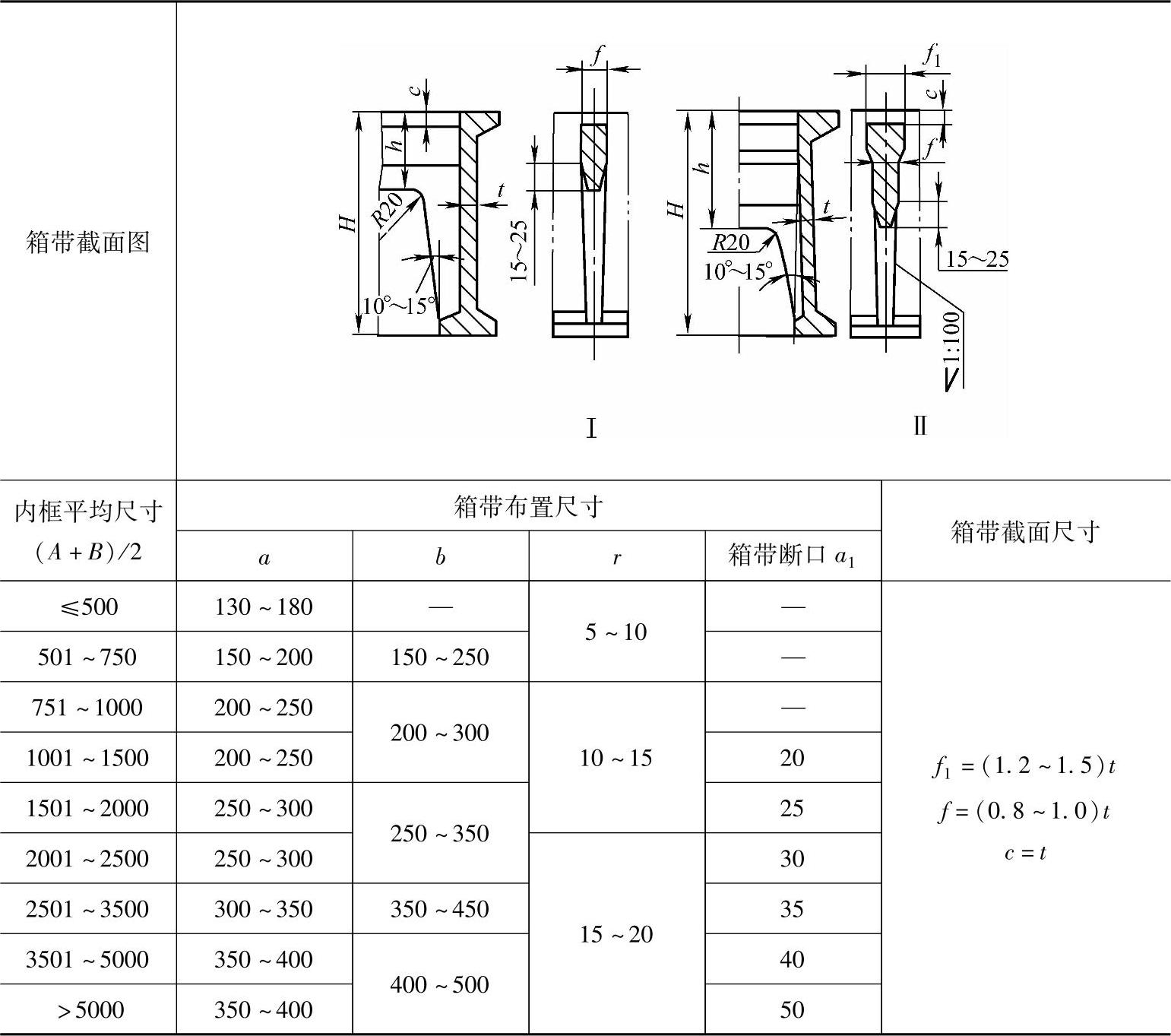
9)砂箱箱带。合理布置箱带,可以增加砂型的强度和砂箱刚度。小砂箱常用横箱带,中、大型砂箱多用十字箱带,特大砂箱最好采用错位的十字箱带。为减少砂箱铸造应力,在砂箱两端可把箱带做出断口。箱带布置应留出浇口、冒口、通气针、通气芯头、压砂板等工艺位置。
箱带的布置尺寸和截面尺寸见表5-12。
表5-12 箱带的布置尺寸和截面尺寸 (单位:mm)

(续)
注:A—砂箱内框长度;B—砂箱内框宽度。
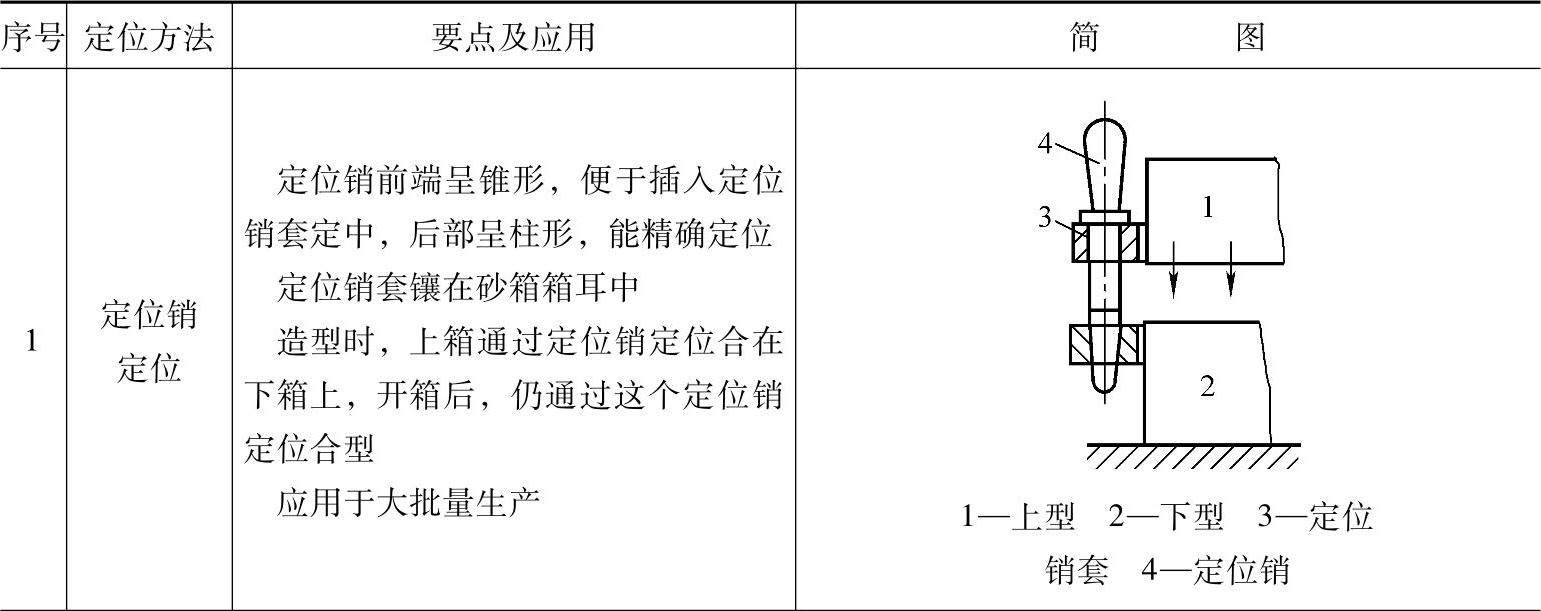
