



1.铸铁件的外冷铁
(1)灰铸铁和可锻铸铁件的外冷铁
1)外冷铁材料。采用铸铁,或石墨、碳素砂等
2)外冷铁位置
①铸件相邻壁厚相差悬殊时,常在厚壁处或厚薄交界转角处放外冷铁,以控制均衡凝固。
②有硬度要求或致密度要求的铸件局部表面层放外冷铁,以提高表面层硬度,或提高铸件密度。
③当用直接外冷铁时易引起灰铸铁表层产生白口层或过冷石墨层,甚至产生裂纹,此时可采用暗冷铁(即隔砂冷铁),如图3-23所示。
3)外冷铁尺寸
①用于一般壁面,外冷铁厚度为铸件壁厚的0.5~0.7倍。
②用于凸台处,外冷铁厚度应为凸台高出部分的0.7~1.0倍。
③铸铁件外冷铁(暗冷铁)的尺寸见表3-131。
(2)球墨铸铁件的外冷铁 对厚大的球墨铸铁件,模数大,凝固慢,常降低石墨球化率,故需采用冷铁激冷,以缩短凝固时间,加快凝固速度,从而提高石墨球化率。
1)模数<9cm的球墨铸铁铸件,采用铸铁外冷铁,使凝固时间控制在50min内,球化率达>80%。
