



任何铸铁件的补缩工艺,都应该以自补缩为基础。铸铁件的冒口不必要晚于铸件凝固,冒口模数可以小于铸件的壁厚或模数;越是薄小件越是要强调补缩,补缩措施可利用浇注系统(对薄小件),也可以利用专设的冒口(对厚小件)。厚大件补缩要求低,可以用小冒口和无冒口工艺;铸铁件的冒口不应该放在铸件的热节上。冒口要靠近热节,以利于补缩;但冒口不要恰好在热节上,以减少冒口对铸件的热干扰。冒口要适当离开铸件的几何热节(均衡凝固工艺)。内浇道根部、冒口根部和铸件热节不能重合;浇冒口的开设要避免形成接触热节;铸件的厚壁热节放在浇注位置的下部,厚薄相差较大时,厚壁处安放冷铁,铸件可不安放冒口;如果大平面处于上箱,可采用溢流冒口来保证大平面的表面质量,耳冒口、飞边冒口的冒口颈短、薄、宽,是溢流冒口的最好形式。
1.灰铸铁件冒口
(1)冒口补缩距离 灰铸铁在凝固过程中的石墨化膨胀,可以抵消部分或全部凝固时的体收缩,因而缩孔、缩松的倾向小。冒口主要用于补充液态收缩。一般低牌号或小型、截面均匀的灰铸铁件可不设冒口,只设出气孔。