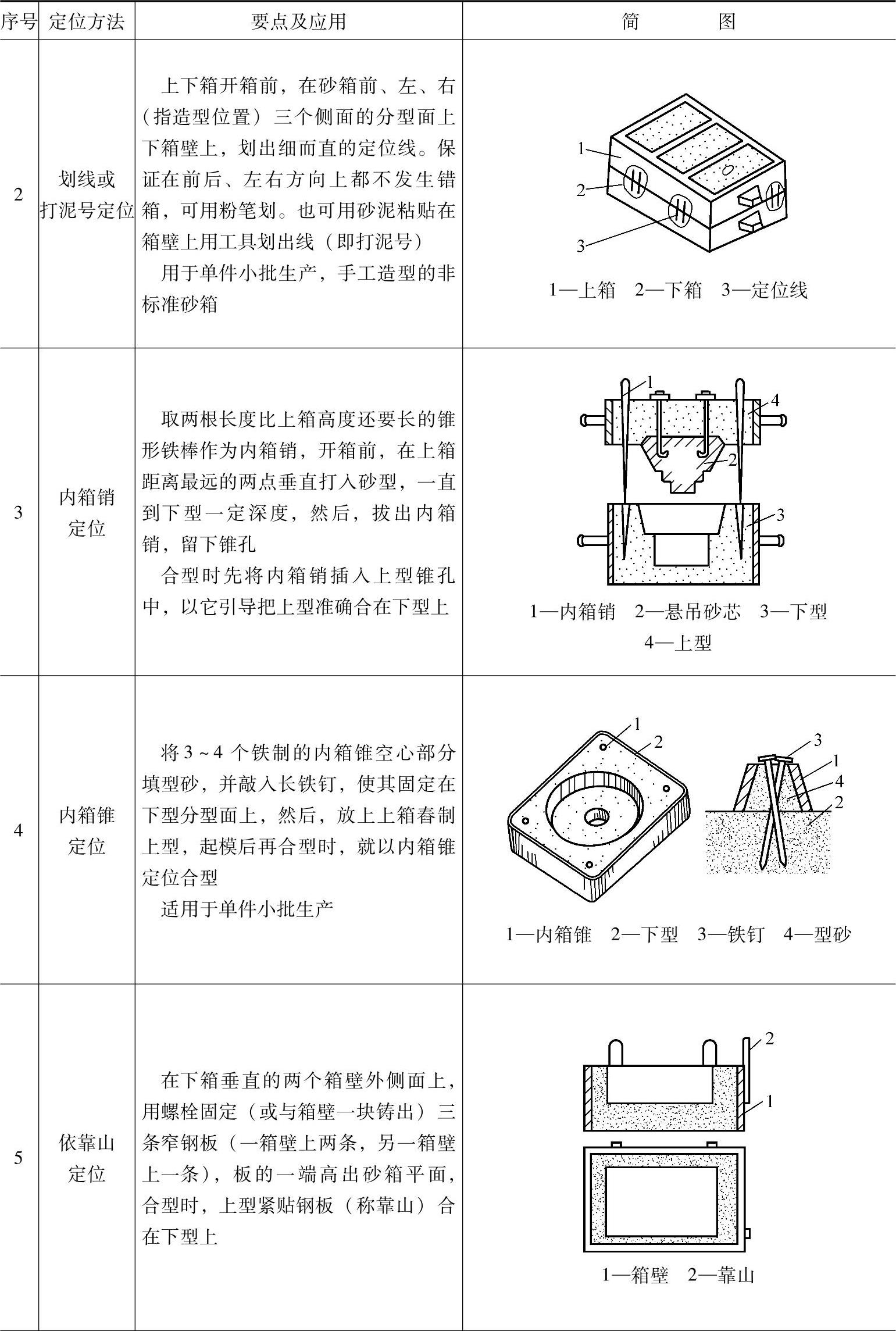
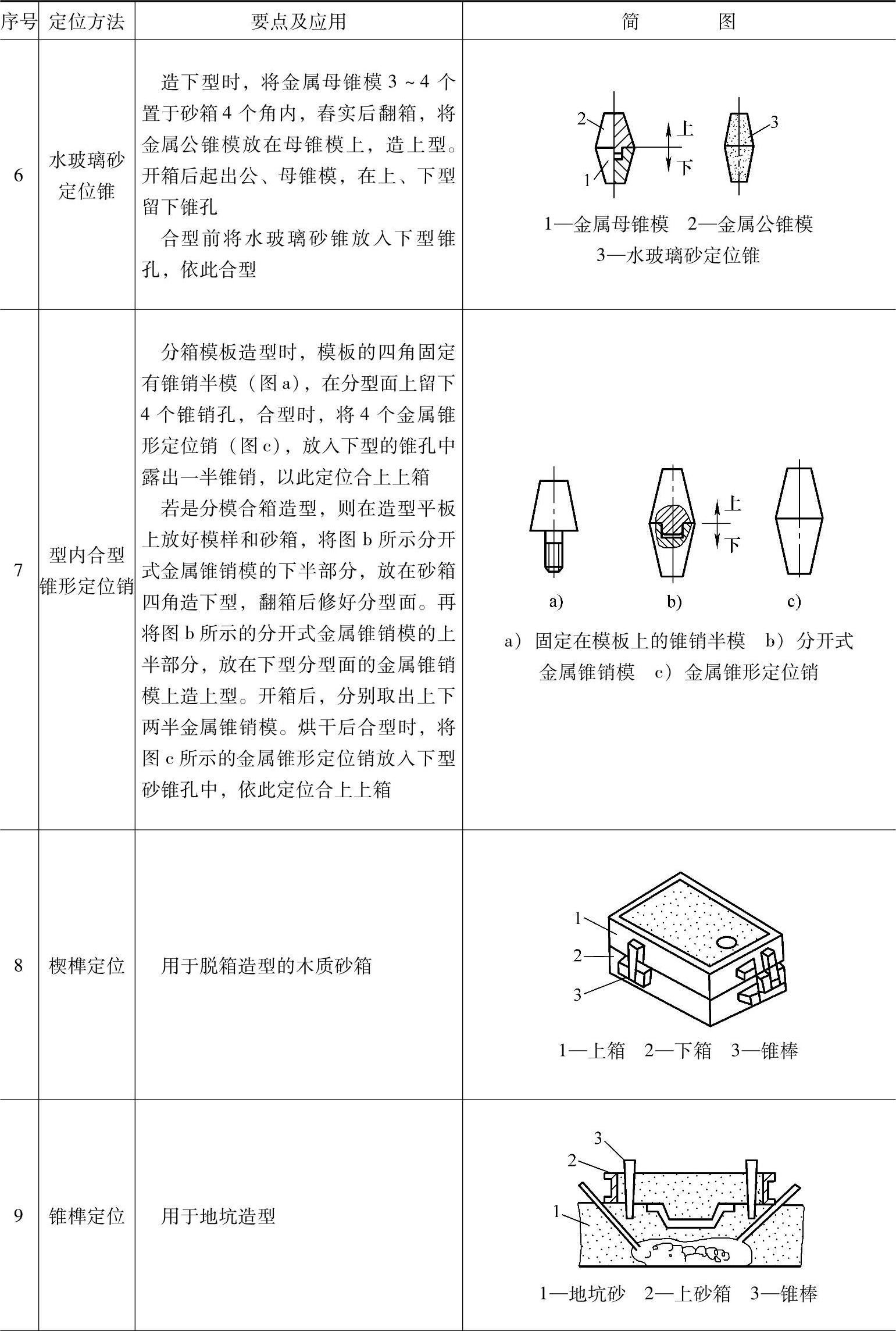
10)砂箱的定位方法。在铸造生产中,砂箱与模板、上箱与下箱都有一定的定位要求。应根据生产实际,选用合适的定位方法,防止错箱,以保证铸件的尺寸精度。手工造型砂箱常用的定位方法见表5-13。
表5-13 手工造型砂箱常用的定位方法
(续)
(续)
(续)

11)合型锁紧结构。合型后,上下砂箱一定要锁紧,避免搬运时砂箱错位,或浇注时抬箱。