



1.无循环
无循环,即取消任何被激活的循环。当“无循环”被激活时,不需要设置循环参数组和定义其参数,只要选择加工孔位,系统直接生成刀轨(必须指定零件表面和底表面)。这种孔加工简单方便,适用于钻削加工要求相同的孔。
“无循环”的运动过程如下:以进给速度移动刀具到第一个点位上方的安全点→沿着刀轴方向以切削进给速度切削到零件底面→刀具以退刀速度退回到该点位的安全点上→以快进速度移动刀具到下一个点位的安全点上。注意,当选择“无循环”时,深度偏置参数无效。
2.啄钻
仿真循环是指不使用Cycle命令(也就是NC程序的固定循环G代码)而是使用GOTO命令(也就是NC程序的G00和G01)控制刀具的运动过程,因此不需要依赖机床控制器的固定循环子程序。由此可知,使用仿真循环会导致NC文件变大。啄钻(Peck Drill)和断屑钻(Break Chip)属于仿真循环。
“啄钻”是在每一个钻削位置上产生一个仿真啄钻循环,,其切削原理如图6-30所示。一个啄钻循环的刀具运动过程如下:
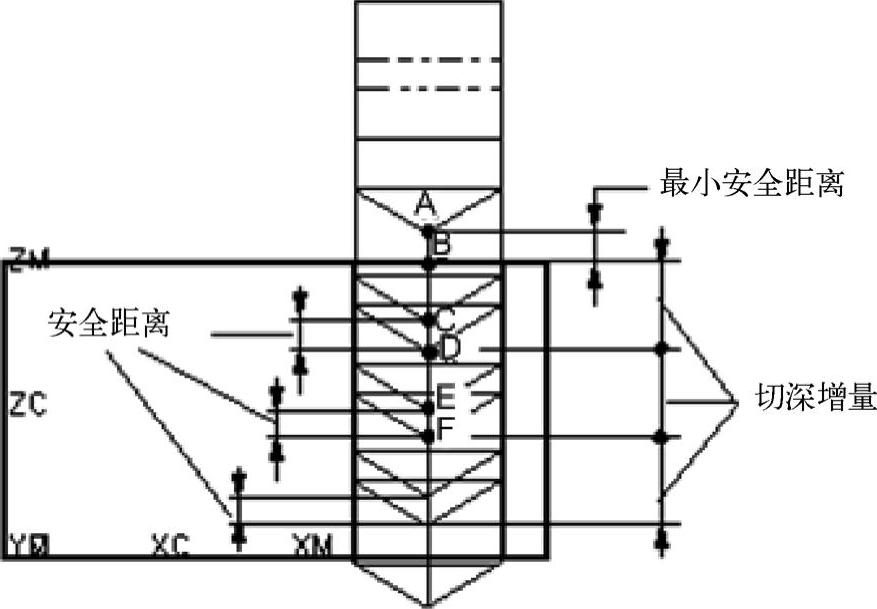
图6-30 循环类型
1)刀具快进到最小安全距离(Min Clearance)确定的A点;
2)刀具以循环进给速度切削进给到D点(通过被加工孔开始点B后继续进刀一个切深增量Increment);
3)刀具以退刀速度快退到A点(退刀到孔外以利于排屑和切削液进入);
4)快进到C点(前一次切削深度沿刀轴向上偏移一个步进安全距离Distance);
5)刀具以循环进给速度切削进给到F点,切深为一个步进距离Distance和一个切深增量。增量可以为零(None)、固定深度(Constant)和可变深度(Variable)。
重复步骤3)~5),直至钻到要求的深度,刀具退回到安全点上,以快速进给速度移动刀具到下一个点位的安全点上,开始进行下一个孔的啄钻加工。
分析啄钻的循环过程可知,这种循环方式类似于固定循环G83,适用于深孔加工。但当切深增量Increment为None时,啄钻的循环过程将得到简化,类似于固定循环G81,可用于一般孔的加工。
3.断屑
“断屑”钻在每一个钻削位置上产生一个断屑钻循环。断屑钻循环类似于啄钻循环,所不同的是:在每一个钻削深度增量之后,刀具不是退回到孔外的安全点上,而是退回到在当前切削深度之上的一个由步进安全距离指定的点位(这样可以将切屑拉断)。断屑钻的刀具运动过程如下:
1)刀具以快进速度移动到安全点上;
2)刀具沿刀轴方向以循环切削进给速率钻削到第一个中间切削深度;
3)刀具以退刀进给速率退回到当前切削深度之上的由安全距离确定的点位上;
4)刀具继续以循环切削进给速率钻削到下一个中间增量深度;
重复步骤3)和4),直至钻削到指定的孔深,刀具以退刀进给速度从孔深位置退回刀具到安全点。
5)以快速进给速度移动刀具到下一个点位的安全点上,开始进行下一个孔的断屑钻加工。
由上述断屑钻循环过程可知,断屑钻适合给韧性材料的日孔加工。
4.标准文本
“标准文本”是在每一个被选择的加工点位上激活一个标准循环。选择该循环,系统要求输入循环文本(长度达1~20个由字母和数字组成的非空的字符串)以及定义参数组及其他参数。
5.标准钻
“标准钻”削是在每一个被选择的加工点位上激活一个“标准钻削”循环。选择此项,系统弹出定义循环参数组数的对话框,在输入循环参数组的数量之后,系统弹出为每个参数组定义参数的对话框。标准钻削循环不适于钻削深孔和有一定深度的韧性材料的孔。“标准钻”循环的刀具运动过程如下:
1)刀具以快进速度移动到点位上方的安全点上;
2)刀具以循环进给速度钻削到要求的孔深;
3)刀具以退刀进给速度退回到安全点;
4)刀具以快进速度移动到下一个加工点位上的安全点开始下一个点位的循环。
6.标准钻,埋头孔
“标准钻,埋头孔”是在每一个被选择的加工点位上激活一个“标准钻,埋头孔”循环。该循环的刀具运动取决于机床和后处理器。典型的刀具运动过程如下:
1)刀具以切削进给速度钻削到由沉孔直径和刀尖角度计算所得的深度;
2)沿刀轴方向以快进速度回退到安全高度;
3)刀具以快进速度移动到下一个加工点位上的安全点开始下一个点位的循环。
7.标准钻,深孔
“标准钻,深孔”是在每一个被选择的加工点位上激活一个“标准钻,深孔”循环。该循环的刀具运动取决于机床和后处理器。典型的刀具运动过程如下:
1)刀具以切削进给速度以一系列的切深增量钻削;
2)在每进给一个深度增量之后,刀具以快退速度退出孔外排屑,如此反复,直到最终深度;
3)快速退回安全高度;
4)刀具以快进速度移动到下一个加工点位上的安全点开始下一个点位的循环。
8.标准钻,断屑(https://www.xing528.com)
“标准钻,断屑”是在每一个被选择的加工点位上激活一个“标准,断屑”循环。该循环的刀具运动取决于机床和后处理器。典型的刀具运动过程如下:
1)刀具进给到每一个中间深度;
2)退回一个由控制器或机床定义的安全距离;
3)再进给到由下一个深度增量确定的位置;
4)如此重复,直到到达最终加工深度;
5)以快速进给速度退出孔外到达安全高度上;
6)刀具以快进速度移动到下一个加工点位上的安全点开始下一个点位的循环。
9.标准攻丝
“标准攻丝”是在每一个被选择的加工点位上激活一个“标准攻丝”循环。该循环的刀具运动取决于机床和后处理器。典型的刀具运动过程如下:
1)刀具进给到最终的切削深度;
2)主轴反转并退回到操作安全点上;
3)刀具以快进速度移动到下一个加工点位上的安全点开始下一个点位的循环。
10.标准镗
“标准镗”是在每一个被选择的加工点位上激活一个“标准镗”循环。该循环的刀具运动取决于机床和后处理器。典型的刀具运动过程如下:
1)刀具切削进给到孔的最终切深之后以切削进给速度退回到孔外;
2)刀具以快进速度移动到下一个加工点位上的安全点开始下一个点位的循环。
11.标准镗,快退
“标准镗,快退”是在每一个被选择的加工点位上激活一个“标准镗,快退”循环,其主要特点是在退刀前主轴停止旋转。该循环的刀具运动取决于机床和后处理器。典型的刀具运动过程如下:
1)刀具镗削进给到孔深;
2)主轴停止旋转并以快进速度退出孔外到操作安全点上;
3)刀具以快进速度移动到下一个加工点位上的安全点开始下一个点位的循环。
该循环的缺点是退刀过程刀刃会划伤已加工表面,因此一般用于粗镗加工。
12.标准镗,横向偏置后快退
“标准镗,横向偏置后快退”是在每一个加工点位上激活一个“标准镗,横向偏置后快退”循环,其主要特点是在退刀前主轴停止旋转、定角位、主轴偏置。该循环的刀具运动取决于机床和后处理器。典型的刀具运动过程如下:
1)刀具镗削进给到孔深;
2)主轴停止旋转;
3)定主轴方位角;
4)在主轴方位角决定的方向偏移主轴;
5)最后快退到孔外;
6)刀具以快进速度移动到下一个加工点位上的安全点开始下一个点位的循环。
该循环方式在退刀前主轴偏置,刀刃不会划伤已加工表面,因此适合精镗。
13.标准背镗
“标准背镗”是在每一个被选择的加工点位上激活一个“标准背镗”循环。该循环的刀具运动取决于机床和后处理器。典型的刀具运动过程如下:
1)主轴停止旋转→定主轴方位角;
2)在主轴方位角决定的方向偏移主轴;
3)主轴进给到孔深→主轴移动到孔的中心;
4)主轴开始旋转退回,在退回过程中镗孔;
5)刀具以快进速度移动到下一个加工点位上的安全点开始下一个点位的循环。
14.标准镗,手工退刀
“标准镗,手工退刀”循环是在每一个被选择的加工点位上激活一个“标准镗,手工退刀”循环,其特点是退刀运动由手动操作解决。该循环的刀具运动取决于机床和后处理器。典型的刀具运动过程如下:
1)刀具镗削进给到孔深;
2)主轴停止旋转,同时程序停止;
3)操作者手动操纵机床退刀到孔外。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。