而对一些碳、硅含量较低的高强度铸铁、合金铸铁及厚壁铸铁件,仍需设置冒口补缩,不过比铸钢冒口要小得多。灰铸铁的有效补缩距离,一般为冒口直径的6~10倍,或热节圆直径的10~17倍。
(2)灰铸铁件的冒口尺寸
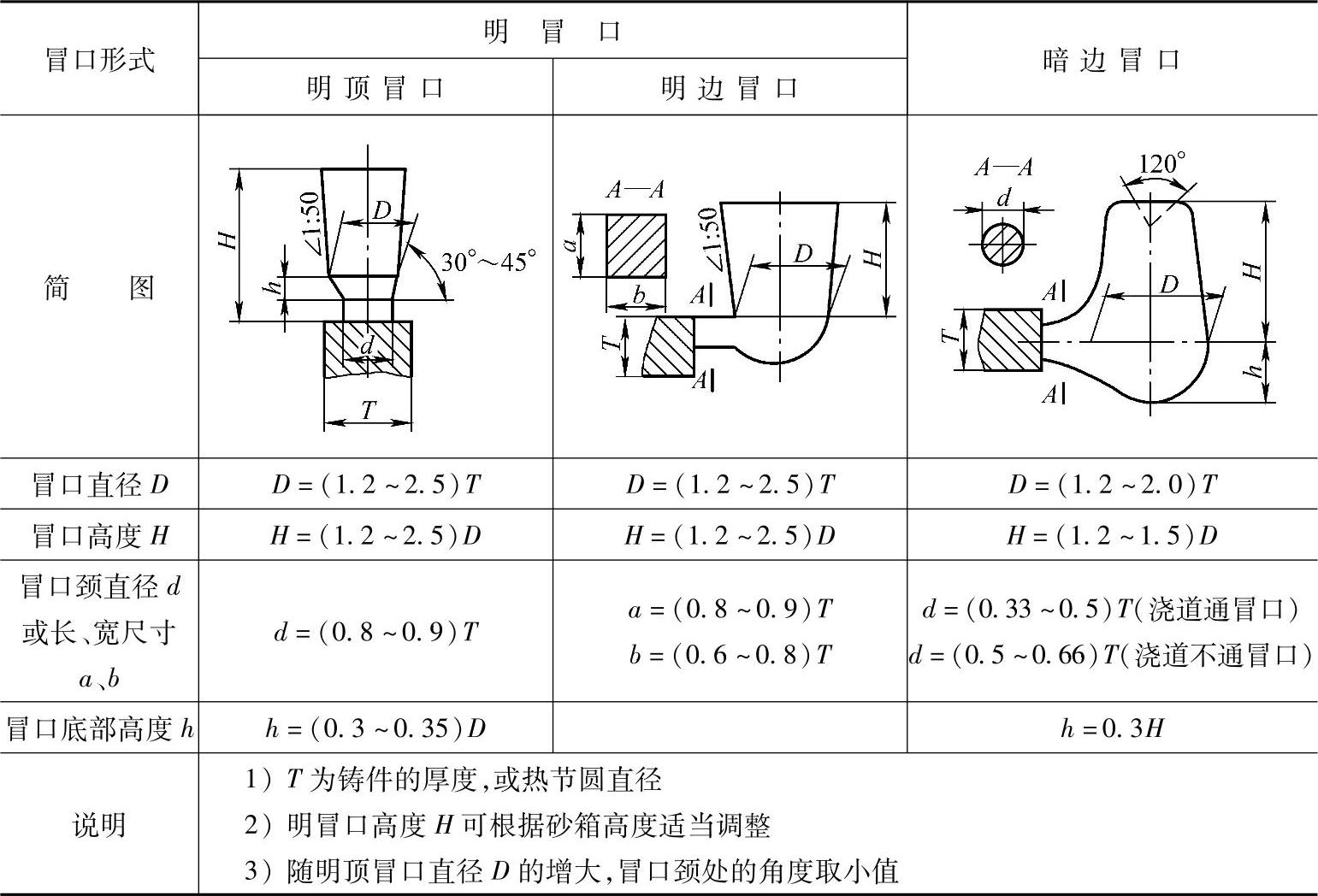
1)灰铸铁件常用冒口的形式和尺寸比例见表3-113。
表3-113 灰铸铁件常用冒口的形式和尺寸比例
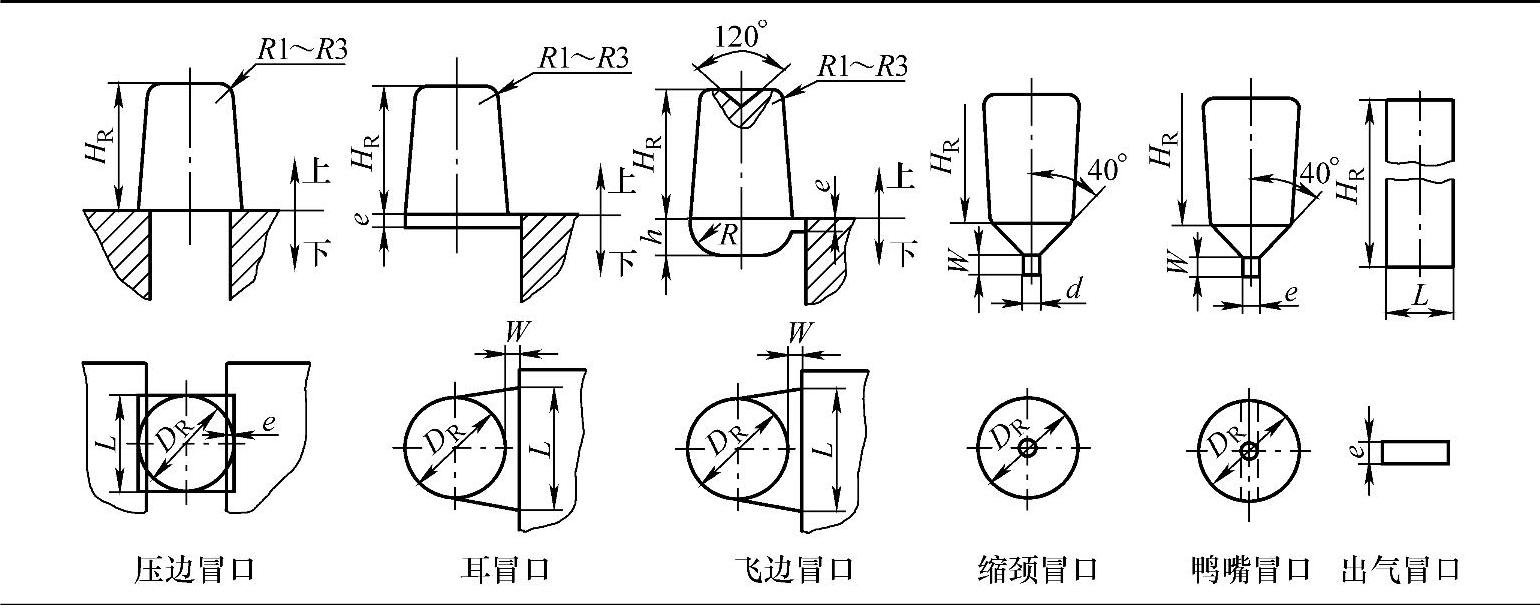
