



1.无芯感应电炉的型号规格
(1)无芯工频感应电炉的规格型号(见表2-112)
(2)用于熔炼的中频无芯感应电炉的型号规格(见表2-113)
(3)用于保温的中频无芯感应电炉的型号规格(见表2-114)
表2-112 无芯工频感应电炉的规格型号
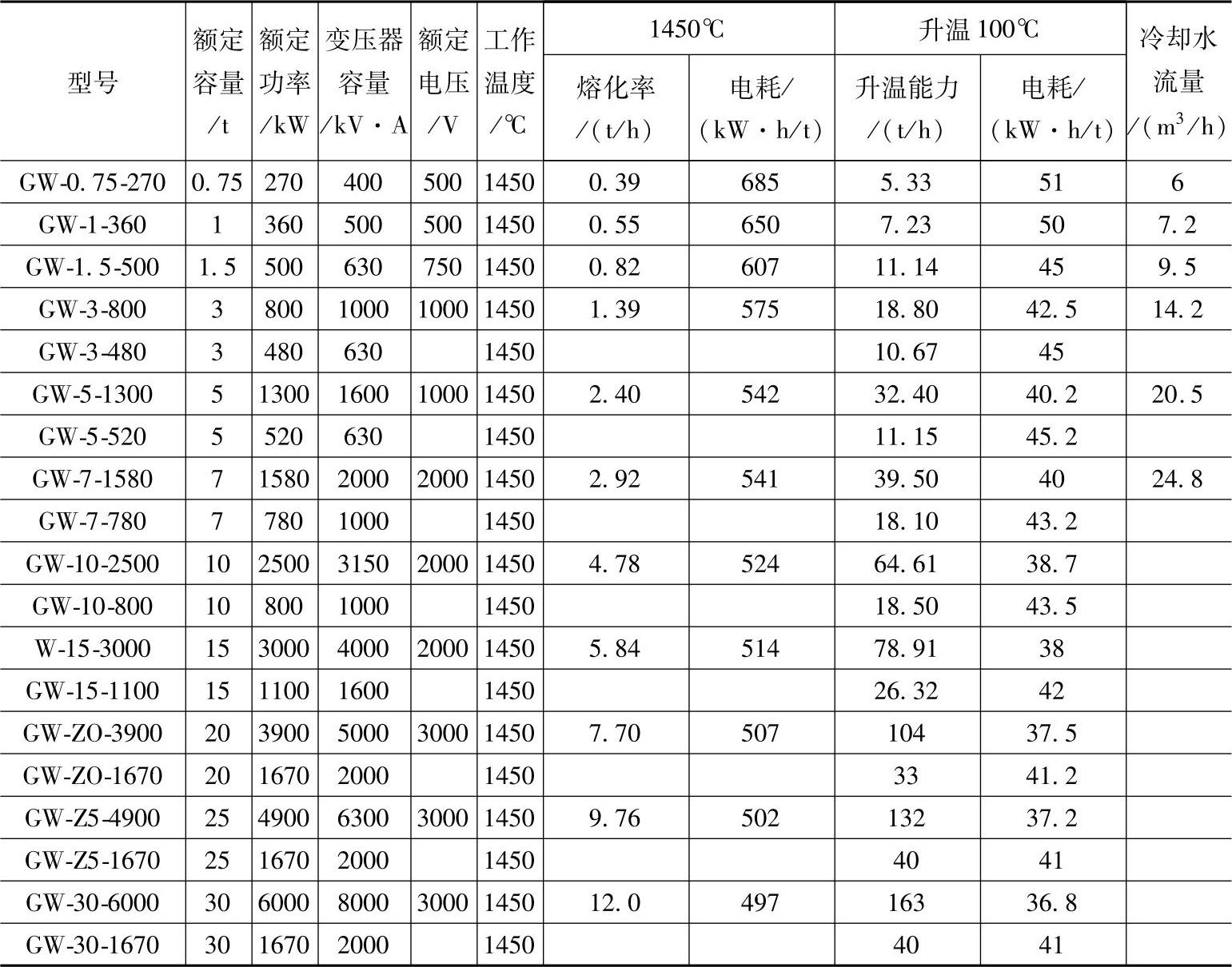
表2-113 用于熔炼的中频无芯感应电炉的型号规格