2)模数>9cm的球墨铸铁铸件,常用石墨电极冷铁(或开设有通风,或内腔通水的铸铁冷铁),以提高激冷效果,缩短铸件凝固时间,提高铸件的石墨球化率。
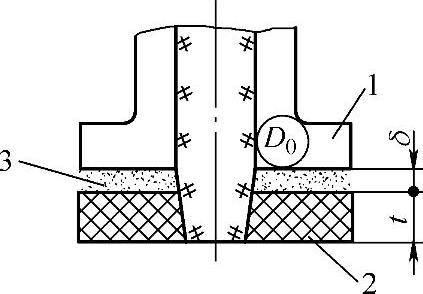
图3-23 暗冷铁
1—铸铁件 2—外冷铁 3—敷砂层
t=(1.0~1.4)D0,δ=20~30mm
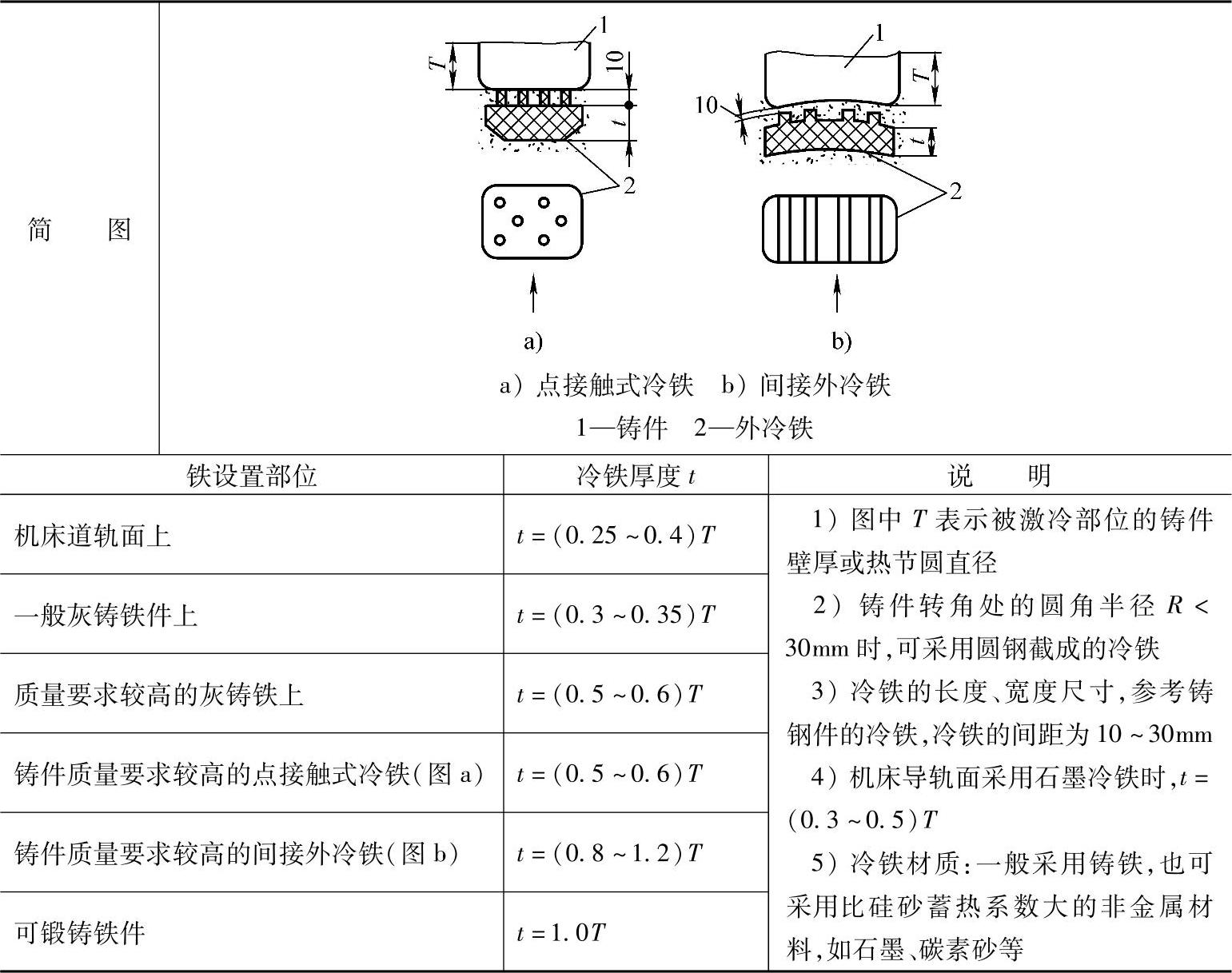
