



铸造线收缩率又称铸件收缩率、铸造收缩率、缩尺。铸件固态收缩的结果使铸件尺寸变短,其变短的量即为线收缩量。在制作模样时,将尺寸变短的量(线收缩量)加上,以保证固态收缩后铸件的尺寸符合要求。
铸造收缩率用线收缩量除以模样长度的百分比表示,即
式中 ε——铸造线收缩率(%);
L模——模样长度(mm);
L件——铸件长度(mm)。
铸造线收缩率的大小与铸造合金成分、砂型(芯)退让性、铸件结构的复杂程度、壁厚大小等多种因素有关。
大批量生产时,应先通过试生产,测定出各部分的实际线收缩率,据此修改模样,再大批生产。单件小批生产时,常凭经验选取铸造收缩率,并用工艺补正量和机械加工余量的措施予以调整,从而保证铸件尺寸。
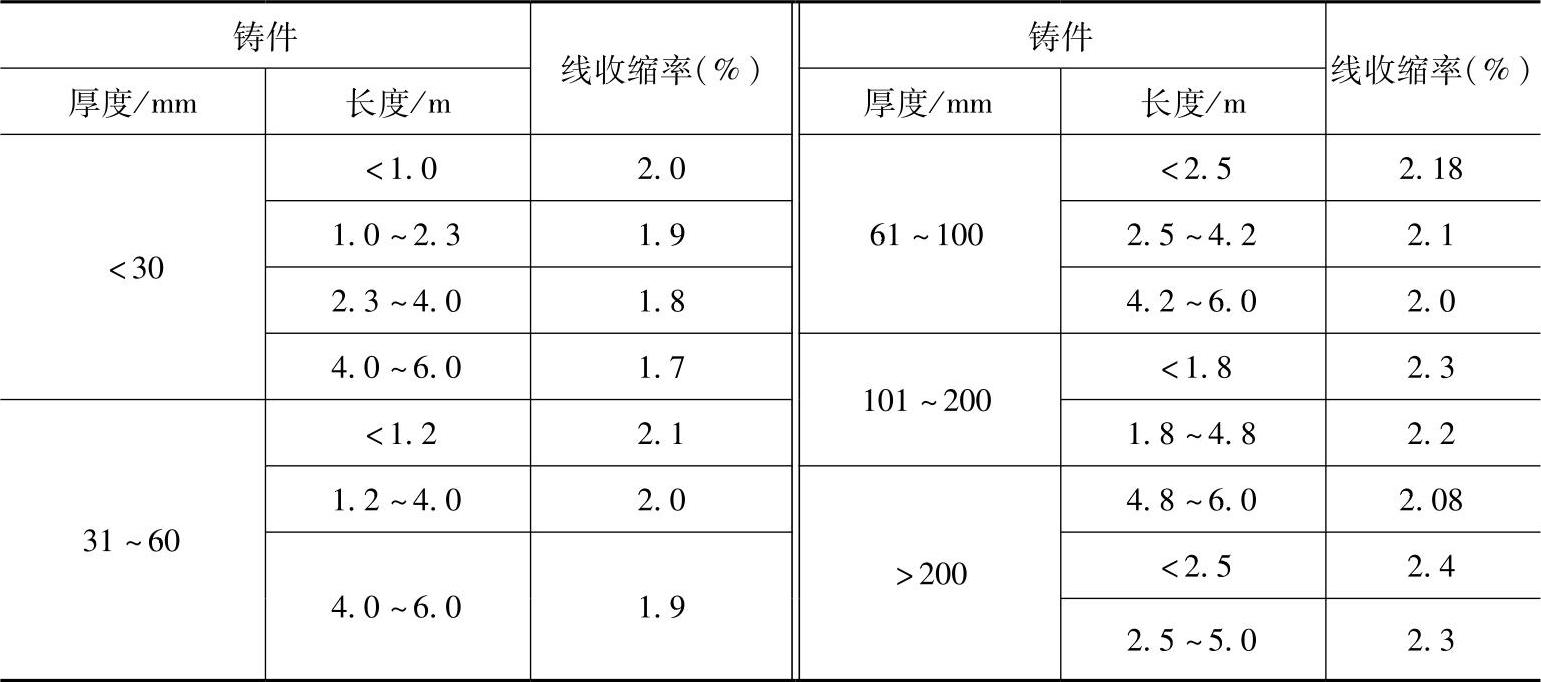
1.铸钢件的铸造收缩率(见表3-17~表3-20)
表3-17 铸钢件粘土砂型手工造型的线收缩率
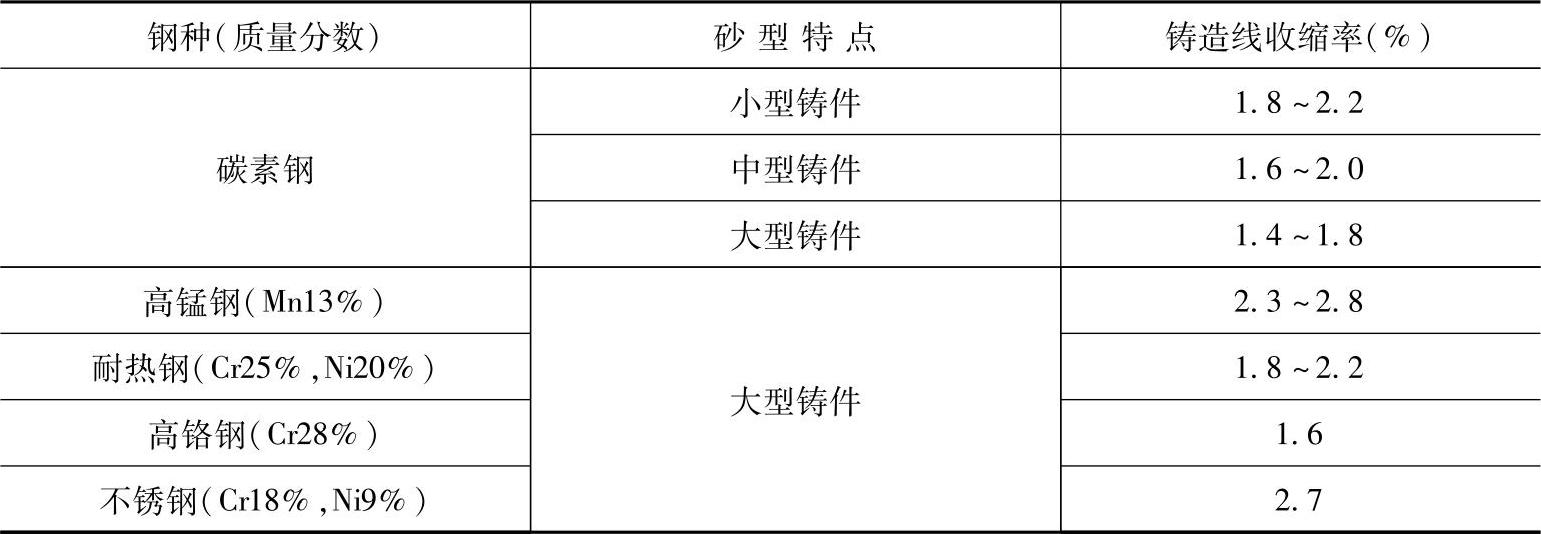
注:收缩阻力大时,取下限。
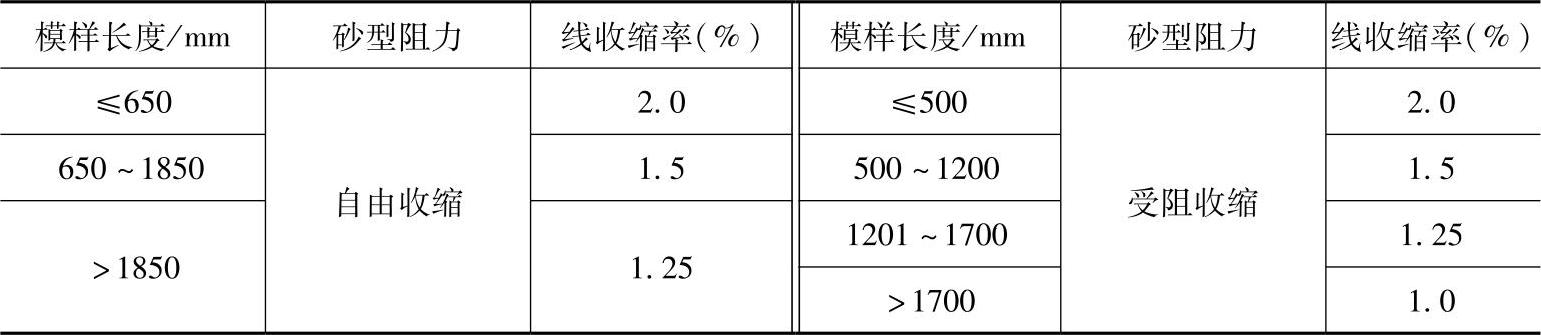
表3-18 铸钢件湿型机器造型的线收缩率
 (https://www.xing528.com)
