



1.鄂式破碎机小齿板铸造工艺
耐磨件名称:鄂式破碎机小齿板(见图3-32)。
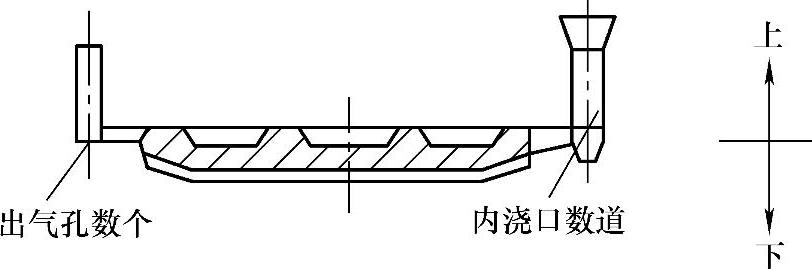
图3-32 鄂式破碎机小齿板铸造工艺
浇注位置:齿部向下铸造。
加工余量:不加工。
缩尺:2.7%。
浇口特点:开设一定数量的内浇口,沿齿向分散引入。
冒口特点:在内浇道的对面及两侧开设一定数量的出气孔。壁厚小于35mm,质量小于150kg的,均不设冒口。
冷铁:不设置外冷铁。
2.鄂式破碎机大齿板铸造工艺
耐磨件名称:鄂式破碎机大齿板(见图3-33)。

图3-33 鄂式破碎机大齿板铸造工艺
浇注位置:齿部向下铸造。如长度大于1500mm,可采用倾斜浇注。
加工余量:不加工。
缩尺:2.7%。
浇口特点:内浇口切向进入冒口。
冒口特点:设置隔片冒口。
冷铁:齿面较厚大时,可用隔砂外冷铁配合冒口使用。
3.球磨机小型衬板铸造工艺
耐磨件名称:球磨机小型衬板(见图3-34)。
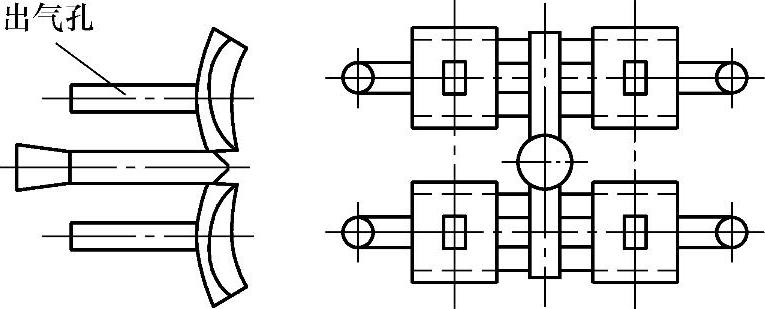
图3-34 球磨机小型衬板铸造工艺
浇注位置:等壁厚截面筒身小衬板使用面朝下。
加工余量:不加工。
缩尺:2.7%。
浇口特点:开设扁薄的内浇口,分散引入浇注。
冒口特点:不设冒口,开设出气孔。
冷铁:壁厚<35mm时,不摆放外冷铁。
4.球磨机大型衬板铸造工艺
耐磨件名称:球磨机大型衬板(见图3-35)。
浇注位置:将使用面朝下。铸件长度大于1500mm时,可将冒口端垫高浇注。
加工余量:不加工。
缩尺:2.7%。
浇口特点:内浇口开向冒口。
冒口特点:可用隔片冒口补缩。
冷铁:用成形外冷铁,配合冒口使用。
5.球磨机筛板铸造工艺
耐磨件名称:球磨机筛板(见图3-36)。