表3-131 铸铁件外冷铁(暗冷铁)的尺寸(https://www.xing528.com)
3)球墨铸铁件采用外冷铁控制凝固时间小于50min为最好,大于60min会有石墨漂浮的可能。对质量要求不严的铸件,凝固时间可长一些。
(3)铸铁件外冷铁的表面涂料(见表3-132)
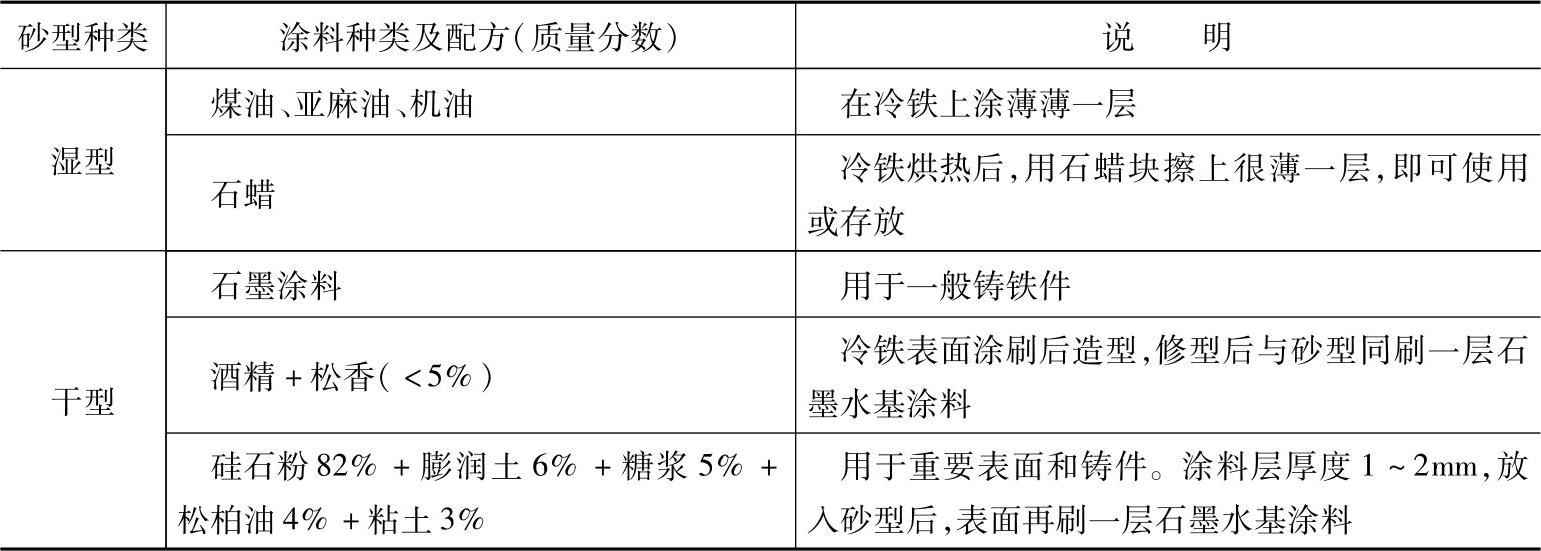
表3-132 铸铁件外冷铁的表面用涂料
2.铸铁件的内冷铁