2)粘土砂湿型灰铸铁件的冒口系列见表3-114。
表3-114 粘土砂湿型灰铸铁件的冒口系列
(续)
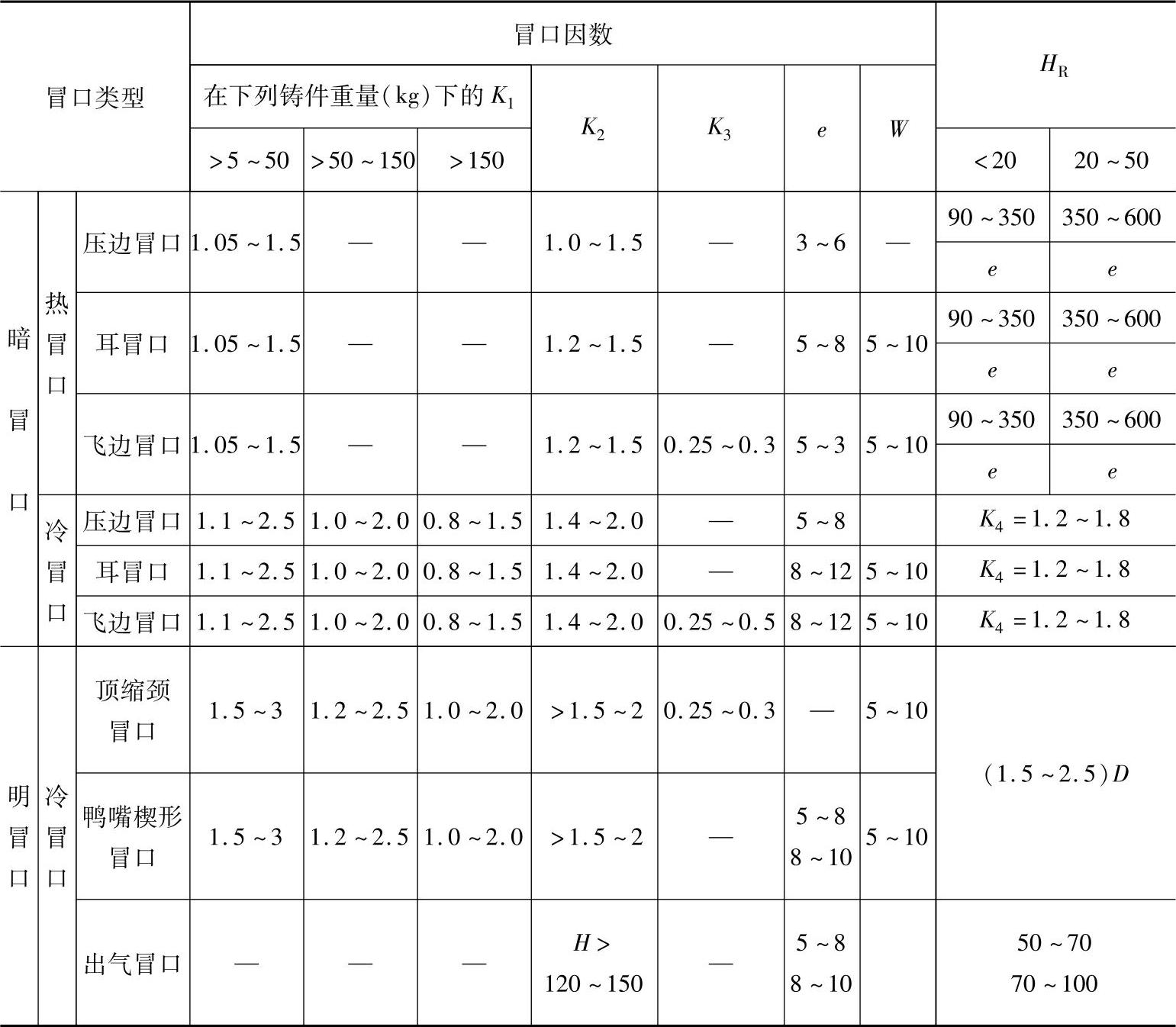
注:1.推荐冷冒口的冒口颈总面积大于或等于内浇道截面积,L越大,溢流效果越好。
2.实块类铸铁件冒口因数取下限,有局部热节薄壁类铸件冒口因数取上限。
3.DR=K1T或DR=K1δC,HR=K2DR;d=K3DR(顶缩颈冒口)或h=K3DR(飞边冒口);