(https://www.xing528.com)
表3-19 铸钢件水玻璃硅砂型的线收缩率
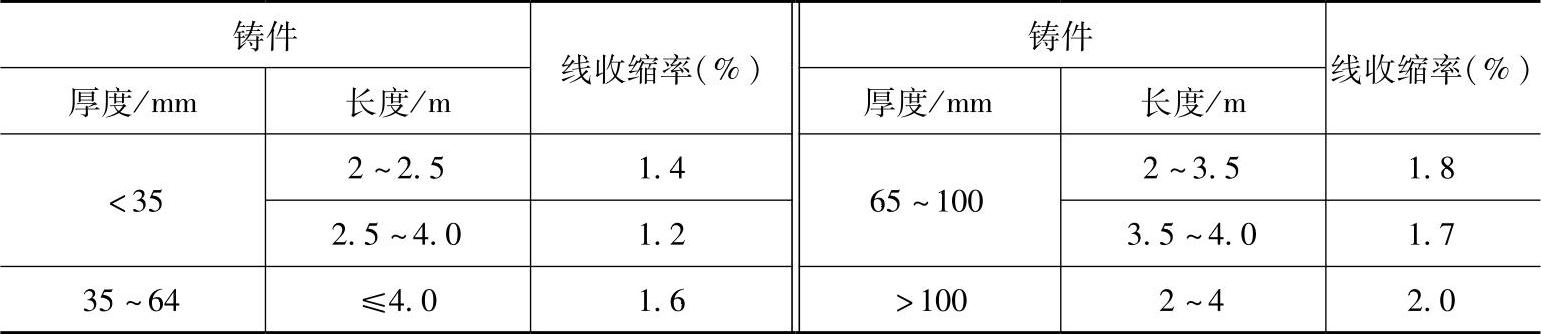
表3-20 铸钢件水玻璃石灰石砂型的线收缩率
2.铸铁件的铸造线收缩率(见表3-21)
表3-21 铸铁件的铸造线收缩率
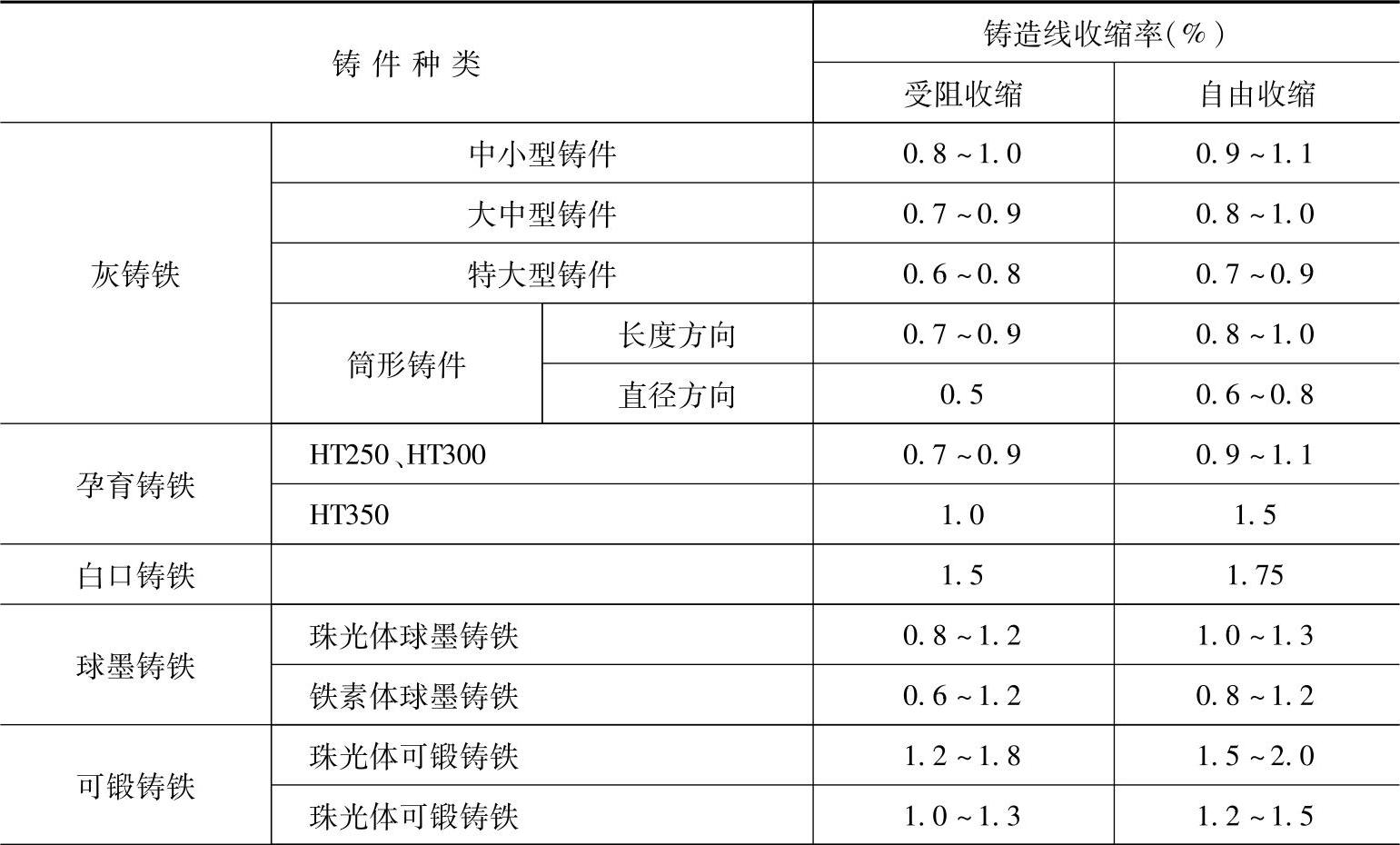
注:1.简单厚实铸铁的收缩率可视为自由收缩,此外,均视为阻碍收缩。按其受阻的程度,选用适当的收缩率。
2.同一铸件,视其结构,其局部与整体、纵向与横向或长、宽、高三个方向的线收缩率可能不一致。对重要的铸件,分别给以不同的线收缩率。