合型的锁紧结构形式有:楔形箱卡锁紧、楔片锁紧销锁紧、螺栓锁紧、螺栓箱卡锁紧等,如图5-3所示。
①普通机器造型中、小砂箱,上下砂箱外缘设有对称布置的楔形卡台,用箱卡锁紧(图5-3a)。
②小批量的中、大型砂箱,多用带楔片的锁紧销(图5-3b)。
③单件生产的大、中型砂箱,多采用螺栓锁紧结构(图5-3c)。
④手工造型中小型砂箱,多采用箱卡、螺栓组合锁紧结构(图5-3d)。
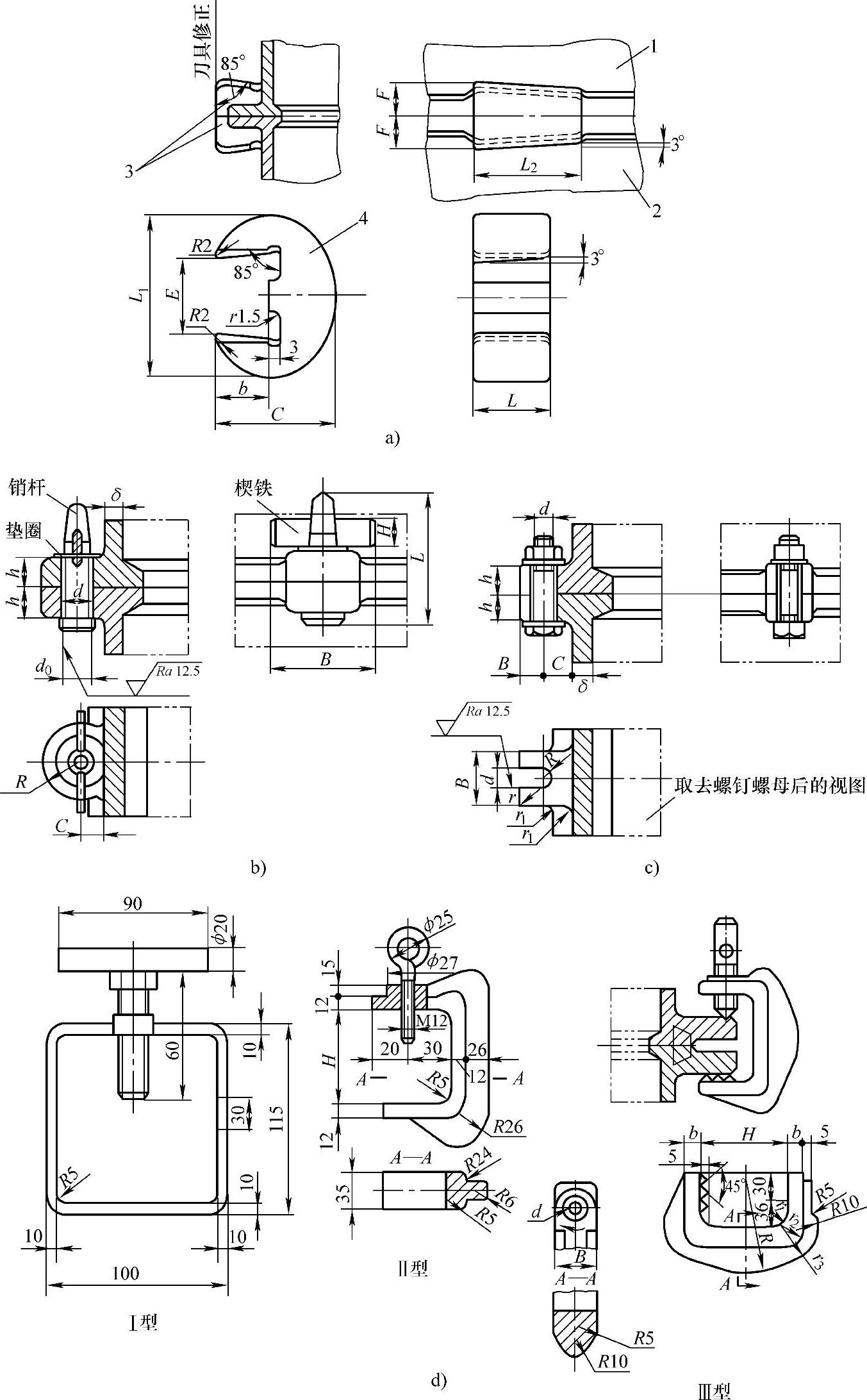
图5-3 合型锁紧结构
