



孕育处理是现代铸造生产提高铸铁性能的重要手段。孕育铸铁是指由碳、硅含量较低的原铁液经孕育处理而得到的高强度灰铸铁。国家标准GB/T 9439—2010规定孕育铸铁牌号有HT250、HT300、HT350。
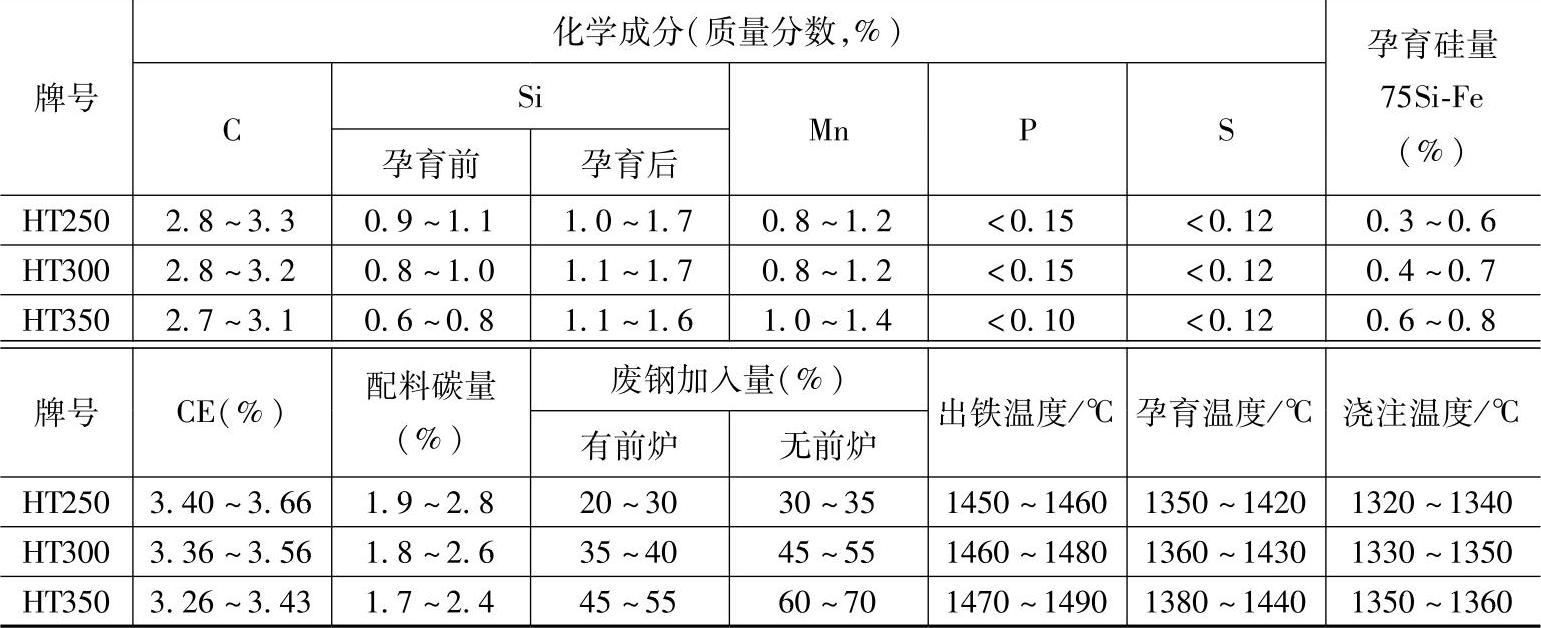
1.孕育铸铁熔炼的工艺参数(表2-92)
表2-92 孕育铸铁熔炼的工艺参数
2.孕育剂含量与铸件壁厚关系
为防止铸件薄壁处产生白口或麻口,应注意孕育铸铁允许的最小壁厚。在含碳量不变的条件下,孕育铸铁件壁厚与含硅量的关系见表2-93。