3.线收缩率的影响因素:①结构复杂件或厚度不均匀件,线收缩率较小并且各方向不一致;②细长件,沿长度方向线收缩率比其他方向小;③型芯多时,线收缩率小;④退让性好的砂型型芯(如树脂砂),线收缩率较大;⑤湿型线收缩率比干型的大。
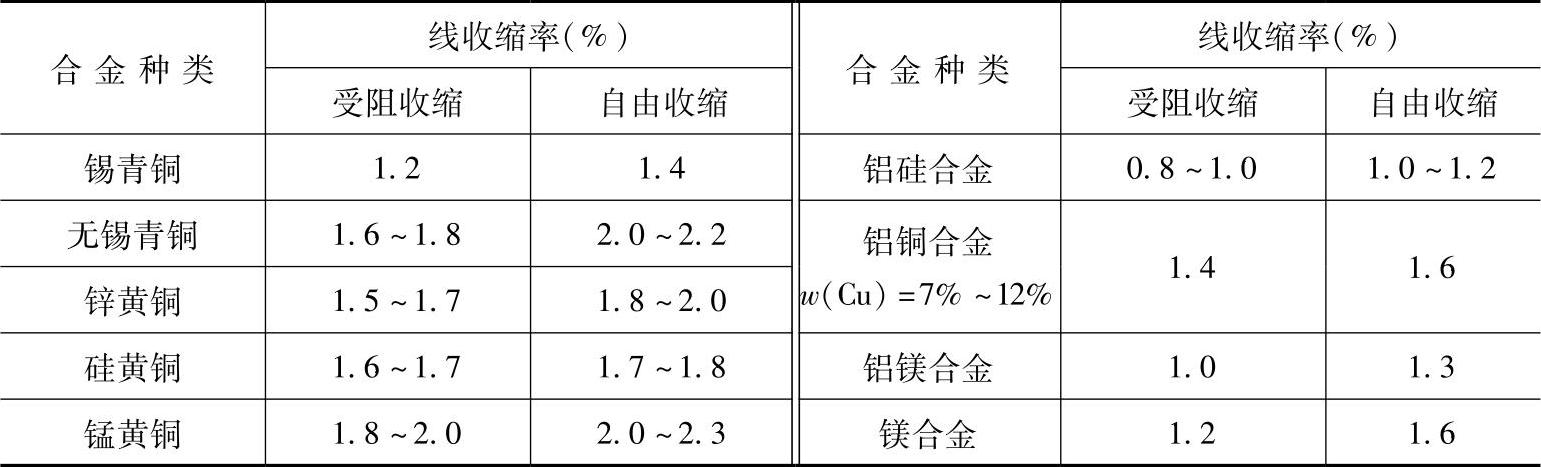
3.非铁合金铸件的线收缩率(见表3-22)
表3-22 非铁合金铸件的线收缩率
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。