图3-35 球磨机大型衬板铸造工艺
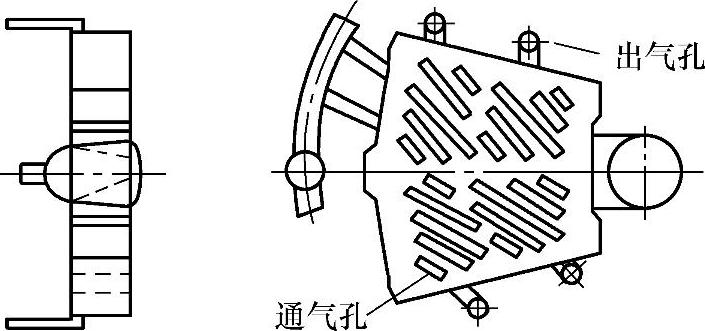
图3-36 球磨机筛板铸造工艺
浇注位置:使用面(筛孔小头)向下,用石墨沥青芯砂。
加工余量:全部不加工。
缩尺:2.7%。
浇口特点:采用多道内浇口、分散、沿孔眼方向引入。
冒口特点:在浇注系统的对面设置冒口,两侧相应开设一定数量的出气孔。
冷铁:如有局部增厚时,可配合使用外冷铁激冷。
6.挖掘机履带板铸造工艺
耐磨件名称:挖掘机履带板(见图3-37)。
浇注位置:行走导轨面向下,铸件全部位于下型铸造。
加工余量:不加工。
缩尺:2.7%。
浇口特点:扁薄内浇口,由分型面处引入。
冒口特点:设置隔片2个,补缩和排气。
外冷铁:在各热节及拐角处摆放专用的成形外冷铁。
7.挖掘机铲斗斗齿铸造工艺
耐磨件名称:挖掘机铲斗斗齿(见图3-38)。
浇注位置:斗齿全部位于下型内。(https://www.xing528.com)
加工余量:不加工。

图3-37 挖掘机履带板铸造工艺
缩尺:2.7%。
浇口特点:浇口切向引入冒口,从隔片孔中漏液浇注。
冒口特点:在齿部最厚处设置隔片冒口1个,集中补缩。
冷铁:在斗齿两侧工作面,放置成形外冷铁,或采用成形金属模浇注。
8.挖掘机斗前壁铸造工艺
耐磨件名称:挖掘机斗前壁(见图3-39)。
浇注位置:将挖掘使用面朝下,两侧板朝上(与铲斗工作位置相同)。

图3-38 挖掘机铲斗斗齿铸造工艺
加工余量:在斗前壁与斗后壁的两墙板结合面上,放加工余量5mm。
缩尺:长度方向2.0%,下部宽度方向1.0%,高度方向2.0%。
浇口特点:从斗底到墙板处,均开设一定数量的分散的内浇口。
冒口特点:在两墙板的最高处设置4个冒口,排气和补缩。冒口尺寸:D=3δ,L=2D,H=2D。
冷铁:局部壁厚处,配合使用外冷铁。
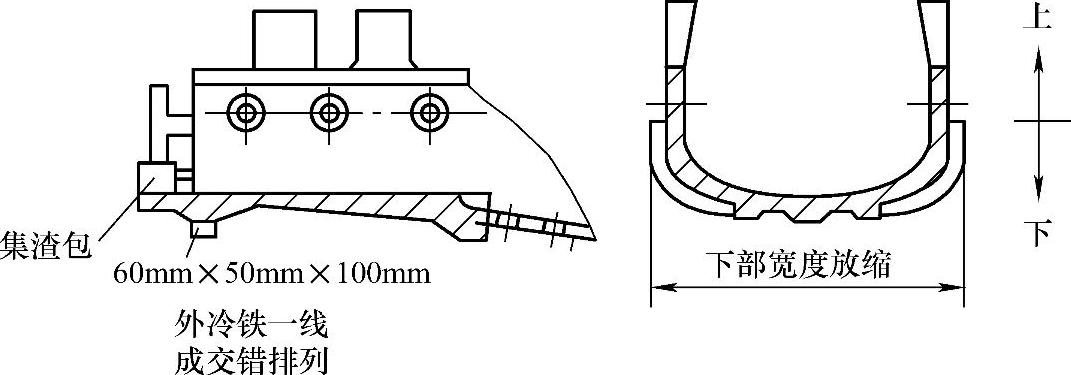
图3-39 挖掘机斗前壁铸造工艺
9.圆锥破碎机轧臼壁铸造工艺
耐磨件名称:圆锥破碎机轧臼壁(见图3-40)。
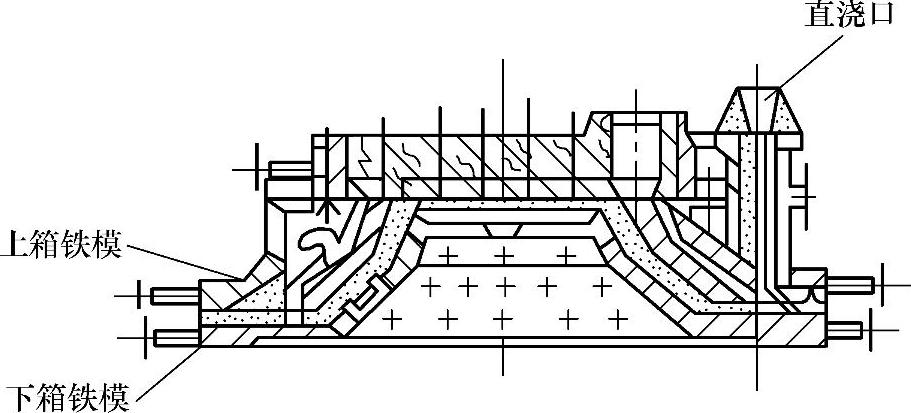
图3-40 圆锥破碎机轧臼壁铸造工艺
浇注位置:内锥面(使用面)向下。
加工余量:采用铁模挂砂浇注,在Ra12.5μm处放4~6mm余量。
缩尺:直径和高度方向均按2.5%。
浇口特点:内浇口均匀,分散,切向,同向引入型腔。浇注系统不要呈整体刚性结构。
冒口特点:冒口尺寸:D=(2.5~3)δ,L=(1.5~2)D,H≥1.5D。冒口根部半径R=0.3D(以防冒口根部裂纹)。
外冷铁:铁模挂砂,内外模挂砂厚度为40~50mm,砂型铸造时,使用面上交错摆放外冷铁。
10.圆锥破碎机破碎壁铸造工艺
耐磨件名称:圆锥破碎机破碎壁(见图3-41)。