表2-93 孕育铸铁件壁厚与含硅量的关系

3.孕育剂
常用的孕育剂是FeSi75(见表2-4)。此外,也可以根据需要选用新型孕育剂如:钡硅铁(BaSiFe)、锶硅铁(SrSiFe)、碳硅钙(TG-1)、稀土钙钡硅铁(RECaBa)、稀土铬锰硅铁(RECrMn)、稳定化复合孕育剂(DWF)等,这些孕育剂已经商品化。
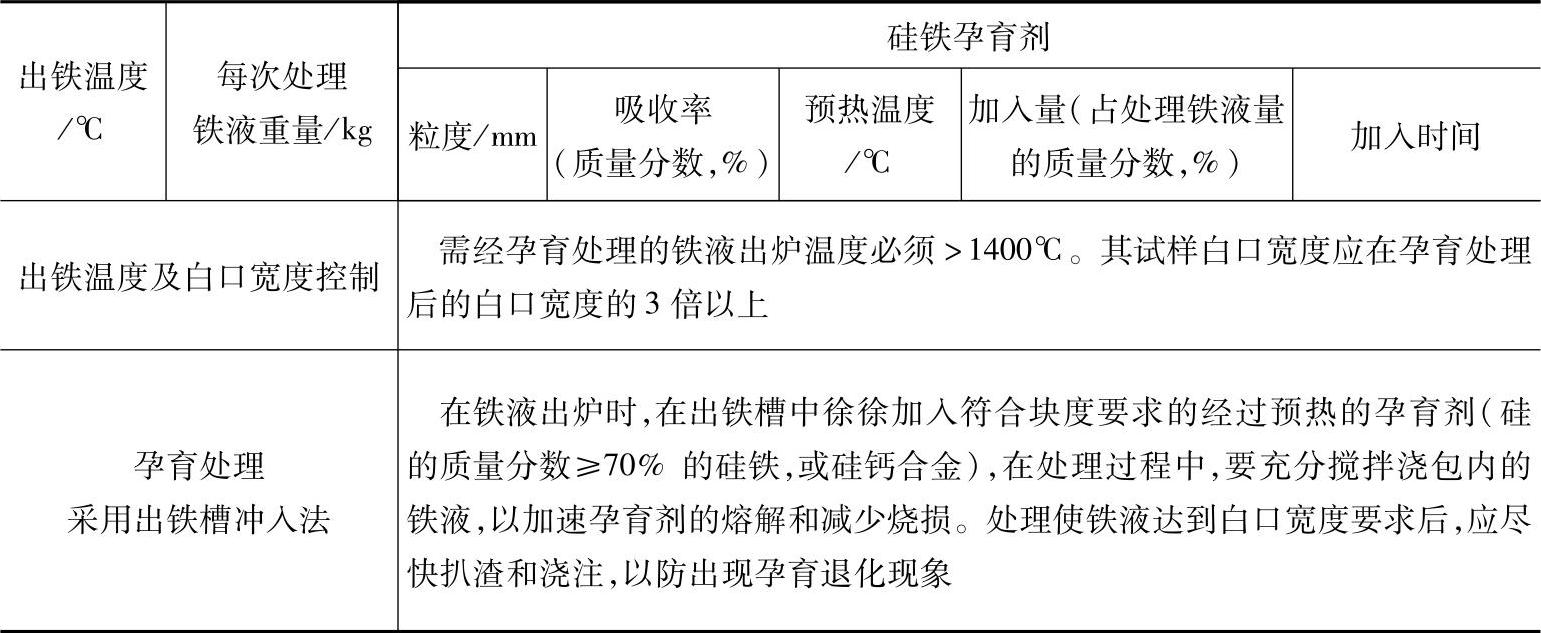
4.铁液孕育处理操作方法(见表2-94)
表2-94 铁液孕育处理操作方法

(续)
5.炉前三角试块法检验