HR=K4DR(冷冒口)或HR=A内/e(热冒口);
式中 δC—设置处铸件壁厚;
A内—内浇道总截面积;
T—热节圆直径。
4.表中:e—冒口颈的厚度;W—冒口与铸件的距离。
2.可锻铸铁件冒口(https://www.xing528.com)
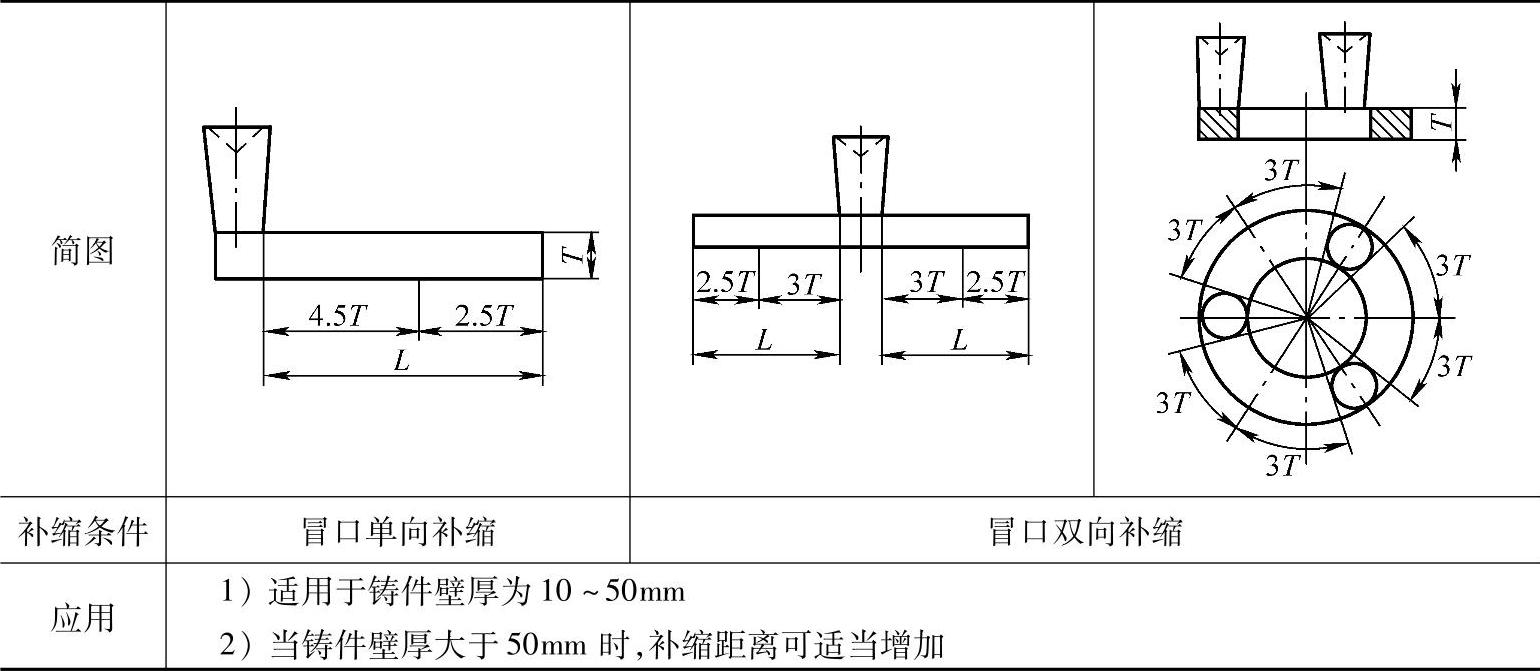
(1)冒口补缩距离 可锻铸铁在铸态呈白口组织,体收缩大。广泛采用边暗冒口,内浇道经冒口将金属流入型腔,以加强补缩。可锻铸铁冒口的补缩距离是铸件厚度的4~4.5倍,厚壁铸件取下限。