图3-41 圆锥破碎机破碎壁铸造工艺
浇注位置:内锥面(使用面)向下。
加工余量:采用铁模挂砂浇注,在Ra12.5μm处放4~6mm余量。
缩尺:直径和高度方向均为2.5%。
浇口特点:内浇口均匀,分散,切线同向引入型腔。浇注系统不应呈整体刚性结构。
冒口特点:冒口尺寸:D=(2.5~3)δ,L=(1.5~2)D,H≥1.5D。冒口根部半径R=0.3D(以防冒口根部裂纹)。
外冷铁:铁模挂砂,内外模挂砂厚度为40~50mm,砂型铸造时,使用面上交错摆放外冷铁。
11.对辊机辊套铸造工艺
耐磨件名称:对辊机辊套(见图3-42)。
浇注位置:专用铁模挂砂10~15mm造型,顶注(隔片冒口)或底注(切割冒口)。
加工余量:在需机加工处放4~6mm余量。
缩尺:直径和高度方向均为2.5%。
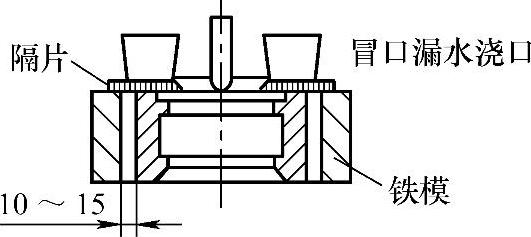
图3-42 对辊机辊套铸造工艺
浇口特点:顶注内浇口通过隔片。底注(切割冒口)内浇口由芯头旁(±15°)斜顶。
冒口特点:隔片冒口顶注,普通切割冒口底注。
冒口尺寸:D=(2.5~3)δ,L≥1.5D,H≥1.5D。
外冷铁:金属卦砂浇注。挂砂厚度t=10~15mm,金属型厚度T=(0.8~1.0)δ。
12.锤式破碎机锤头铸造工艺
耐磨件名称:锤式破碎机锤头(见图3-43)。
浇注位置:将锤击破碎时的两磨损面,摆放在铸型的两侧面。
加工余量:全部不加工,要求销孔孔径尺寸准确。
缩尺:2.7%。
浇口特点:内浇口从冒口隔片孔中引入钢液。
冒口特点:采用足够大的隔片冒口补缩。
外冷铁:锤头部分除冒口处外,均摆放成形外冷铁。

图3-43 锤式破碎机锤头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。