铸铁件很少采用内冷铁。仅对一些不很重要的厚实铸铁件(如砧座、机架、垫铁、平衡飞轮等),或薄壁有独立热节的中小铸铁件,可适当使用内冷铁,以提高实收率。
(1)内冷铁尺寸(见表3-133、表3-134)
表3-133 “T形、十字形”铸铁件内冷铁的尺寸 (单位:mm)
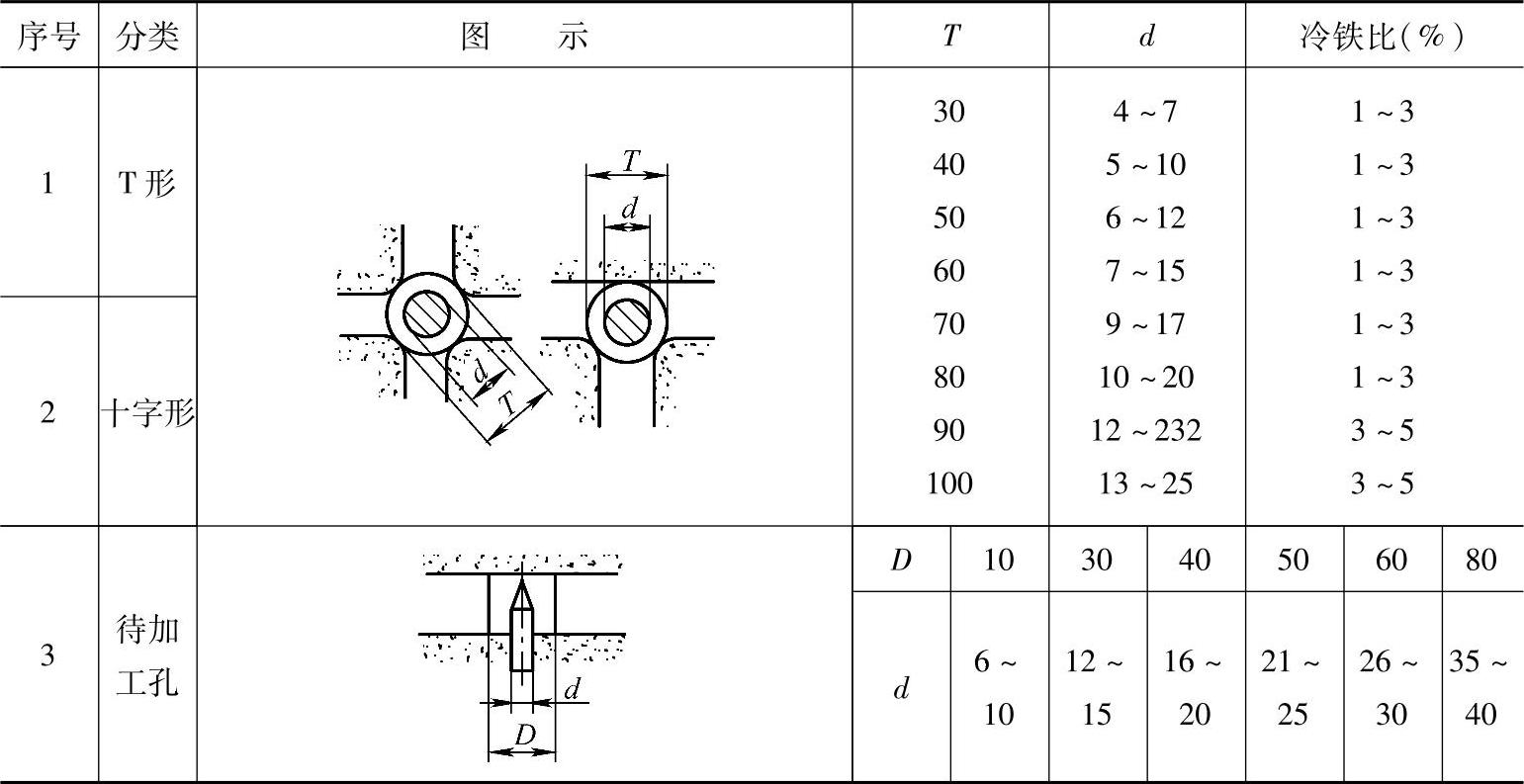
注:冷铁比是指冷铁重量占铸件重量的比率。
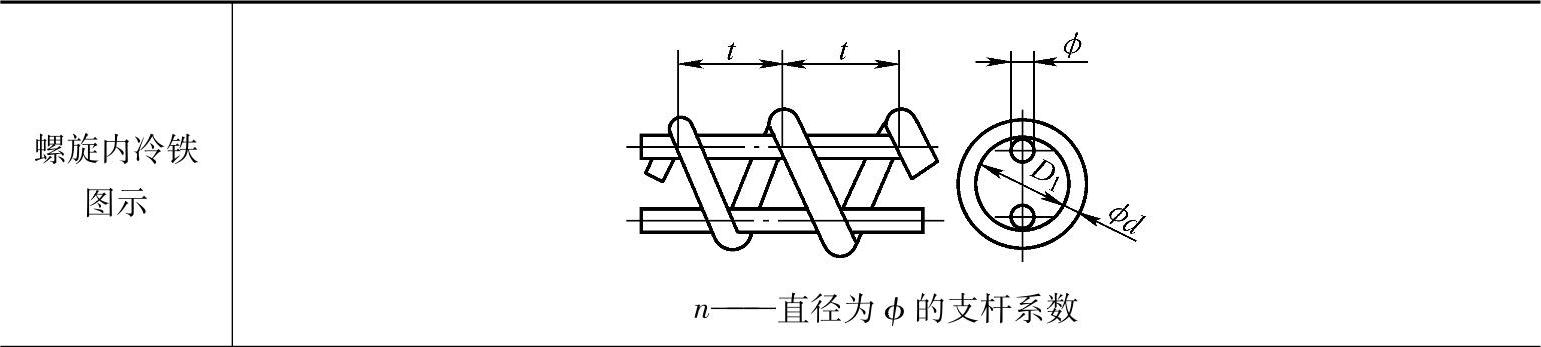