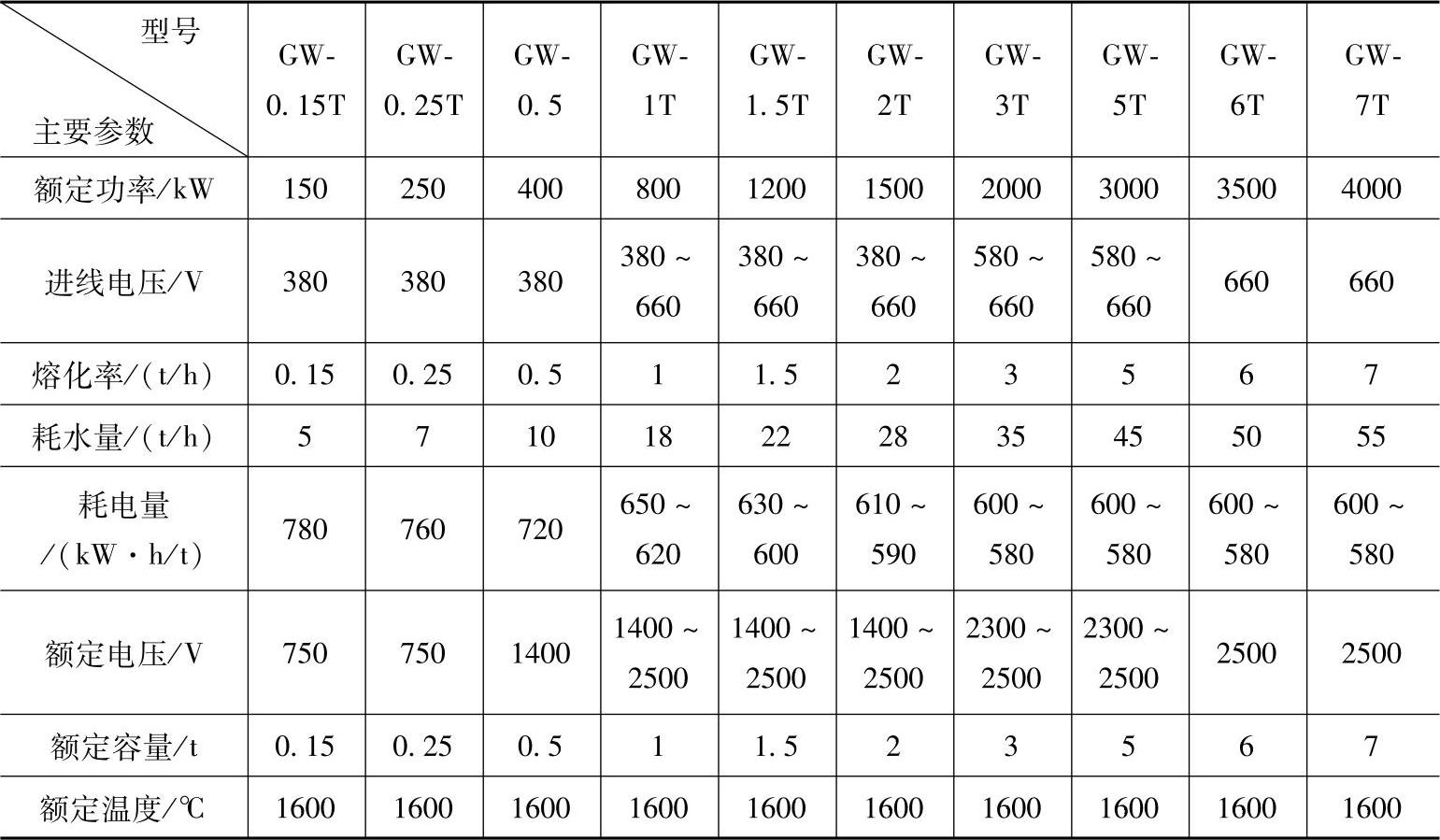
表2-114 用于保温的中频无芯感应电炉的型号规格
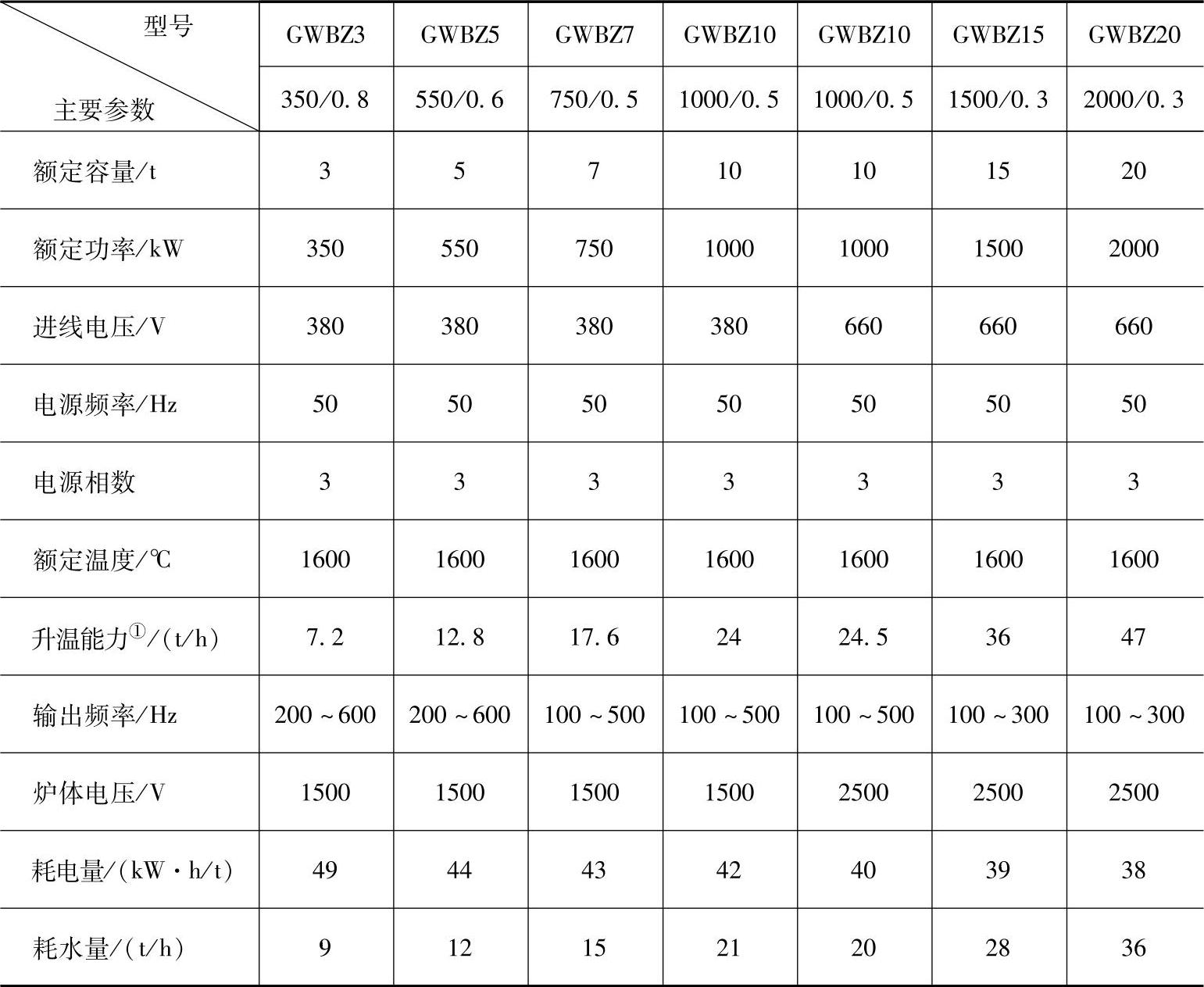
① 升温能力,系指电炉使炉内铁液温度升高100℃的能力。
2.修炉与烘炉
(1)修炉
1)无芯感应电炉的修炉程序及内容见表2-115。