a)楔形箱耳卡台、箱卡结构 b)带楔片的锁紧销结构 c)螺栓锁紧结构 d)组合锁紧结构
1—上砂箱 2—下砂箱 3—楔形箱耳卡台 4—箱卡
12)砂箱的吊运装置。砂箱吊运装置有:箱把、吊轴、吊环等。为了保证安全,需要较大的安全因数。
①箱把。手工造型小砂箱采用箱把,箱把的配制方法见表5-14。手工小型砂箱箱把的结构尺寸见表5-15。
表5-14 箱把的配制方法
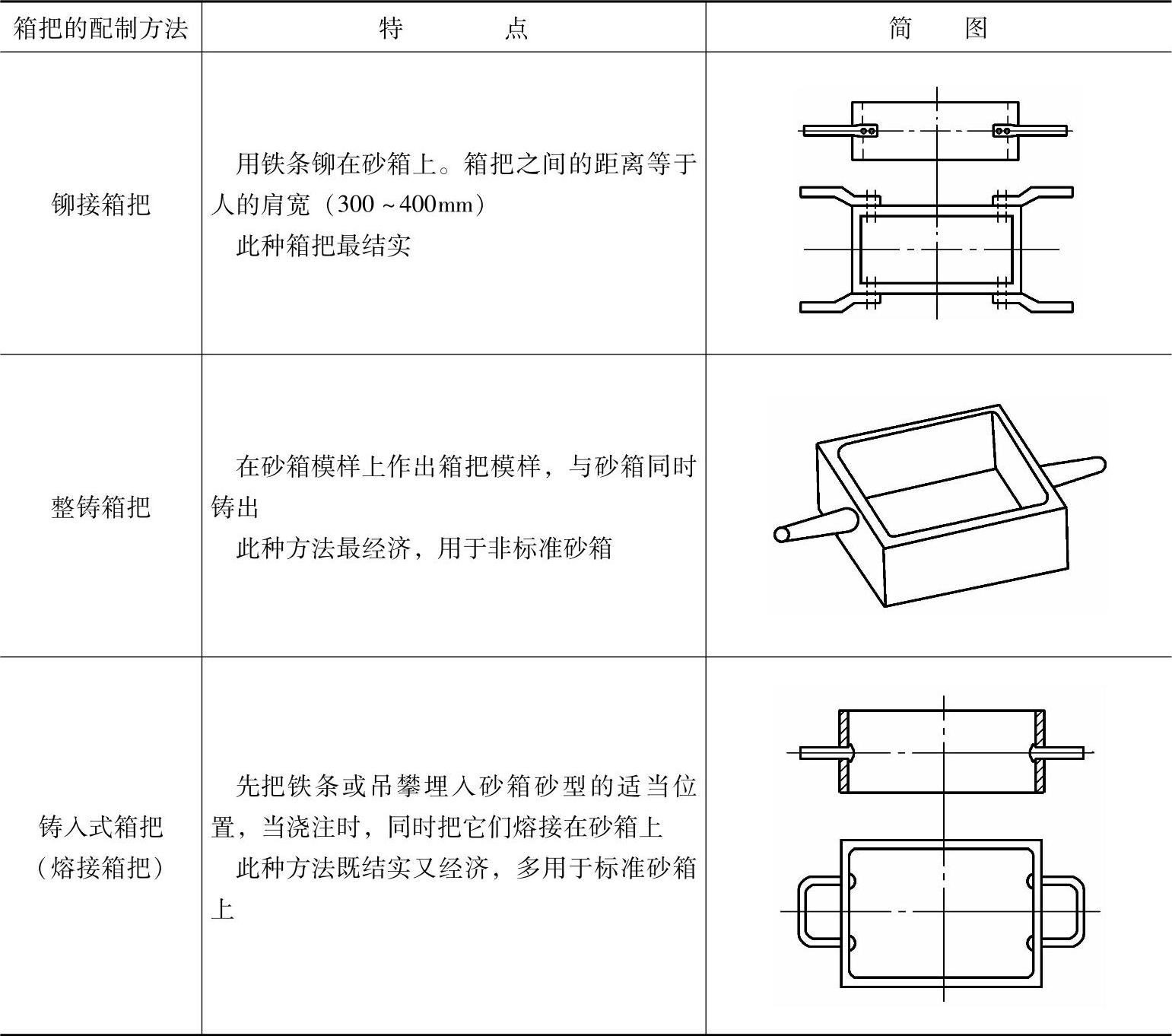
表5-15 手工小型砂箱箱把的结构尺寸 (单位:mm)
(续)