(1)三角试块尺寸(见表2-95)
表2-95 三角试块尺寸(https://www.xing528.com)

(2)白口宽度与灰铸铁牌号的对应关系(见表2-96)
表2-96 白口宽度与灰铸铁牌号的对应关系

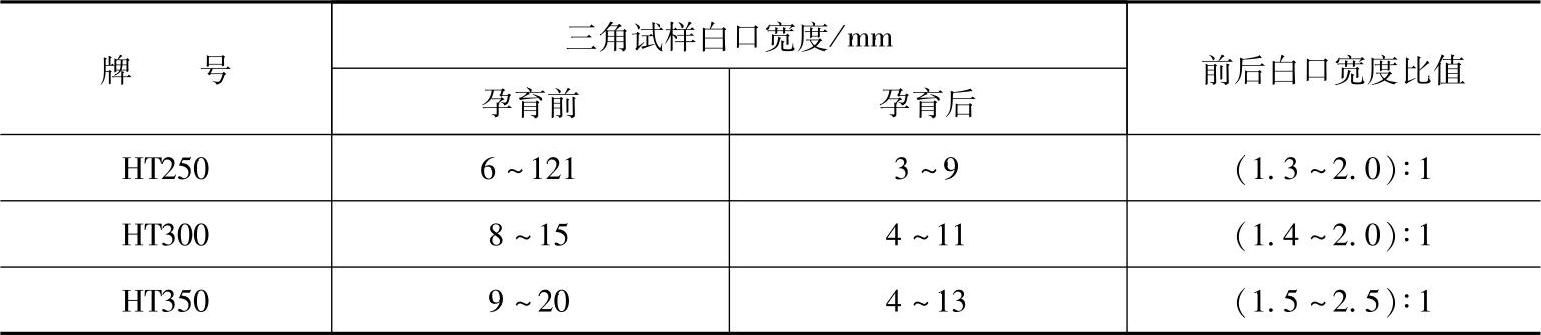
(3)孕育铸铁孕育前、后三角试块白口宽度的允许范围(见表2-97)
表2-97 孕育铸铁孕育前、后三角试块白口宽度的允许范围
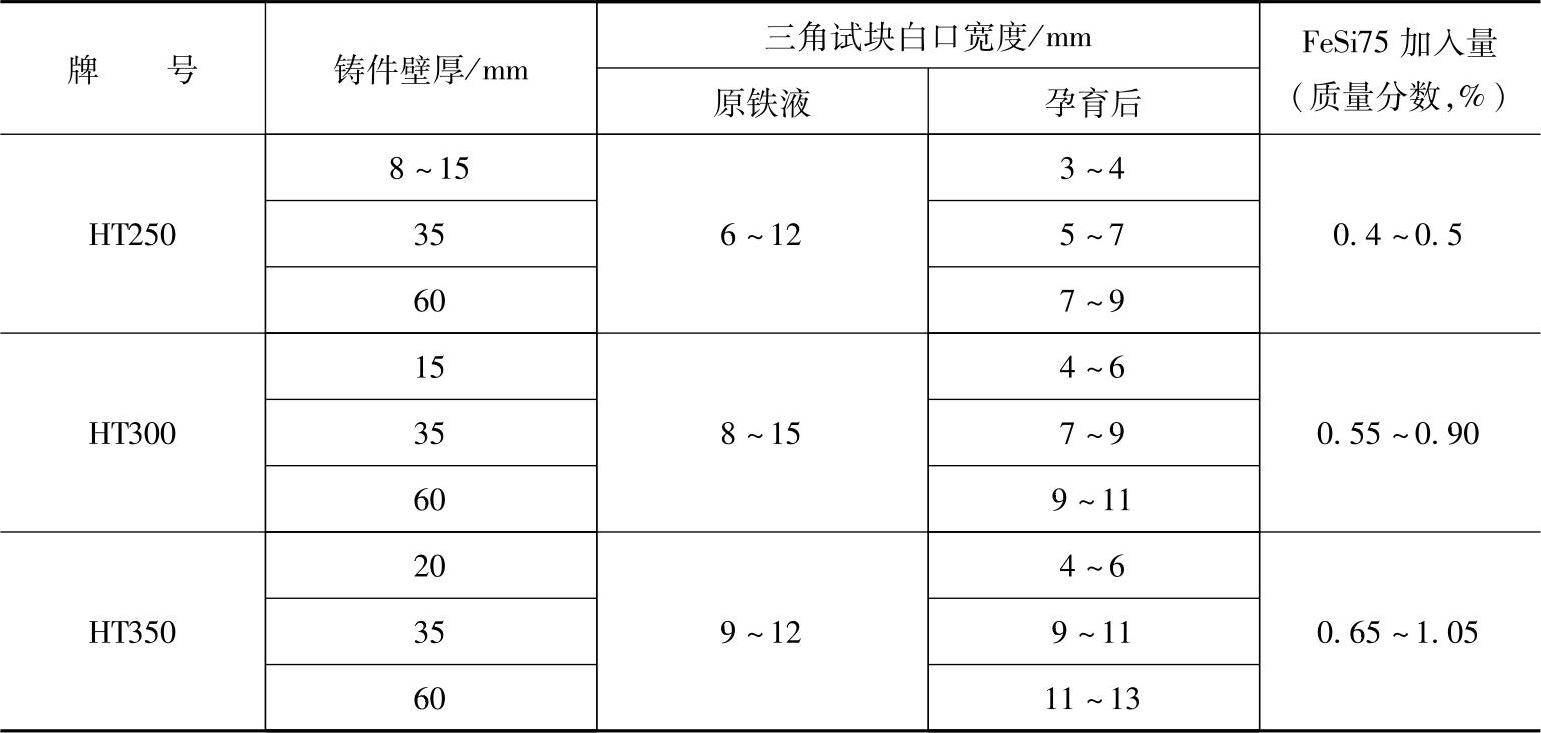