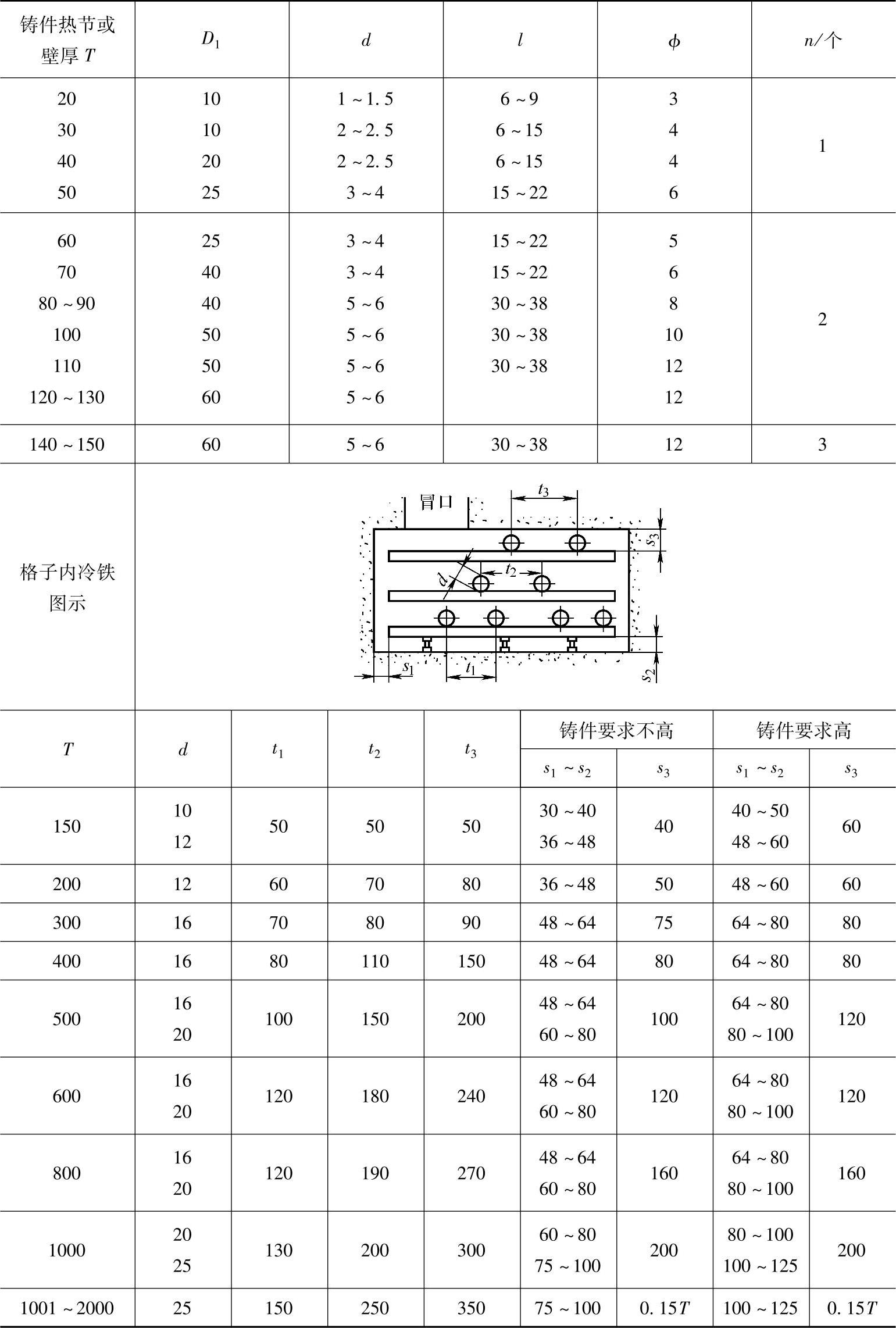
表3-134 “螺旋和格子内冷铁”的尺寸与数量 (单位:mm)
(续)
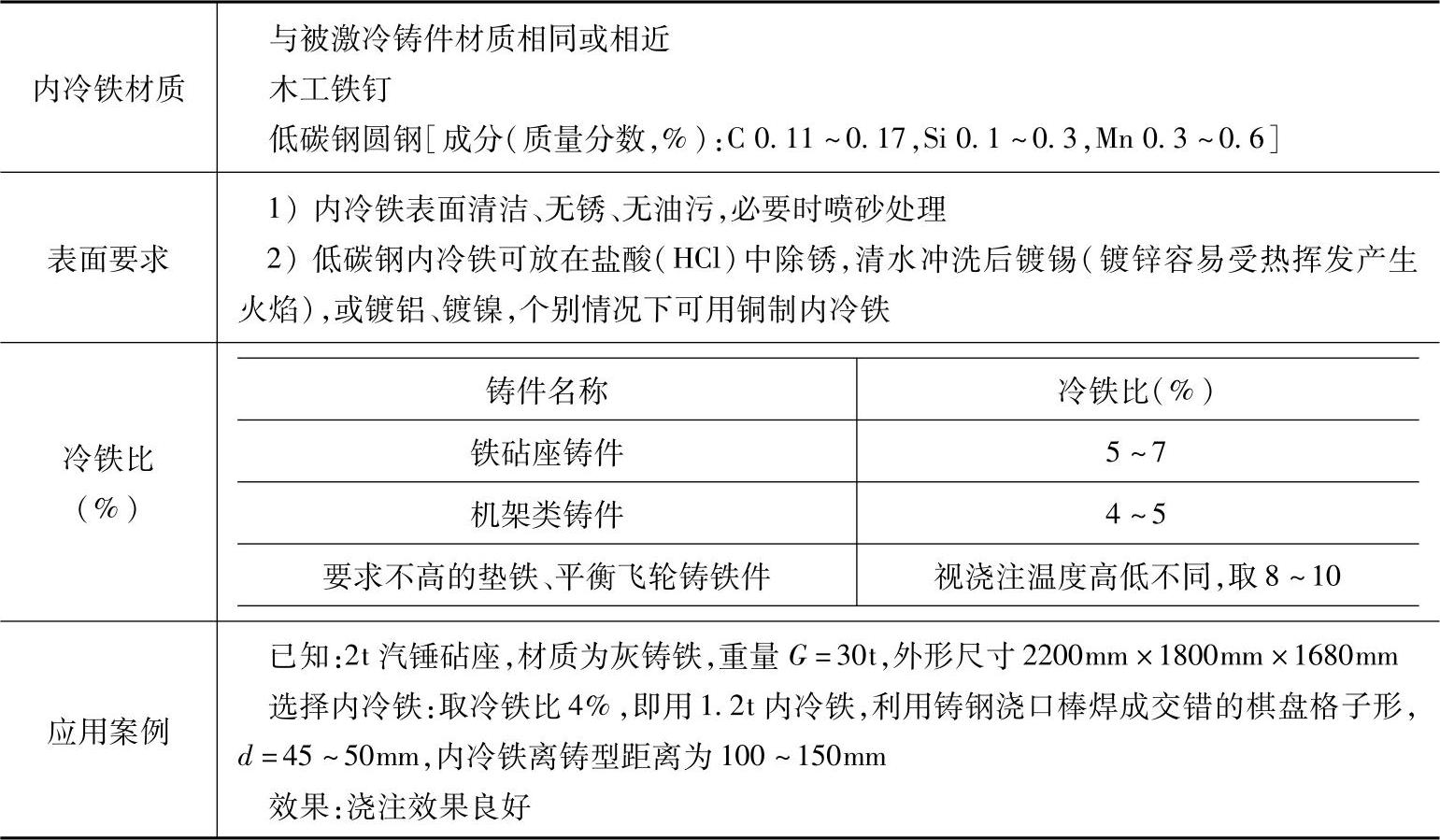
(2)内冷铁的应用(见表3-135)
表3-135 铸铁件内冷铁的应用
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。