(2)可锻铸铁件的边暗冒口尺寸
1)可锻铸铁件的侧冒口尺寸见表3-115。
2)可锻铸铁管接头的侧冒口尺寸见表3-116。
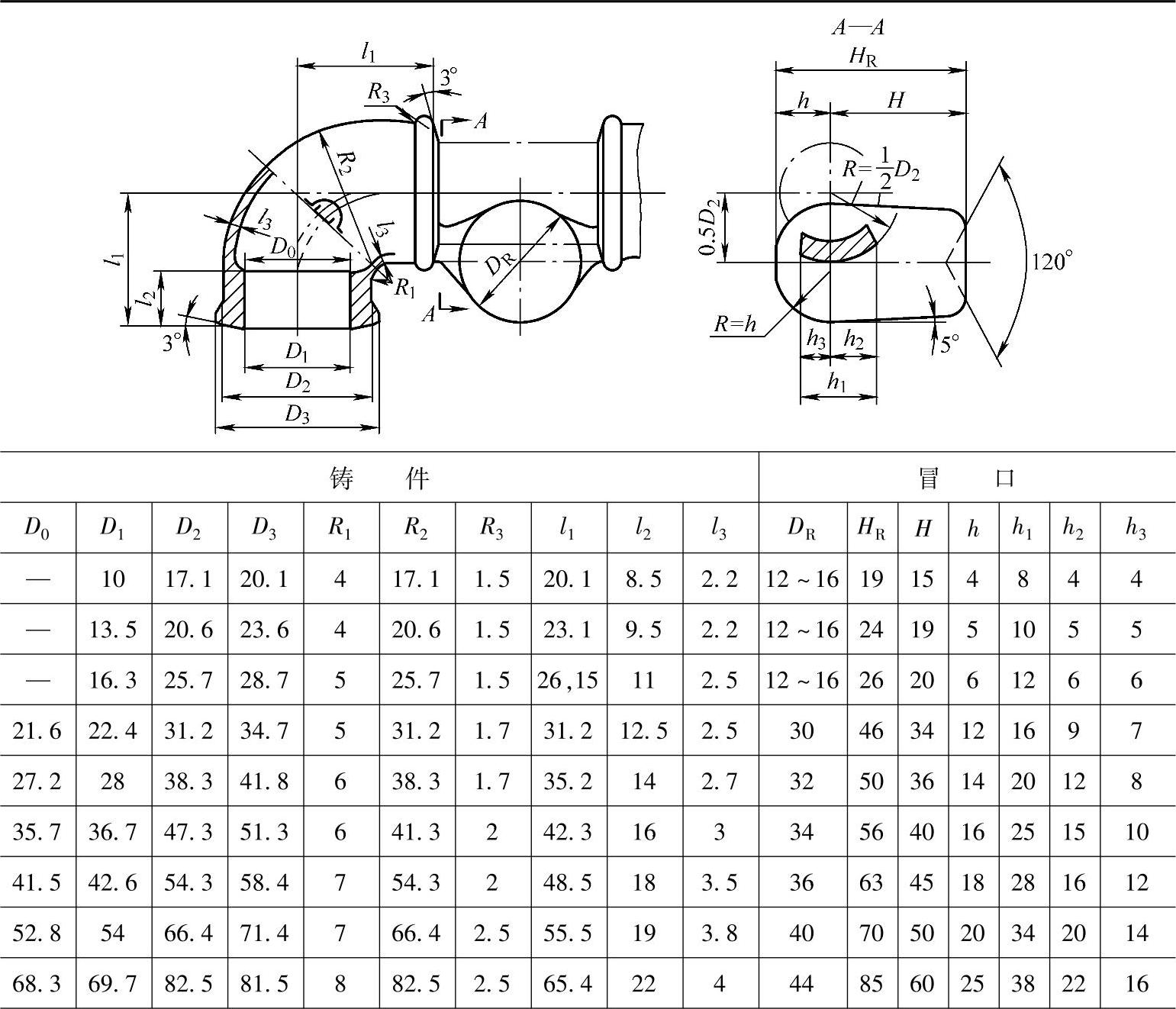
表3-115 可锻铸铁件的侧冒口尺寸 (单位:mm)
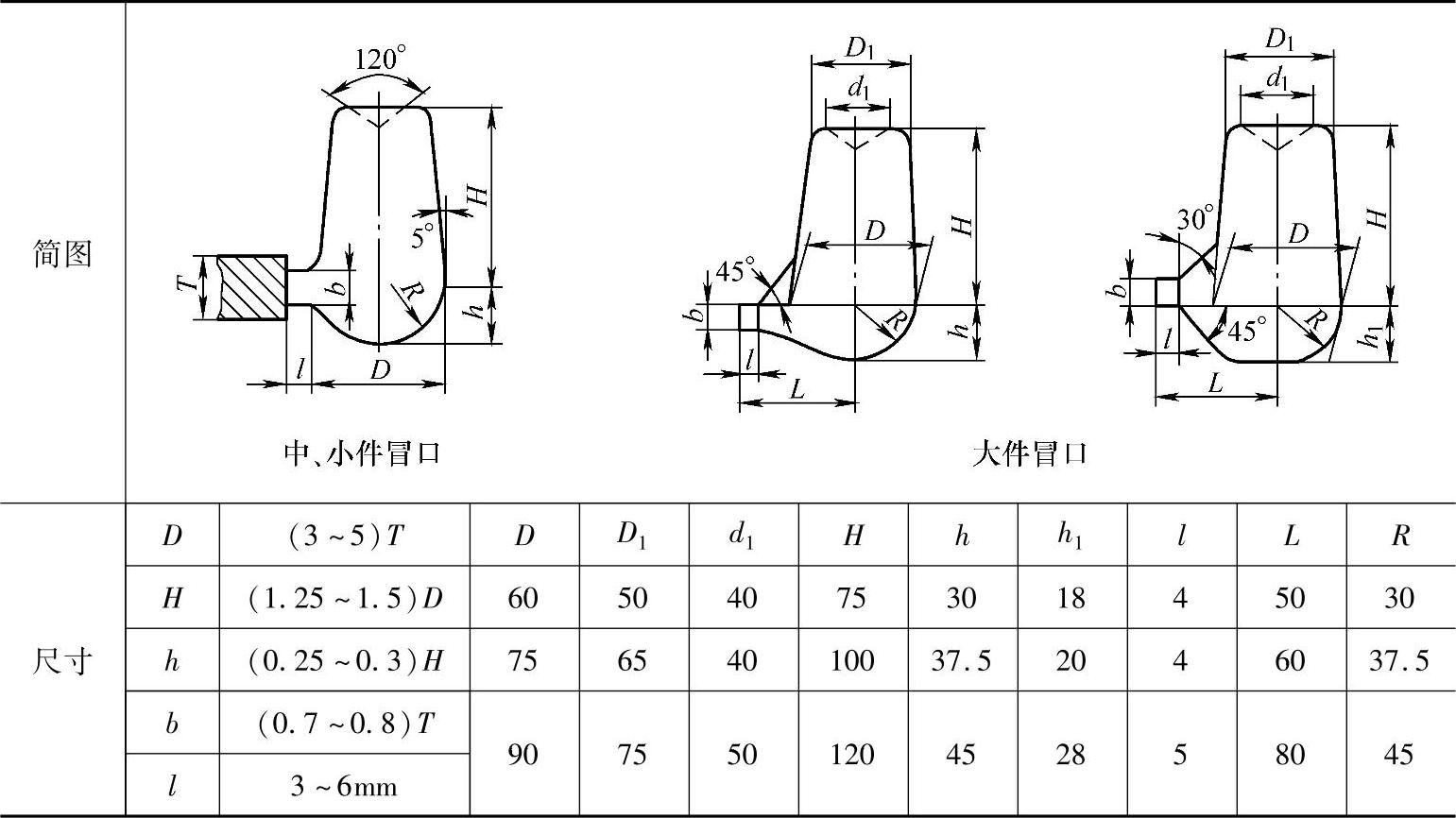
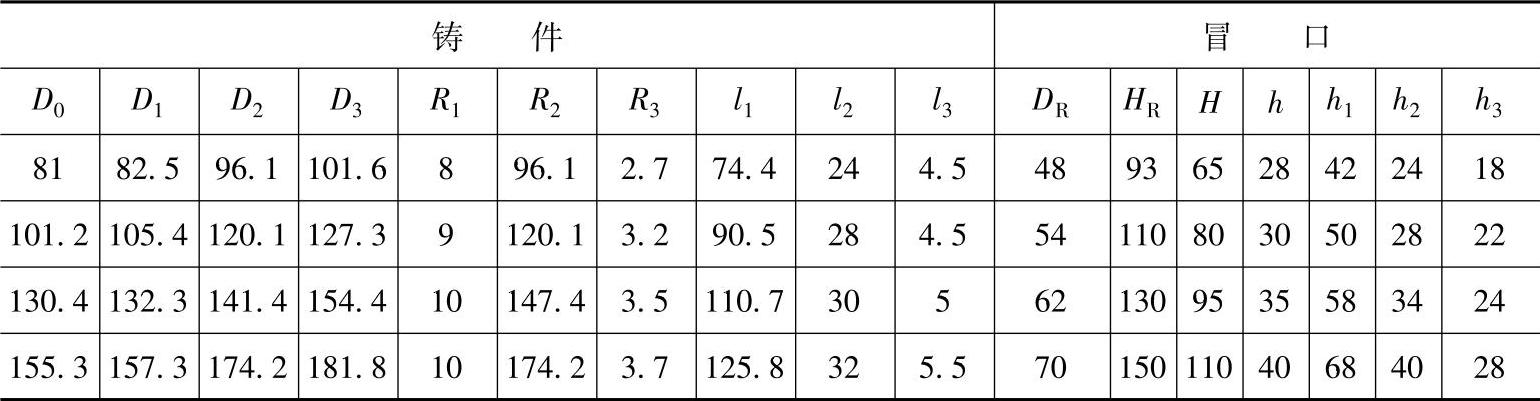
