



1.复制、粘贴CAV_ROU1操作
(1)复制CAV_ROU1操作
单击“导航器”工具条中的“机床视图”按钮 ,操作导航器中显示为机床顺序视图。
,操作导航器中显示为机床顺序视图。
在操作导航工具的机床顺序视图中,先用鼠标选择粗加工工序CAV_ROU1,再单击右键,在弹出的菜单中选择“复制”命令,复制操作CAV_ROU1。
(2)粘贴CAV_ROU操作
在操作导航工具的机床顺序视图中,先用鼠标选择刀具“D8”,再单击右键,在弹出的菜单中选择“内部粘贴”命令,粘贴刚才复制操作的CAV_ROU1。
2.更改粘贴的工序名称
在操作导航工具的程序顺序视图中,先用鼠标选择粘贴操作的CAV_ROU1_COPY,再单击右键,在弹出的菜单中选择“重命名”命令,输入文字CAV_ROU2,即操作名称改为CAV_ROU2。
3.编辑CAV_ROU2操作
单击“导航器”工具条中的“程序顺序视图”按钮 ,“操作导航器”切换到程序顺序视窗。双击CAV_ROU2操作,弹出“型腔铣”对话框。
,“操作导航器”切换到程序顺序视窗。双击CAV_ROU2操作,弹出“型腔铣”对话框。
(1)设置切削深度
在“型腔铣”对话框中,“步距”下的“最大距离”文本框中输入5,“每刀的公共深度”下的“最大距离”文本框中输入0.6,如图9-26所示。
(2)设置切削参数
在“型腔铣”对话框中,单击“切削参数”后的“切削参数”按钮 ,系统弹出如图9-27所示的“切削参数”对话框。单击“空间范围”选项卡,“参考刀具”下拉列表中选择“D16”,单击“确定”按钮,返回到“型腔铣”对话框。
,系统弹出如图9-27所示的“切削参数”对话框。单击“空间范围”选项卡,“参考刀具”下拉列表中选择“D16”,单击“确定”按钮,返回到“型腔铣”对话框。
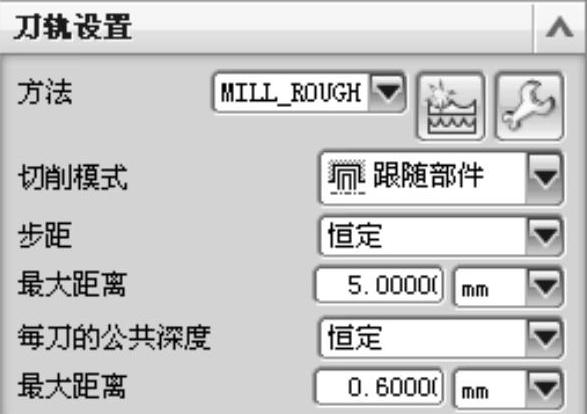
图9-26 “型腔铣”对话框
 (https://www.xing528.com)
(https://www.xing528.com)
图9-27 “切削参数”对话框
(3)设置非切削运动
在“型腔铣”对话框中,单击“非切削移动”后的“非切削移动”按钮 ,系统弹出如图9-28所示的“非切削移动”对话框,在该对话框中设置非切削运动参数。
,系统弹出如图9-28所示的“非切削移动”对话框,在该对话框中设置非切削运动参数。
在“非切削移动”对话框中,单击“进刀”选项卡,如图9-28所示。按图9-28所示设定各参数:
·“进刀类型”下拉列表框中选择“沿形状斜进刀”;
·其他参数采用默认值。
单击“非切削移动”对话框中的“确定”按钮,系统返回到“型腔铣”对话框。
(4)设置进给和速度
在“型腔铣”对话框中,单击“进给率和速度”后的“进给率和速度”按钮 ,系统弹出“进给率和速度”对话框。在“主轴速度”文本框中输入2800“切削”文本框中输入800,单位选择“mmpm”,单击“确定”按钮,系统返回到“型腔铣”对话框。
,系统弹出“进给率和速度”对话框。在“主轴速度”文本框中输入2800“切削”文本框中输入800,单位选择“mmpm”,单击“确定”按钮,系统返回到“型腔铣”对话框。
4.产生刀具路径
1)单击“操作”选项组下的“生成”按钮 产生刀具路径,观察刀具路径的特点。
产生刀具路径,观察刀具路径的特点。
2)选择“确定”按钮,接受生成的刀具路径,刀具轨迹如图9-29所示。
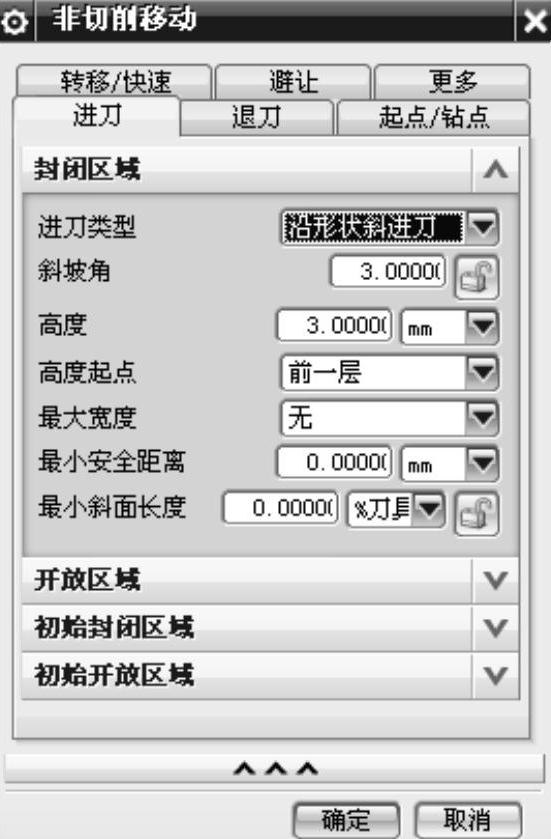
图9-28 “非切削移动”对话框
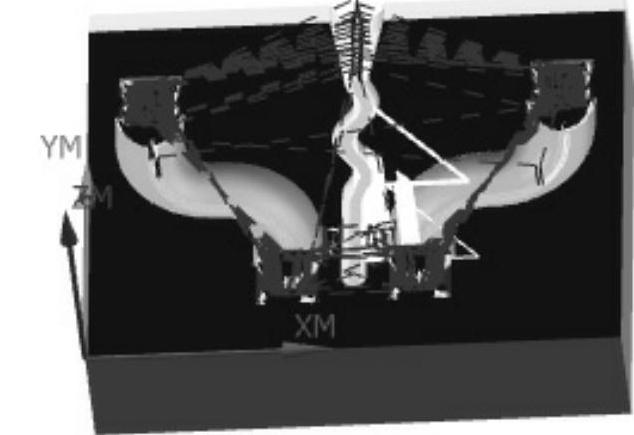
图9-29 二次粗加工刀具路径
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。