②吊轴与吊环。对于大、中型砂箱,由于重量大,需用桥式起重机吊运,在砂箱上设置有供吊运用的吊轴、吊耳或吊环等搬运装置,应视砂箱重量选用其形式、材质和尺寸。
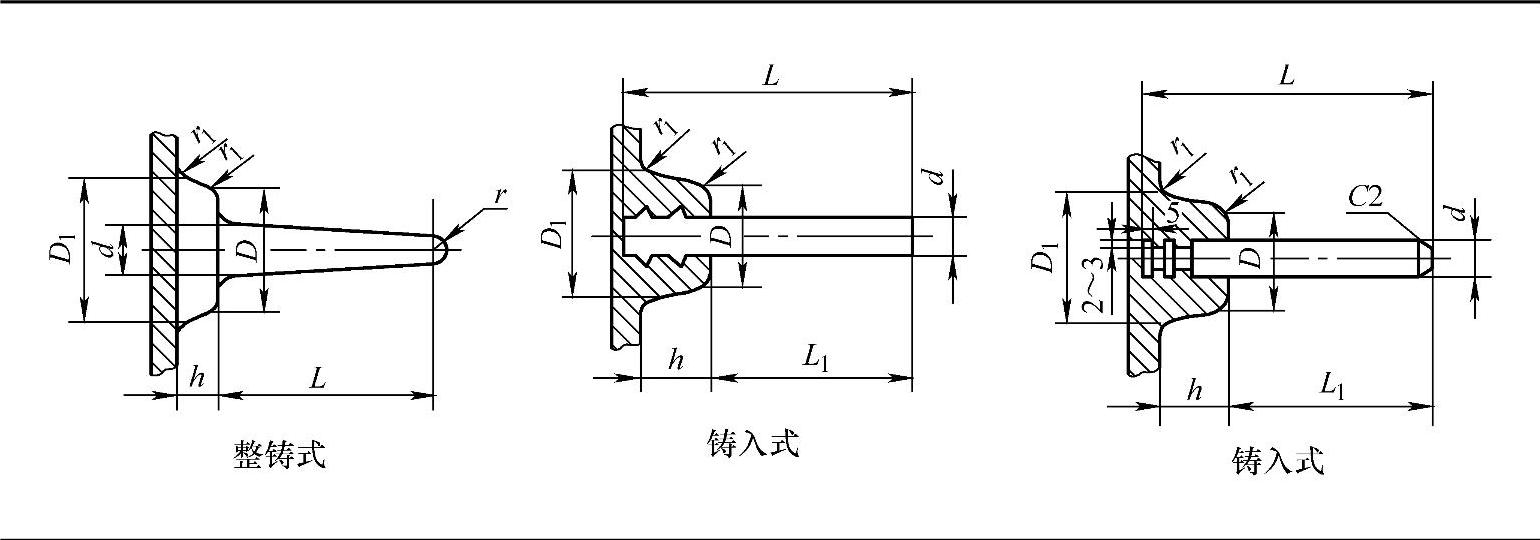
大、中型砂箱采用吊轴,如图5-4所示。吊轴分为整铸式和铸入式两种。整铸式又分单独的、与定位箱耳连在一起的两种。一个砂箱一般设2个,需要时可设4个。

图5-4 砂箱吊轴的结构形式(材料:15钢或Q235-A)
a)铸入式吊轴 b)砂箱高度≤300mm时的整铸式吊轴 c)砂箱高度=300~400mm时的整铸式吊轴 d)砂箱高度h<500mm时的整铸式吊轴