表3-116 可锻铸铁管接头的侧冒口尺寸 (单位:mm)
(续)
3.球墨铸铁件冒口
砂型铸造时,球墨铸铁缩孔体积较灰铸铁大2倍以上,为防止缩孔、缩松必设冒口。生产中多采用暗冒口,并且金属液经冒口注入型腔。
(1)球墨铸铁的冒口补缩距离 球墨铸铁具有糊状凝固特性,易产生分散性缩松,如果提高砂型刚度(干型、自硬砂型、水泥砂型),充分利用共晶膨胀压力以克服缩松,则可不考虑冒口补缩距离。如果是湿型铸造,则应考虑其补缩距离,见表3-117。
表3-117 球墨铸铁件的冒口补缩距离
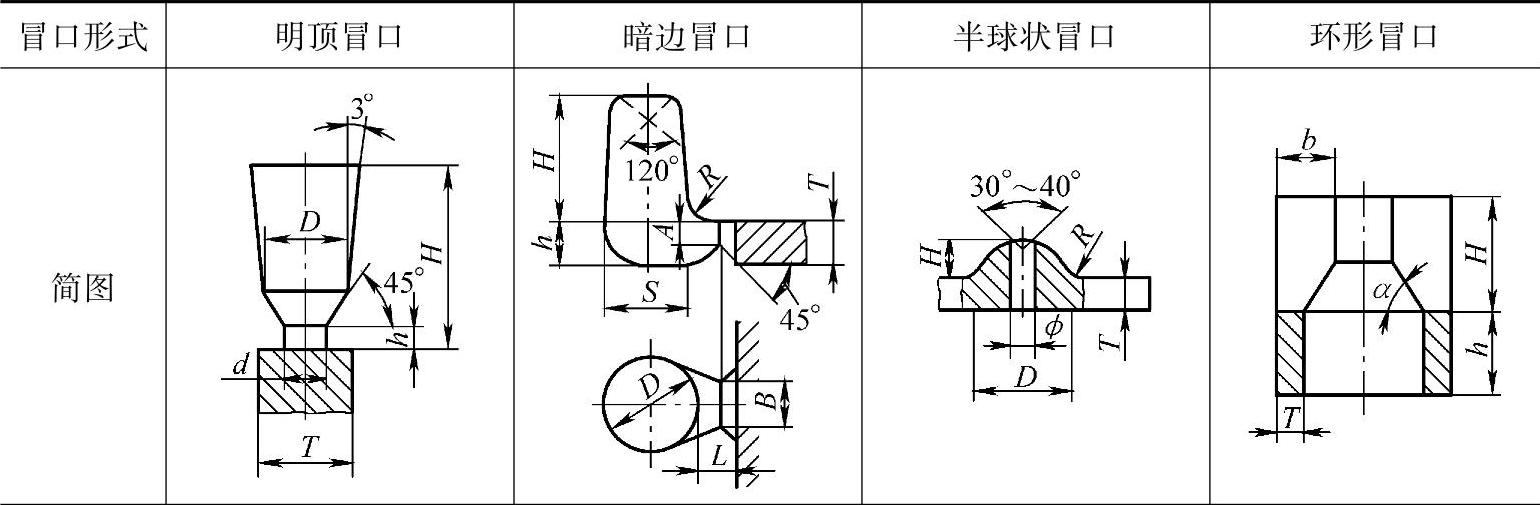
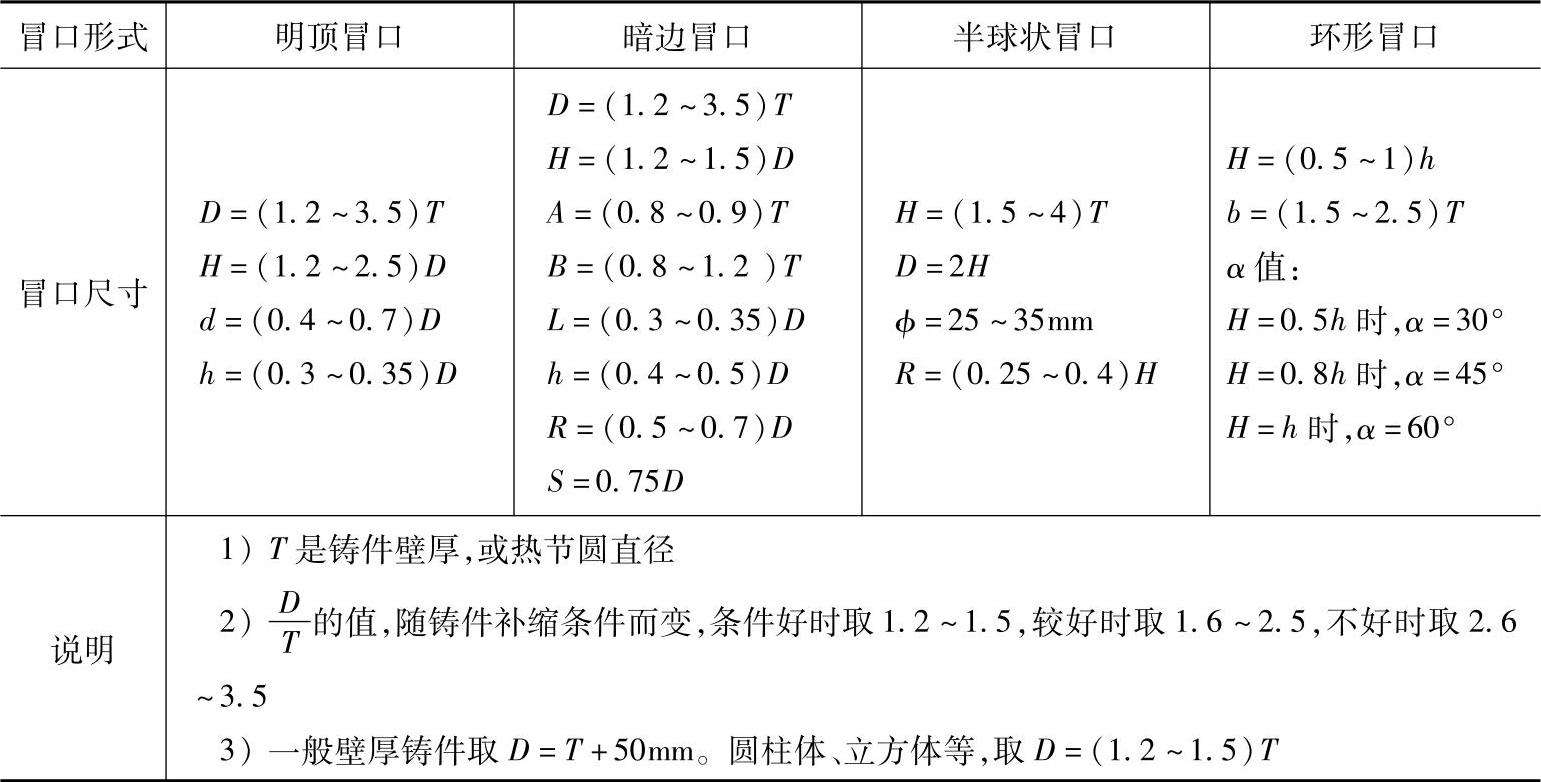
(2)球墨铸铁冒口尺寸 球墨铸铁件常用的明冒口、暗边冒口、半球状冒口、环形冒口尺寸,见表3-118。
表3-118 球墨铸铁件常用冒口尺寸
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。