表2-115 无芯感应电炉的修炉程序及内容

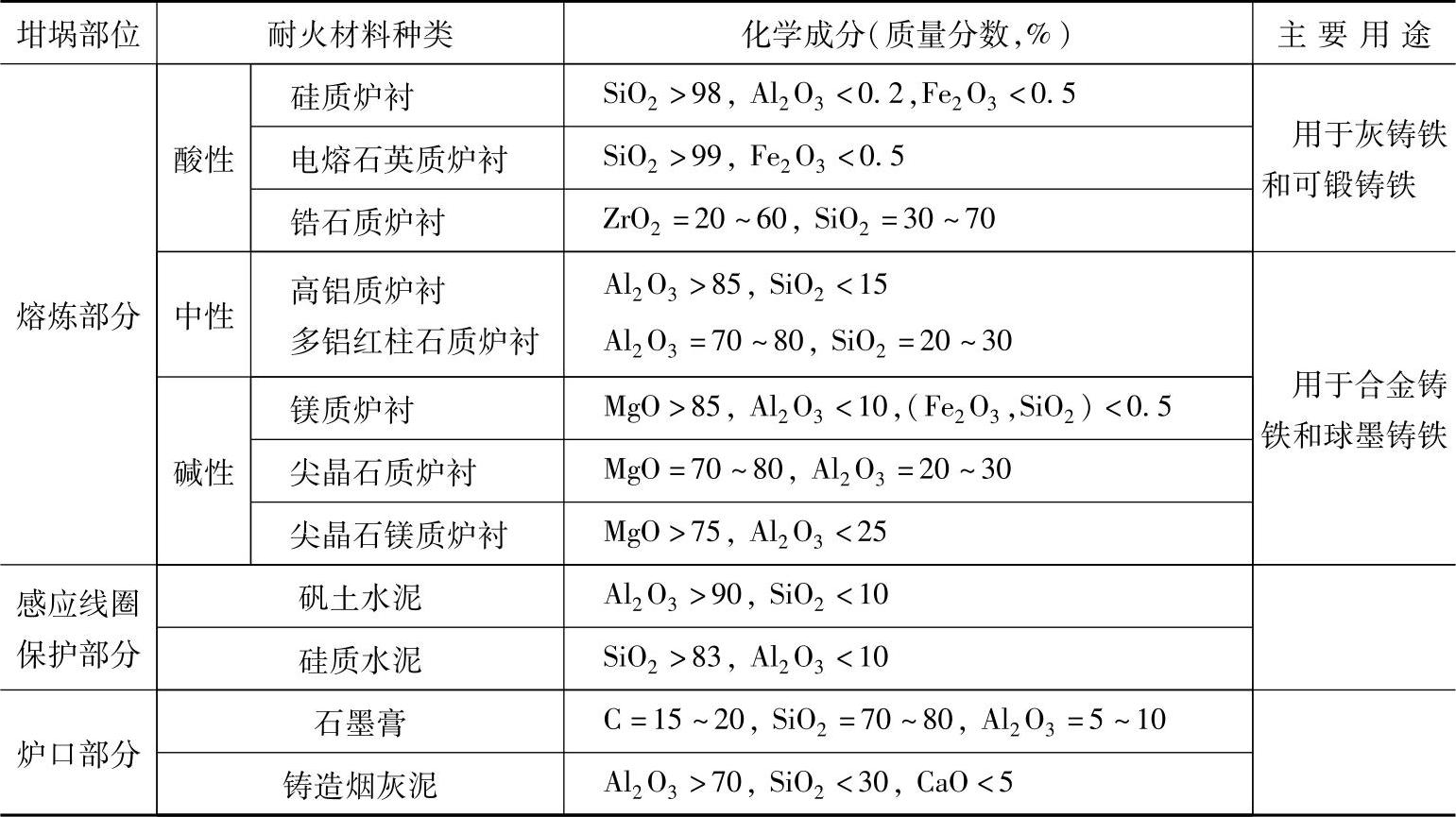
2)修筑坩埚用的耐火材料见表2-116。
表2-116 修筑坩埚用的耐火材料
3)修筑坩埚用耐火材料一般都是硅砂,硅砂坩埚材料的配比见表2-117。
表2-117 硅砂坩埚材料的配比(质量分数) (%)

熔炼合金铸铁和球墨铸铁时,常用高铝质和镁质耐火材料,镁质坩埚材料的配比见表2-118。