(4)某车间按铸件壁厚控制的三角试块白口宽度(见表2-98)
表2-98 某车间按铸件壁厚控制的三角试块白口宽度
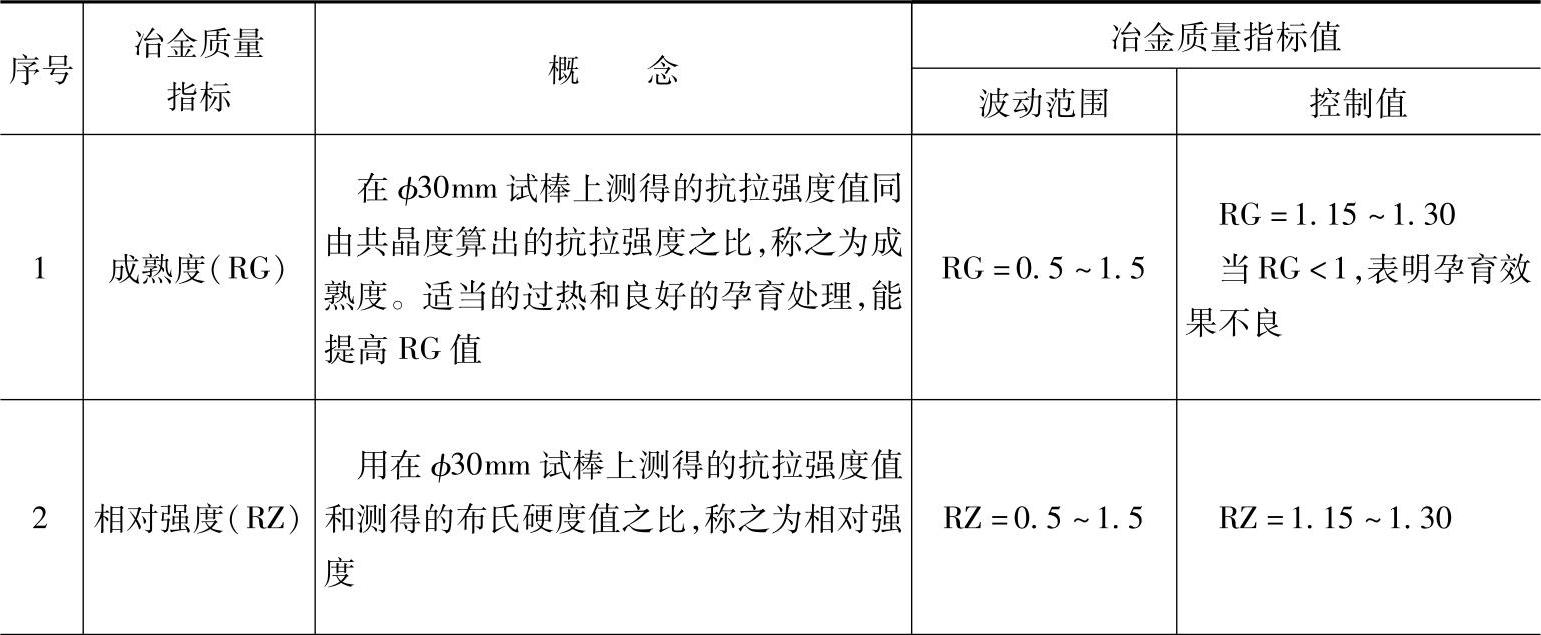
6.灰铸铁的冶金质量指标(见表2-99)
这些指标兼顾了铸铁的力学性能和工艺性能。适用于工程结构件(如内燃机缸体、传动箱体、一般机床铸件等)的生产。但不适用于要求耐磨、高硬度等特殊件的生产。
表2-99 灰铸铁的冶金质量指标
(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。