大、中型砂箱除吊轴外,还常设置4~6个吊环,以便砂箱翻转和吊运。吊环常采用铸入式。吊环如图5-5所示。

图5-5 吊环结构(材料:15钢或Q235A)
13)砂箱的技术要求及使用守则
①砂箱的技术要求
a.砂箱毛坯按允许的尺寸偏差和形位公差进行验收。
b.砂箱的机械加工精度包括分型面平行度、填砂面与分型面平行度、定位销孔中心距公差、定位销孔轴线与分型面的垂直度等,都必须符合要求。
c.规定定位销孔和导向套内孔的允许磨损范围。
②使用守则
a.砂箱在使用前应仔细检查箱轴、吊环、箱角、箱壁等关键部位,发现有破裂、损伤等情况时应停止使用。
b.对于铸钢、铸铁中型砂箱长度方向壁的变形,允许局部向外扩大不超过15mm,向内不超过8mm。高压和滑道式砂箱不包括在内。
c.砂箱定位销孔、定位套内孔的磨损极限见表5-16。
表5-16 砂箱定位销孔、定位套孔的磨损极限 (单位:mm)

当磨损量超出极限时,允许镶套修复,但不超过两次;高压造型机用砂箱的定位套内孔磨损极限不得超过+0.2mm;根据产品情况的不同,其磨损极限可适当放大或缩小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。