表2-118 镁质坩埚材料的配比(质量分数) (%)
 (https://www.xing528.com)
(https://www.xing528.com)
① 粘结剂除硼酸外,还可用以下任意一种(质量分数,%):水玻璃粘结剂5%;或水玻璃-硼酸粘结剂(硼酸1%+水玻璃5%);或粘土-硼酸粘结剂(硼酸1.5%~1.8%+粘土1%~1.5%)。
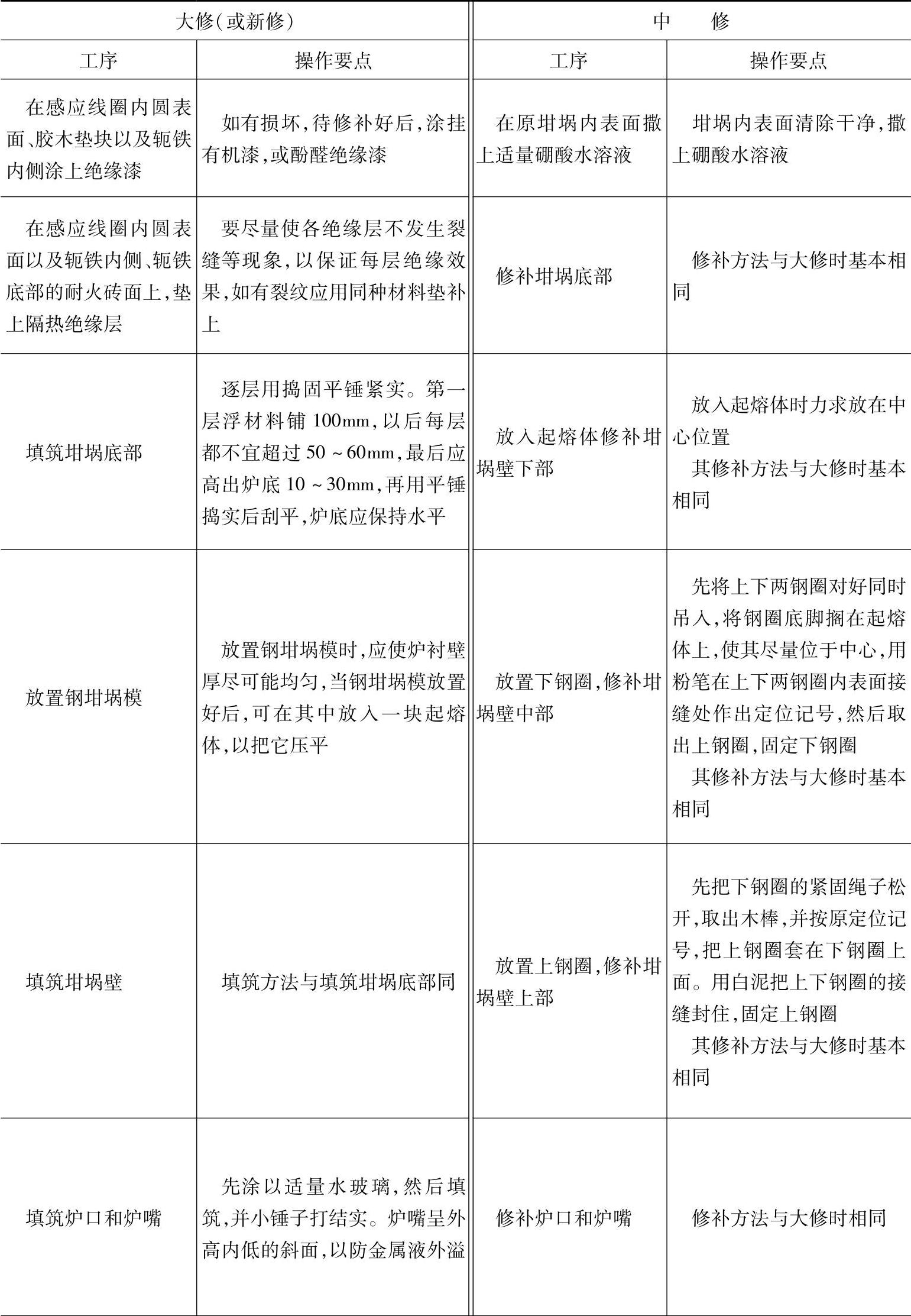
4)坩埚的修筑操作方法见表2-119。
表2-119 坩埚的修筑操作方法
(2)烘炉 修炉完成并经试验运转后,进行烘炉。烘炉时要求缓慢均匀地升温加热。无芯感应工频电炉升温到钢坩埚即将软化(约1100℃),可投入第一炉料,进一步烧结,其烘烤和烧结时间参考表2-120。
表2-120 硅砂坩埚烘烤、烧结时间(参考)

3.炉内元素烧损率和外加合金元素吸收率
1)酸性无芯感应炉和有芯感应炉熔炼时,炉内元素烧损都较小,元素烧损率见表2-121。
表2-121 炉内元素烧损率(质量分数) (%)

2)外加合金元素的吸收率较高,见表2-122。
表2-122 外加合金元素的吸收率(质量分数) (%)

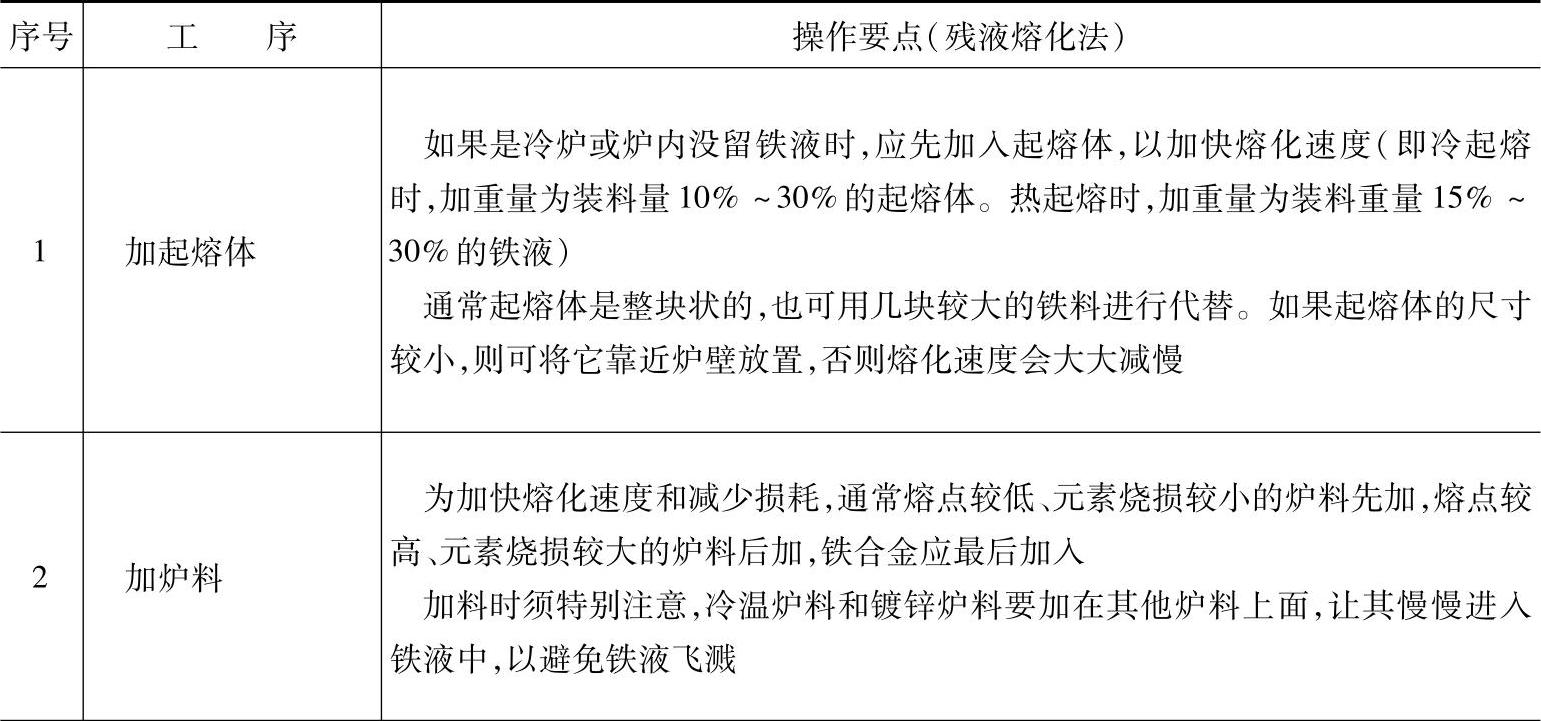
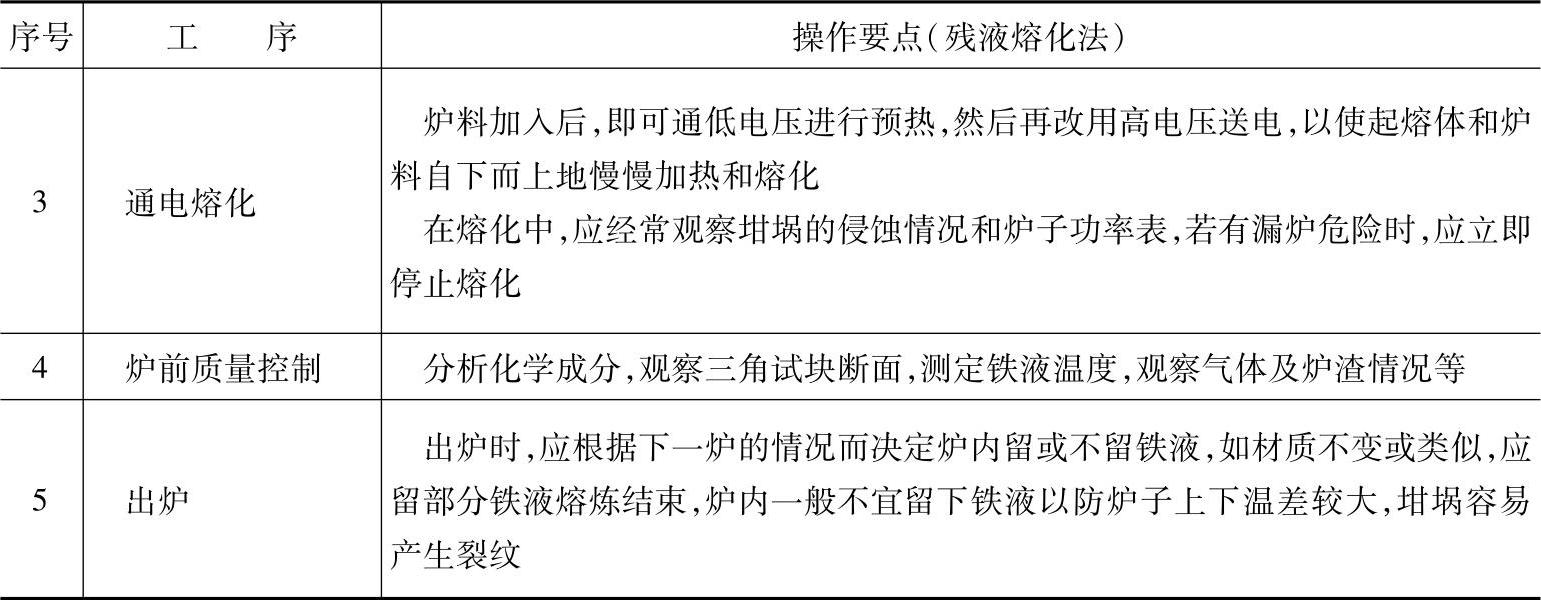
4.工频无芯感应电炉的熔炼操作要点(见表2-123)
表2-123 工频无芯感应电炉的熔炼操作要点
(续)
5.中频无芯感应电炉的熔炼操作
中频无芯感应电炉采用批料熔化法,冷起熔时不加起熔体,而直接把炉料加入炉中就可以进行熔炼。或每次都将金属液倒掉,然后重新向炉内加满金属料,在不带剩余金属液的情况下开始熔化作业。
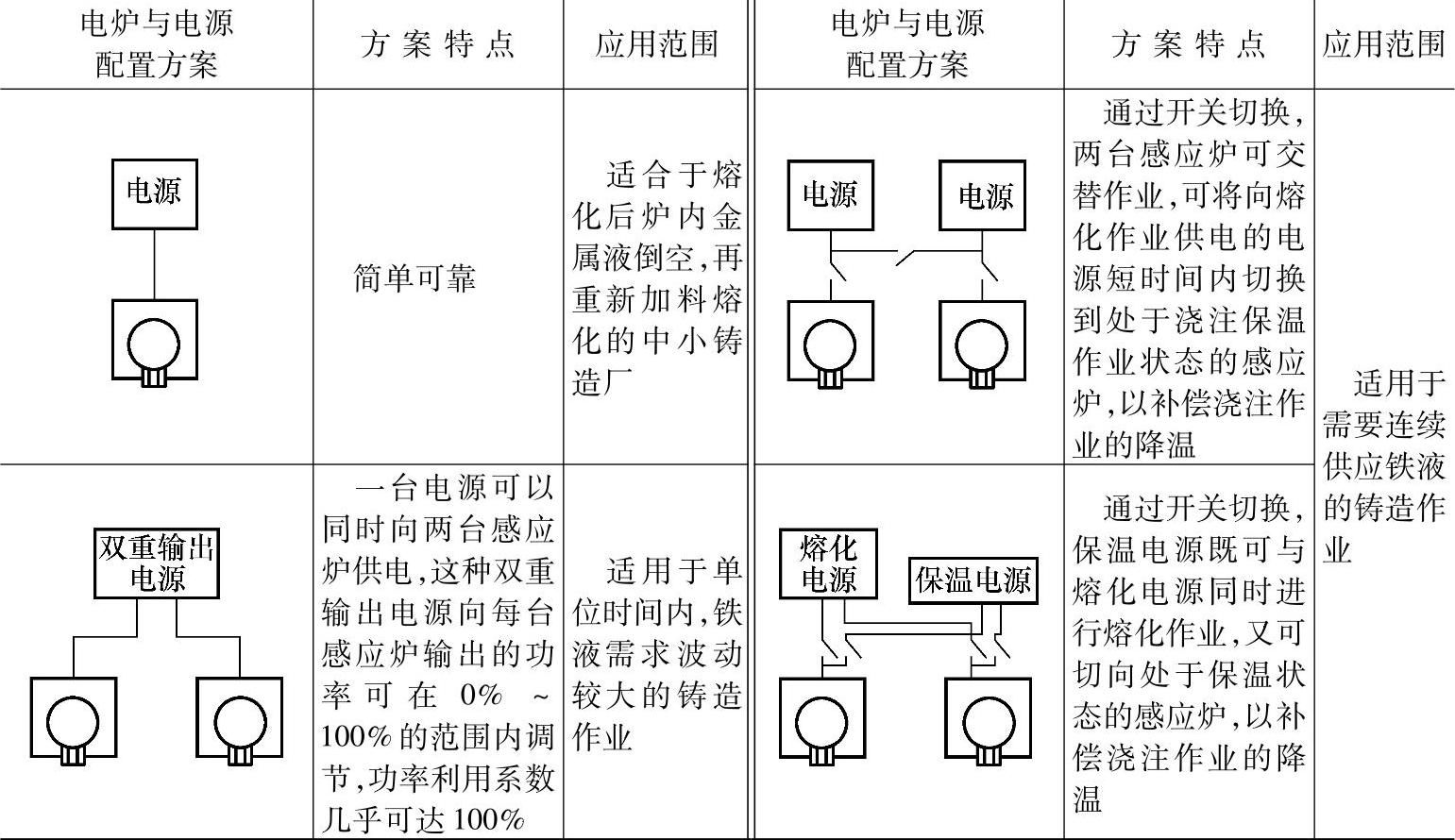
为满足铸造作业的要求,电源与电炉应合理配置。中频无芯感应电炉的电源配置方案见表2-124。
表2-124 中频无芯感应电炉的电源配置方案
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。